
Polimersiz modern bir insan için konut hayal etmek neredeyse imkansızdır. Düşük yoğunluklu polietilen özellikle popüler hale geldi ve sıhhi tesisat ekipmanları pazarında önemli bir sektör haline geldi. Bugün, çeşitli ortamların taşındığı boru hatlarının çoğu ve bunlara boru hattı bağlantı parçaları üretilmektedir. HDPE borular, tartışılmaz avantajları ve basit kurulumları nedeniyle popüler hale geldi - özel eğitim almamış bir kişi bile yapabilir. Ancak, herhangi bir işte olduğu gibi, kendine özgü özellikleri ve nüansları da vardır, bu nedenle, ilk önce HDPE boruların kendi elleriyle nasıl düzgün şekilde monte edileceğini öğrenmek yeni başlayanlara zarar vermez. Bu makaleyi okuyun, bununla ilgili.
- 2 Boruları bağlama yöntemleri
2.1 Kalıcı bağlantılar
2.1.1 Boru alın kaynağı
- 2.1.2 Elektrofüzyon kaynağı
Kurulum özellikleri
HDPE boruları lehimlerken, kaynak bağlantısının tek parça olduğu unutulmamalıdır. Dayanıklı bir kaynak bağlantısının üretimi için özel ekipman kullanılması gerekir. Başlangıçta, işi pürüzlü parçalar üzerinde yapmaya çalışmak en iyisidir.
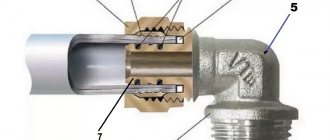
Sıkıştırma fitinglerinde bir bağlantı oluştururken, bireysel elemanları ayırma seçeneğini seçmek gerekir. Bağlantı parçalarında yapılan bir bağlantı, bireysel sıcak su ısıtma yüküne dayanabilir, ancak su darbesi veya endüstriyel basınç için tasarlanmamıştır. Kaynak dikişi, büyük çaplı parçaların birleştirilmesi için uygundur.
Ev inşaatı
41 oylar
+
İçin ses!
—
Karşısında!
Polietilenden yapılan borular giderek daha aktif bir şekilde kullanılmaktadır. Bu tür ürünlerin teknik özellikleri, endüstriyel ihtiyaçlar için ve evsel amaçlar için boru hatları inşa etme sürecinde kullanılmasını mümkün kılar. Nispeten düşük fiyatlı polietilen borularla yüksek kalite, onlar için istikrarlı bir talep yaratır. Ek olarak, kurulumu ve bağlanması kolaydır. Polietilen boruların kaynağının evde nasıl gerçekleştiğini düşünün.
Polietilen boruların bağlantısı
Eski boru hattını plastik bir boru ile değiştirmeye karar verenler, şüphesiz modern plastik türlerini takdir edeceklerdir. Ancak diğer yandan, geniş bir ürün yelpazesi belirli zorluklara yol açmıştır, çünkü her tür kurulum sırasında özel bir tutum gerektirir. Çapraz bağlı polietilen adı verilen özel bir malzemeden yapılmış borular özellikle dış etkenlere karşı dayanıklıdır ve güvenilirdir.
Polietilenden üretilen borular basınçlı ve basınçsız boru hatlarının yapımında kullanılabilir. Evsel terimlerle, bu tür borular çoğu zaman bir su tedarik sistemini monte etmek için kullanılır. Boru hattının kurulumunu kendi ellerinizle tamamlamak için, ev ustalarının polietilen boru bağlantılarının parametrelerini bilmesi önemlidir.

Polietilen borular için ana bağlantı türleri: bağlantı parçaları, alın ve elektrofüzyon kaynağı adı verilen ek bağlantı elemanlarını kullanarak bağlantı. Çıkarılabilir bağlantılarla, kural olarak her şey açıktır. Boru hattının içini kurarken sökülebilir bağlantıların kullanılması gelenekseldir. Bağlantı parçaları ile boru döşemek o kadar basit bir işlemdir ki, bu konuda en ufak bir deneyime sahip olmayan herhangi bir kişi bunu yapabilir.
Bununla birlikte, bu tür bağlantıların seçimi sınırlı bir çalışma yelpazesine izin verir, bu nedenle, bir su besleme sistemi kurarken, polietilen boruları kendi ellerinizle kaynak yapmadan yapamazsınız. Bir bağlantı türü olarak kaynak, boru hattının gücünü ve esnekliğini korumaya yardımcı olacaktır. Bir diğer önemli avantaj, boruların montajının yer yüzeyine yapılabilmesidir, daha sonra bir hendeğe döşenebilir; kazısız bir yöntem de kabul edilebilir.
Boru kaynak kuralları
Polietilen borular için kaynak yöntemleri teknolojisi farklıdır, ancak birkaç temel ilke bilinmektedir. Herhangi bir kaynağa başlarken bunlara dikkat etmeye değer. Onlara daha yakından bakalım:

Polietilen borular aynı et kalınlığına ve eşit çapa sahip olmalı, fiziksel ve kimyasal olarak birbiriyle uyumlu olmalıdır (bu bilgi üretici ile kontrol edilmelidir).
- Çalışmaya başlamadan önce boruların uçları temizlenmelidir.
- Boruları kaynak yaparken, dış etkenlerin ve hava koşullarının etkisinin en aza indirilmesi önerilir:
- çok düşük sıcaklıklarda, polietilen boruların kaynaklanmasıyla ilgili videoda gösterildiği gibi odayı ısıtmanız gerekir;
- rüzgar varsa ve pencere yoksa çadır gibi herhangi bir malzemeden bir bariyer oluşturun;
- bol güneş ışığı olması durumunda, kaynaklanacak yüzeyleri, tek tek yerlerinin aşırı ısınmasını önlemek için doğrudan ışınlardan koruyun.
- Kaynak yapılmayan boru uçlarının tapalarla kapatılması tavsiye edilir, çünkü soğuk hava girişi kaynaklı alanların sıcaklığını gerekli olanın altına düşürebilir (polietilen boruların soğuk kaynağı yapılması hariç).
- Kaynak işlemi sırasında ve boruların soğutulması sırasında bu ürünler üzerindeki herhangi bir mekanik etkiyi ortadan kaldırın.
Boru kaynak yöntemleri
Ve hemen bir sorunuz var - hangi bir polietilen boruyu kaynaklama teknolojisi tercih edilir ve genellikle ne tür bir boru kaynağı mümkündür. Boruları kendi ellerinizle kaynaklayacaksanız, polietilen boruları kaynak yaparken kullanılan tüm prosedürü, malzemeleri ve ekipmanı iyice anlamalısınız. Polietilen boruların kaynak teknolojisinde karmaşık bir şey yoktur, çünkü modern kaynak makinelerinin kullanımı basitleştirilmiştir.
Soket kaynağı
Soket kaynağı veya aynı zamanda "kaplin" olarak da adlandırıldığı gibi, boruların özel bağlantı parçaları kullanılarak bağlanmasını içerir. Polietilen borular gibi bağlantı parçalarının, özellikle prosedürü ilk kez gerçekleştirmeniz gerekiyorsa, yanlış kaynak yapılması durumunda bir marjla satın alınması tavsiye edilir.
Bu polietilen kaynak yöntemi için, bir kaynak makinesi olan özel ekipmanların hazırlanması tavsiye edilir. Manuel kaynak makineleri, 50 milimetreye kadar küçük çaplı boruların ve bağlantı parçalarının manuel kaynağı için tasarlanmıştır. Bu sınırlamalara rağmen, el tipi kaynak makineleri, fitinglerle (125 milimetreye kadar) soket kaynağı için tasarlanmış tüm polietilen boru yelpazesi için üretilmektedir.
Ayrıca, boruların ve bağlantı elemanlarının hizalama kuvveti büyük olduğunda, 40 milimetre ve daha büyük çaplı polietilen boruların mekanize soket kaynağı için tasarlanmış mekanik kaynak makineleri de vardır. Bu tür cihazlar, polietilen boruların soket kaynağı yapmanın hızını ve rahatlığını sağlar ve yüksek kaliteli kaynaklı birleşimlerin elde edilmesini mümkün kılar.
Soket kaynağı için aşağıdaki aksesuarları hazırlayın:
- Kaynak memeleri veya adaptörleri. Teflon kaplamanın aşınması nedeniyle periyodik olarak değiştirilmeleri gerekir. Belirli bir çaptaki polietilen borular için, karşılık gelen çapta bir çift nozul gereklidir.
- Kesme aletleri.Boru hattını döşerken boruları kesmek ve kaynak yapmadan önce alüminyum tabakayı güçlendirilmiş borulardan çıkarmak için bu tür şeyler gereklidir.
Kaynak yapılacak yüzeyler bu durumda borunun dış kısmı ve bağlantı parçasının iç kısmıdır. Her iki yüzey de aşağıdaki bileşenlerden oluşan bir kaynak nozulu kullanılarak ısıtılır: mandrel - yarısı bağlantı parçasını ısıtmak için ve manşon - yarısı borunun ucunu ısıtmak için.
Polietilen boruların soket kaynağı bu şekilde yapılır. Kaynak makinesi istenilen sıcaklığa kadar ısıtılmalıdır. Fitting, polietilen boruların kaynağı talimatına göre durana kadar mandrel üzerine yerleştirilir. Bu eylem genellikle çok az çaba gerektirir. Aynı zamanda polietilen borunun ucunu tamamen manşonun üzerine itin. Bu manipülasyonları olabildiğince çabuk yapın.
Manşonun dış çapının borunun iç çapından biraz daha büyük olduğunu ve fitingin iç çapının mandrelin dış çapından biraz daha küçük olduğunu unutmayın. Isıtma sırasında fazla dış boru tabakası eritilir ve çapak adı verilen bir merdane şeklinde sıkıştırılır. Boruların çapının küçültülmesi, kaynak için amaçlanan nozüle girilmesine izin verir.
Benzer şekilde, kordon da fiting üzerinde sıkıştırılarak mandrel ile tamamen oturması sağlanır. Parçalar, durana kadar ısıtma nozulunun duvarına doğru hareket eder. Bu anı elinizle hissetmeniz gerekiyor, parçalar üzerindeki herhangi bir baskıyı durdurmak söz konusu olduğunda çok önemlidir. Ayrıca parçalar gerekli süre bu konumda tutulmalıdır.
Tahsis edilen aralığın sona ermesinden sonra, bağlantı parçasını hızlı bir şekilde çıkarmanız, ardından boruyu nozülden çıkarmanız ve iki parçayı birlikte hizalamanız gerekir. Soğuduktan sonra tek parça bir polietilen parça alacaksınız. Bundan sonra, bağlantı parçasının diğer ucuna ikinci bir boru kaynaklanır. Bir boru kaynak makinesini yalnızca bir kez kullanmayı planlıyorsanız, ekonomik açıdan satın almak değil, kiralamak daha uygundur. Böylece polietilen boruların kaynak maliyetini düşürebilirsiniz.

Bağlantının kalitesi, doğrudan yapılan işlemlerin doğruluğuna bağlı olacaktır. Polietilen boruların soket kaynağı olduğunda, en çok aşağıdaki nitelikteki hatalar yapılır. Bunlardan ilki, iç durdurucu ile boru arasında bir boşluk oluşması nedeniyle borunun hizalama sırasında armatüre tam olarak yerleştirilmemesidir. Bu bağlantı dışarıdan sıradan görünüyor, ancak bir bölümün içinde büyük bir iç çapa ve daha küçük bir et kalınlığına sahip bir bölüm oluşturulmuştur.
Parçaları birleştirirken, gereksiz çabalar, bağlantının güvenilirliği ile ilgili sorunları da tetikler. Böylece, borunun içinde, bağlantı durdurucusunun basıncı altında, gelecekte gaz veya su akışına engel oluşturacak ekstra bir çapak oluşur.
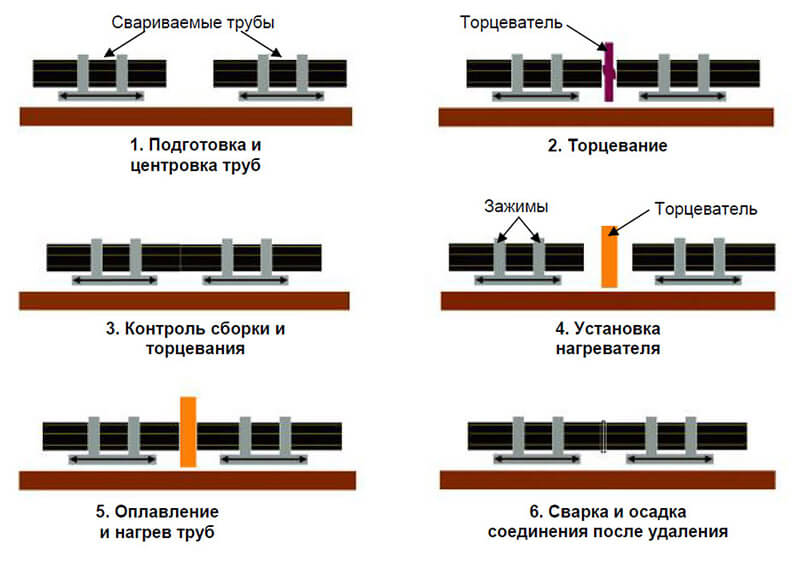
Boru alın kaynağı
En popüler olanı, polietilen boruların alın kaynağı için teknolojik tablodur. Bu kaynak tekniğini seçerek enerji kullanımınızı önemli ölçüde azaltabilirsiniz. Ayrıca alın kaynağı için ağır ekipman gerekmez, bu da montaj işini kolaylaştırır.
Bu teknik, duvar kalınlığı 5 milimetreden fazla ve çapı 50 milimetreden fazla olan boruları kaynaklamak için kullanılır. Birlikte kaynaklanacak elemanların polietilen derecesi aynı olmalıdır. Bu nedenle, alın kaynağı yapmadan önce, boruları ve bağlantı parçalarını konsinye göre ayırmaya değer. Aynı partide üretilen boruların kaynaklanması tercih edilir. Ek olarak, boruları eliptiklik açısından test etmek gereksiz olmayacaktır.
Teknoloji, eritme işleminden önce boru uçlarının bir ısıtma aleti ile ısıtılmasına dayanmaktadır. Borular bu durumda birleştirildiğinde, parçalar moleküler düzeyde birleştirilir. Alın kaynağı, eksi 15 derece ile artı 45 derece Santigrat arasında gerçekleştirilir.
Polietilen boruları uçtan uca kaynak yaparken, hemen şu soru ortaya çıkar: borulardan ne kadar kesileceği. Sonuçta, boru bölümü sonunda kaynak mesafesi kadar azalacaktır. Bunu, polietilen boruların kaynaklanması için talimatlarda arayın veya alet üzerindeki çift nozulu ölçün. Bu mesafe, farklı boru çapları için farklı olacaktır. Örneğin 20 milimetrelik bir boru için bu mesafe 14,5 milimetre, 32 milimetrelik bir boru için ise 18 milimetredir.
Ayrıca, borunun sürekli ölçülmemesi ve kaynak tekrarlanabilirliğinin artırılması için su tedarik sisteminin her bir parçasını kaynaklamadan önce işaretlerin uygulanması tavsiye edilir. Bağlantılar görünüş olarak aynı olacak, boşları ısıtılmış nozuldan takma ve çıkarma çabası tahmin edilebilir hale gelecektir.
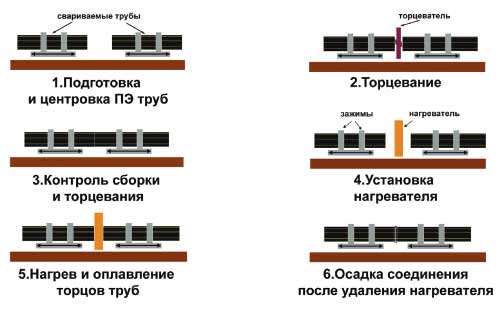
Bir polietilen borunun alın kaynağı, kaynaklı elemanların uçlarının viskoz akış durumuna ısıtılması ve bunların basınç altında birleştirilmesidir. Boruların uçları özel bir aparatın kelepçelerine sıkıca sabitlenmeli, aralarına bir ısıtma plakası yerleştirilmelidir. Uçları plakaya belirli bir basınçla bastırın ve eritme işlemi başlayana kadar ıslatın.

Isıtma süresi polietilen boruların çapına ve kullanılan aparatın gücüne bağlıdır. Gerekli ısıtma seviyesine ulaştıktan sonra, plakayı çıkarın ve üzerlerine baskı uygulamanız gerekirken boru uçlarını bağlayın. Şimdi geriye kalan tek şey, polimer materyalin tamamen soğumasını beklemektir.
Polietilen boruların alın kaynağının olabildiğince hızlı ve doğru bir şekilde gerçekleşmesi için hidrolik veya mekanik tahrikli cihazların kullanılması gerekir. En gelişmiş cihazlar yazılım kontrolüne sahiptir.
Böyle bir cihazın kullanımı, bir dizi avantajla ayırt edilir: insan faktörünü hariç tutan sürecin otomatik kontrolü ve planlanan boru sayısını kaynaklamak için gereken süreyi doğru bir şekilde hesaplama yeteneği.
Elektrofüzyon boru kaynağı
Polietilen boruların elektrofüzyon kaynağı, basınçsız bir boru hattı - drenaj ve yerçekimi drenaj sistemleri kurarken, mevcut bir boru hattına sokarken ve mevcut boru hatlarını tamir ederken, farklı duvar kalınlıklarına ve farklı çaplara sahip borular için kullanılır.
Bir elektrofüzyon kaplini kullanarak boruları kaynaklama prosedürü, 16 atmosfere kadar basınçlara dayanabilen kaynaklı bağlantılar elde etmek için tasarlanmıştır. Elektrofüzyon ek yerleri alın kaynağına göre en pahalıdır ve bu durumda polietilen boru kaynak maliyeti artar.
Elektrofüzyon kaynağı yapmak için, boruların uçlarını ısıtan gömülü elektrikli ısıtıcılı elektrofüzyon bağlantı parçaları gibi özel bağlantı parçalarına ihtiyacınız olacaktır. Polietilen boruların elektrofüzyon kaynağı yapmaya karar verirseniz bu talimatlara uymalısınız. Başlamak için gerekli parçaları hazırlayın ve ayrıca çalışacağınız yeri temizleyin, borunun boyutuna ve gömülü parçaların boyutuna bağlı olarak kaynak parametrelerini seçin.

Daha sonra elektrofüzyon kaplinin iç yüzeyinin ve bağlanacak boruların yüzeylerinin kirlenmeden iyice temizlenmesi gerekir. Ürünlerin temizlenmesi ve aynı anda yağdan arındırılması için, alkol gibi oldukça uçucu bir sıvı ile emprenye edilmiş bezlerin kullanılması tavsiye edilir.
Kaynak yapılacak boruların uçları, erimiş polietilenin boru içerisine akmasını önlemek için dikkatli ve eşit bir şekilde kesilmelidir. Oksitlenmiş tabakayı boru yüzeyinden çıkarın. Boru üretimi sırasında oluşan oksitler, özel sıyırıcılar ile temizlenerek mekanik olarak uzaklaştırılabilir.
Hizalamalarını kontrol ederken boruları konumlandırıcıya sabitleyin. Bağlantıları tozdan daha fazla korumak için, yapışkan bant sargı kullanmak gelenekseldir. Verimsiz ısı kaybını önlemek için boruların açık uçları tapalarla kapatılmıştır.Elektrik kaplinin terminallerine gerilim uygulanmalıdır, bunun sonucunda bağlantı parçası ısınır, borulara kaynak yapılır.

Polietilen boruların tüm kaynak süresi boyunca, soğutma süresi de dahil olmak üzere, borunun bağlantı parçaları ile yeri sağlam bir şekilde sabitlenmeli ve kaynak sırasında sabit kalmalıdır. Kaynak işi yaparken güvenlik önlemlerini unutmayınız. Prosedürün kolay ve basit olduğunu düşünseniz bile, özellikle polietilen boruların kaynaklanmasındaki az deneyim göz önünde bulundurulduğunda.
Dikişlerin kalite kontrolü
Polietilen boruların kaynak prosedürünün zorunlu bir kısmı, yapılan bağlantıların kalite kontrolüdür. Gelecekte boruları işlemeye devam etmek ancak yapılan tüm bağlantıları inceledikten sonra mümkündür. Gerçekleştirilen dikişler, belirlenen teknik gerekliliklere tam olarak uymalıdır, ancak o zaman bağlantının yüksek kalitede olduğu güvenle kabul edilebilir.
İyi yapılmış bağlantılara sahip polietilen borulardan monte edilen bir boru hattı, ek bakım ve onarım gerektirmeden birkaç on yıl dayanacaktır. Görsel inceleme sırasında dikiş kalitesine uygulanan polietilen boruların kaynağı için temel gereksinimler ve parametreler şunlardır:
- Boru yüzeyindeki ek yeri gömme bir oluk gibi görünmemeli yani boru hattının genel seviyesinin altına yerleştirilmemelidir.
- Boruların hizasını korumak önemlidir. Kaynaklı ürünlerin birbirine göre yer değiştirmesine izin verilir, ancak duvar kalınlığının% 10'undan fazla olamaz. Örneğin, 5 milimetre kalınlığında duvarları olan boruları kaynaklıyorsanız, ofset 0,5 milimetreyi geçmemelidir.
- Ayrıca polietilen boruların içinde ve dış yüzeyinde oluşan ruloların yüksekliğini de sınırlar. 5 milimetre kalınlığındaki borularda kaynak yapılırken, boncuk yüksekliği 2,5 milimetreyi geçmemelidir. Boru et kalınlığı 6-20 milimetre ise merdane yüksekliği 5 milimetre ile sınırlandırılmalıdır.
Bu nedenle polietilen borular, çeşitli amaçlarla boru hatlarının montajında yaygın olarak kullanılmaktadır. Bir evde veya dairede çalışırken, polietilen boruları kendi ellerinizle kaynaklamak oldukça mümkündür. Boruların boyutuna ve boru hattının amacına bağlı olarak, bir kaynak tekniği seçilir ve bu işin teknolojisine hakim olmak zor olmayacaktır. Prosedürle ilgili teorik önerileri ve kısıtlamaları incelemek yeterlidir, ardından uygulamaya güvenle başlayabilirsiniz!
Kaynak yöntemleri
Polietilen boruların kaynak teknolojisi birkaç yöntemle gerçekleştirilir. Her birinin belirli özellikleri vardır, farklı tipte aletlerin, sarf malzemelerinin kullanılmasını gerektirir.
Alevlendi
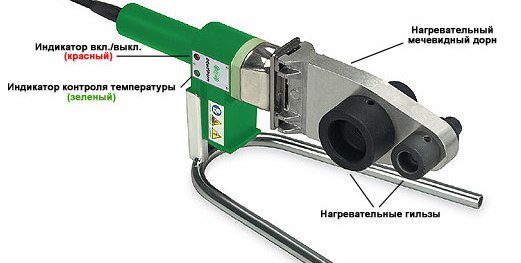
Soket yöntemi kullanılarak PE boruların kaynağı için özel bağlantı parçaları kullanılmalıdır. Ek olarak, aşağıdaki araçlara ihtiyacınız olacak:
- kalibratör;
- boru kesici;
- polimerik malzemeler için kaynak makinesi;
- pah kırma aracı;
- ısıtma için bir dizi nozul.
İş yapmak için adım adım talimatlar:
- Boruları boyutuna göre kesin.
- Birleştirilecek kenarı kesmek için bir pah kırma aracı kullanın.
- Mükemmel bir daire elde etmek için deliği kalibre edin.
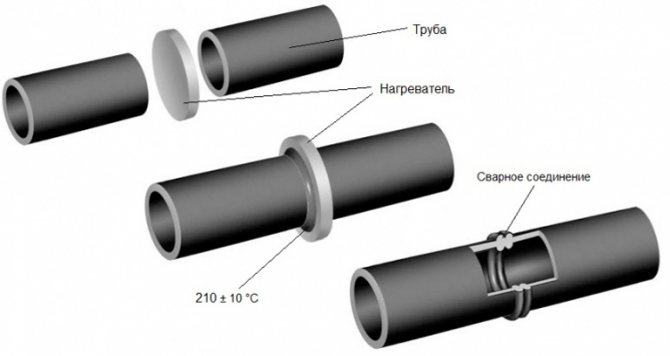
- Bitişik yüzeyleri tozdan silin, yağdan arındırın.
- Kaynak makinesinin ısıtma sıcaklığını 210 santigrat dereceye ayarlayın. Bu sıcaklığa kadar ısıtıldıktan sonra cihaz üzerindeki gösterge yanacaktır.
- Hazırlanan boruyu ve kaplini kaynak makinesine sabitlenmiş iki nozul üzerine monte edin.
- Isıttıktan sonra iki parçayı çıkarın, birbirine bağlayın.
Eklemin soğumasını bekleyin.
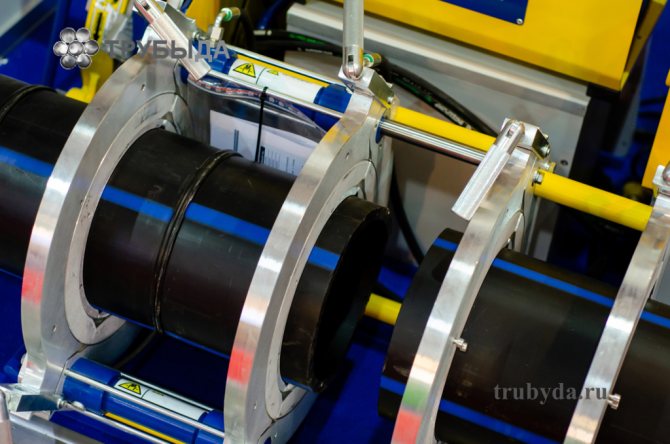
Popo
Yöntem, et kalınlığı 5 mm'yi aşan ürünlerin kaynağı için kullanılır. Gerekli ekipman, araçlar:
- Dilimleri işleme mekanizması bir yüzdür.
- Birbirine göre iki parçanın eş eksenli hizalanması için bir cihaz - merkezleyici.
- Otomatik süreçler için kontrol sistemi.
- Uç bağlantı için kullanılan kaynak makinesi.
- Bireysel elemanları bağlamak için sürücü.
- Ekleri küçültmek.
İş süreci:
- Boruların iki ucunu orta sehpaya sabitleyin.
- Temizleyin, birleştirilecek derzleri pahlayın.
- Kaynak aynası aynı anda boru hattının iki bölümünü ısıtır.
- Basınç altında, iki parça soğuyana kadar tutulur.
Güçlü bir dikiş yapmak için, polietilen borular için alın kaynak masasına aşina olmanız gerekir.

Polietilen borular için kaynak makinesi
Ekstrüder
Bir ekstrüder ile sert lehimleme HDPE boruları, karmaşık şekilli boru hatlarının imalatında kullanılır. İş yapmak için adım adım talimatlar:
- Parçaları gerekli boyutta kesin, çapaktan temizleyin.
- Kesilen noktaları kirden temizleyin, yağdan arındırın.
- Parçaları birbirine sabitlemek için nokta kaynağı.
- Ek yerini bir ekstrüder ile kaynaklayın.
Dikişi kabul edilebilir bir forma getirmek için plastiğin soğumasını beklemeniz, zımpara kağıdı ile zımparalamanız gerekir.
Elektrofüzyon bağlantı parçaları
HDPE boruların elektrofüzyon kaplinlerle kaynaklanması, belirli sarf malzemelerinin ve aletlerin satın alınmasını gerektiren pahalı bir yöntem olarak kabul edilir. Elektrofüzyon armatürler, içine birden fazla ısıtma elemanı monte edilmiş plastik parçalardır. Bağlantı parçaları kullanırken, ısıtma segmenti olmayan özel bir kaynak makinesi kullanmalısınız.




Polietilen boruların alın kaynağı

Alın kaynağı
HDPE'yi birleştirmenin en yaygın yolu alın kaynağıdır. Gerçekten çok ekonomik ve kullanımı kolaydır. Ayrıca yeterli bir bağlantı kaynağı sağlar. Yöntem, özel kaynak ekipmanı gerektirir. Yöntem, boruların yeterince serbestçe hareket ettiği ve bu esnekliğin bırakılmasının istendiği yerler için uygundur.
Yöntem, açık boru döşemesinin yanı sıra hendeklerde de kullanılabilir.
Alın kaynak prosedürü:
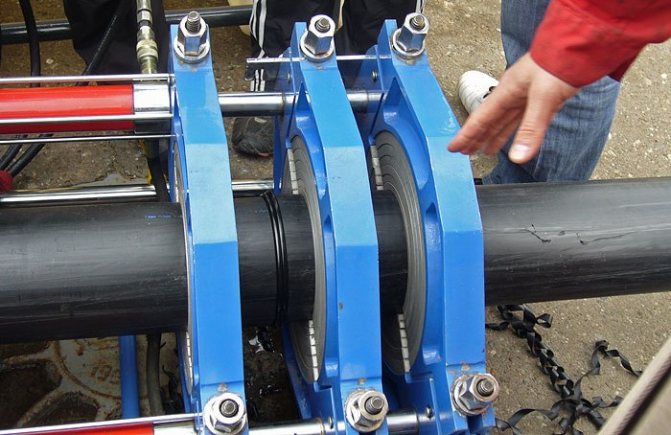
- İki parça, iş parçalarını yer değiştirmeden birbirine yönlendiren bir kaynakçı tutucusuna oturur.
- Ayrıca üniteler tutucuya kelepçelerle sabitlenir.
- Bir alkol solüsyonu kullanarak, kenarlar çeşitli kirleticilerden temizlenmelidir. Geride tüy bırakmayan malzemeler kullanılması tavsiye edilir.
- Kenarlar ayrıca kırpılarak mekanik olarak işlenir. Onlara uygun form verilir. İşleme, o ana kadar, çipler 0,5 mm'den daha az kalınlıkta görünene kadar gerçekleştirilir.
- Ardından master'ın paralellik için uçları manuel olarak kontrol etmesi gerekir. Boşluklar oluşursa, düzeltme prosedürü tekrarlanır.
- Isıtma elemanı aynı anda birleştirilecek ürünlerin uçlarını ısıtır.
- Kenarlar biraz erir ermez, ısıtma durur ve ürünlerin kendileri birbirine sıkıca bağlanır. Bağlantı yeterli güce ulaşana kadar parçalara bastırılır. Çoğu durumda 5-10 dakika yeterlidir.
- İşi yaptıktan sonra, kaynaklı dikişi dikkatlice incelemek ve ayrıca bağlantının güçlü olduğundan emin olmak gerekir.

Son işleme
Lehimlemenin nihai kalitesi, büyük ölçüde ön çalışmanın kalitesine bağlıdır. İyi zımparalanmış ve hazırlanmış kenarlar birbirine çok daha iyi kaynaklanır. Böylelikle çok iyi bir sonuç alınabilir.
Önemli! Alın kaynağı tek dikiş kullanılarak yapılmalıdır. Aksi takdirde bağlantının gücü ve dayanıklılığı minimum düzeyde olacaktır.
Araç ve gereçler
Ekipman, iş için araçlar, hangi kaynak yönteminin kullanılacağına bağlı olarak seçilir. Bir boru kesiciye, bir pah kırma mekanizmasına ihtiyacınız olduğundan emin olun. Örneğin polietilen boruların elektrofüzyon kaynağı için özel bir kaynak makinesi ve ısıtma parçalarına ihtiyaç vardır.
Polietilen boruların termistör kaynağı, gömülü elektrikli ısıtma parçalarının kullanılmasını gerektirir. Popo yöntemi için, bir merkezleyiciye, bir hidrolik sürücüye ve bir yüz aletine ihtiyacınız olacak.
Kaynak parametreleri ve işlem sırası
Alın kaynağının parametreleri şunları içerir:
- Uçlardaki baskı derecesi.
- Malzemenin eridiği sıcaklık. Markaya göre değişir.
- Uçların ısıtma elemanına bastırıldığı kuvvet.
- İşlemin süresi.
Basınç, otomatik bir aparatta bir basınç göstergesi kullanılarak izlenir. Basınç manuel olarak oluşturulmuşsa, basınç görsel olarak ve bir kronometre kullanılarak sıkıştırma işleminin süresi izlenebilir.

İşlem sırası:
- Polietilen boruların kaynağında ilk adım, birleştirilecek boruların uçlarının temizlenmesidir.
- Polietilenin kaynaklanacağı cihazın merkezleyicisine boruların sabitlenmesi. Eksenin dikliğini sağlamak için boru uçlarının bir kesici ile kesilmesi. Bu durumda, bitmiş iş parçaları, boşluk kalmayacak şekilde kontrol edilir.
- Boru uçlarının bir kaynak aynası ile yaklaşık 220 ° C erime sıcaklığına ısıtılması
- Boru uçlarına gerekli kuvvetle basılması.
- Bitmiş boruyu cihazdan çıkarmak.
Plastik boruların nasıl kaynaklandığını anlamak için web sitemizdeki videoda daha detaylı bilgi verilecektir. Böylece gerekli donanıma sahipseniz işi kendiniz yapabileceksiniz.
Web sitemizde bu konu hakkında daha fazla bilgi:
- Polipropilen boruların kaynağı - sürecin videosu Düşük maliyetleri ve bağlantı kolaylıkları nedeniyle, plastik borular, ısı ve su tedarik sistemlerinin kurulumunda lider konumdadır. Metal yapılar, polipropilen borularla karşılaştırıldığında ...
- Kaynak için elektrot türleri - videodaki elektrotlarla kaynak Kaynak elektrodu, çok çeşitli malzemelerden parça kaynak işleminde kullanılan farklı uzunluklarda metal bir çubuktur. Ana amaçları elektrik akımı sağlamaktır ...
- Yeni başlayanlar için kaynak - video eğitimleri Kaynak kelimesi altında, genel olarak, ısıtma sonucunda parçalar arasında moleküller arası ve atomlar arası bir bağın kurulduğu teknolojik bir süreç anlamına geldiği kabul edilir. Böylece direkt malzemeler birbirine bağlanır. Çoğunlukla…
- Kaynak çalışması video eğitimleri - acemi kaynakçılar için invertör kaynak derslerini izleme Yeni başlayanlar, yaygın hatalardan kaçınmak ve işlerini yüksek kalitede ve güvenli hale getirmek için kaynak video eğitimlerini izlemelidir. Bunu her zaman hatırlamalısın ...
Bu materyalin bağlantısını sosyal ağlarda arkadaşlarınızla paylaşın (simgelere tıklayın):
İşin aşamaları
HDPE boruları evde kendi ellerinizle kaynaklamak için parçaları bir bağlantıya birleştirme yöntemini kullanın. İşin aşamaları:
- Öğeleri gerekli boyutlara kırpın.
- Pah, iki parçayı ortalayın.
- Bağlanacak parçalardaki çapakları ve kiri temizleyin. Alkolle yağdan arındırın.
- İki parçayı plastik bir kaynakçı ile ısıtın.
- Ellerinizle iki parçaya birlikte bastırın.
Dikişin soğumasını bekleyin. Plastik boncukları ince zımpara kağıdı ile zımparalayın. Alın eklem yöntemi, boru hattının tüm uzunluğu boyunca esnekliğini sağlar ve bu bir artı olarak kabul edilir. Ulaşılması zor bir yerde bir dikiş yapmanız gerekiyorsa, birleştirme yöntemini seçmeniz önerilir. Bölünmüş bağlantılar, geçici boru tesisatı yapmak için uygundur.
Polietilen boruların kaynağı, plastik boru hatları yapmak için güvenilir bir yöntem olarak kabul edilir. Kaynak aşamalarında kullanılan ekipmanda birbirinden farklı çeşitli çalışma yöntemleri ayırt edilir. Kendiniz güçlü bir bağlantı kurabilirsiniz.
elektrofüzyon teknolojisi

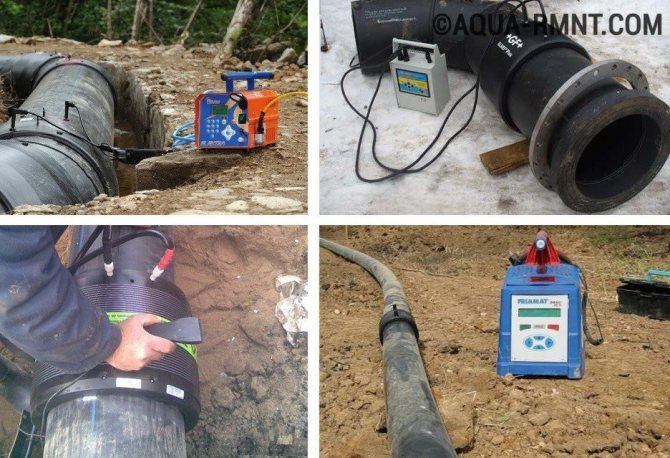
Fotoğrafta - kaplin kaynağı
- Polietilen borular birbirine göre aynı seviyede yer almaktadır.Sette özel ayarlanabilir kılavuz ayakları varsa bunları kullanırız, yoksa doğaçlama araçlarla yaparız.
- Uçları, 90º açıyla kesme imkanı sağlayan özel bir kesici ile kesiyoruz.
Önemli: Boruları bıçak veya testere ile kesmeyin çünkü bu, kesimin optimum kalitesini ve düzgünlüğünü sağlamayacaktır.
- Tüy bırakmayan bir bez ve alkol bazlı bir yağ çözücü kullanarak, uçları içten ve dıştan dikkatlice silin.
- Boruların her birinde, uçtan kaplinin yarısına eşit bir mesafe ölçüyoruz ve özel bir beyaz işaretleyici ile işaretliyoruz.
- Yüzey katmanını ölçülen tüm mesafe boyunca kaldırıyoruz. Bu amaçlar için, kaynak makinesinin komple setinde bulunan özel bir sıyırıcı kullanıyoruz.
Önemli: Hiçbir durumda bu tür işleri zımpara kağıdı kullanarak yapmamalısınız, çünkü polietilendeki tek aşındırıcı tanecikleri lehimlemeyi sızdıracaktır.
- Kaplinin biteceği ölçülen kenar boyunca, daha sonra borunun yerleştirilmesine izin verecek özel bir kelepçe takıyoruz.
- Temizlenmiş boru bölümünü yağdan arındırın.
- Kaplini her iki uca da monte ediyoruz ve HDPE boruların kaynaklanması için ekipmanı açıyoruz. Lehimleme yaklaşık 4 dakika sürer, plastiğin soğuması ise yaklaşık 10 dakika sürer.
Bağlantı için gerekli ekipman
Birleştirme yöntemlerinin her biri belirli bir araç gerektirir:
- Havya;
- Elektrik spiralleri ile şekillendirilmiş parçalar.
Kaynak için bir havya seçerken, çalışma gövdesinin şekline bağlı olarak aşağıdakilere ayrıldığı unutulmamalıdır:
- Kamış;
- Açık.
Birinci tip cihazlar genellikle ulaşılması zor yerlerde boruların alın kaynağı için kullanılır. Havyalardan hangisinin seçileceğine bakılmaksızın, gücü de dikkate alınmalıdır. Bu parametre aşağıdaki gibi seçilir. Mm cinsinden boru çapı 10 ile çarpılır. 50 mm çapında elemanlar bağlamak istiyorsanız, 500 W'lık bir lehim havyası satın alınmalıdır.
HDPE boruların kaynağı için modern ekipmanların elektronik dolgu olmadan hayal edilmesi zordur. Ayrıca havyalarda da mevcuttur. Çoğu model, ısıtma sıcaklığını doğru bir şekilde ayarlamanıza izin veren elektronik düzenleme ile donatılmıştır.
HDPE boruların kaynağı için ayrıca havya nozullarına ihtiyacınız olacaktır. İki tip kaplama ile mevcutturlar:
- Teflonov;
- Metalize.
Ayrıca, ikincisi en yüksek mukavemet özellikleri ile ayırt edilir. HDPE boruları kendi ellerinizle kaynaklamak için bir alet seçerken, yüksek kaliteli bir dikişin yalnızca yüksek kaliteli ekipman kullanıldığında elde edilebileceğini hatırlamanız gerekir.
Çıkarılabilir bağlantı ve bunun için bağlantı parçaları
Boruların kaplinler kullanılarak montajı her zaman çok güvenilir değildir, ancak yine de oldukça sık kullanılmaktadır.
Bu yöntemin avantajları vardır:
- İlk olarak, uygulanması için özel aletler gerekli değildir, sadece bir anahtar gerekebilir ve o zaman bile büyük çaplı borularla çalışırken.
- İkincisi, örneğin su altında kaynağın imkansız olduğu yerlerde ayrılabilir bir bağlantı yapılabilir.
- Üçüncüsü, bu yöntem boru hattının hızlı montajı için tasarlanmıştır.
Böyle bir bağlantı için, tapalar ve esnek contalarla birlikte kaynaklı sıkıştırma tipi pirinç veya HDPE bağlantı parçaları kullanılabilir. Hazırlama işlemi kaynakla aynıdır.
Boruyu gerekli uzunlukta parçalar halinde kestikten sonra uçları kirden temizlenir. Tek koşul, vücuda kesinlikle dik olmaları gerektiğidir.
Bir sonraki adım, armatürü hazırlamaktır. Bunu yapmak için rakor somunu birkaç tur gevşetilir ve boru contaya zorlanır. Ardından, elastik halkalı bir pens takılır ve somun sıkılır.
Ayrılabilir bir bağlantı kurmanın iki yolu vardır:
- Lastik contalar kullanan çan tipi;
- Montaj elemanları ile flanşlı.
Uzmanlar, daha güvenilir ve pratik olarak kaynaktan daha düşük olmadığı için ikinci yöntemi kullanmanızı tavsiye ediyor.
Kaplinli boruların montajı
Bu yöntem çok güvenilirdir ve ayrıca basittir ve büyük finansal maliyetler gerektirmez. HDPE kaynaklı kaplinler polietilenden yapılmıştır, bu nedenle düşük maliyetlidirler, ancak aynı zamanda mekanik strese ve aşırı sıcaklıklara karşı dayanıklıdırlar.
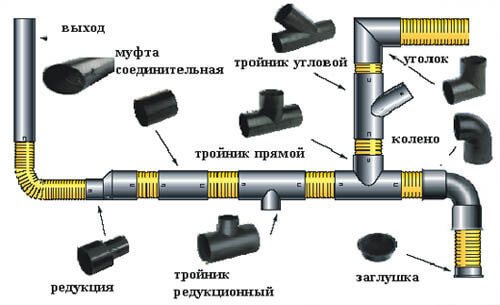
Çeşitli bağlantı şemaları ve bağlantı parçaları türleri
Bu tür bağlantı elemanlarını kullanmanın bir başka avantajı da çok yönlülükleridir. Çeşitli boru hatlarını birleştirmek için kullanılabilirler. Ayrıca HDPE ve metal boruların montajı için özel geçiş kaplinleri üretilmektedir.
Polietilen borular nasıl bağlanır
Boru hattı elemanlarını tek bir sisteme bağlama yönteminin seçimi, çalışma koşullarından etkilenir.
Hatta sabit basınç varsa, bu amaçlar için HDPE boruların alın kaynağı seçilir. Daha sıkı bir bağlantı sağlayacaktır. İyi bir sıvı kafasına dayanabildiği için de sıklıkla kullanılır.
Sıvı sistemden yerçekimi ile akıyorsa, sökülebilir bir bağlantı kullanmak daha iyidir.
Eklemlerin iki tip olabileceğini takip eder:
- çıkarılabilir (flanşlı veya soketli);
- tek parça (kaynaklı).
Bu nedenle bağlantı yöntemi seçmeden önce boru hattının tipine karar vermeli ve çalışma basıncını hesaplamalısınız.
İçindekiler tablosuna geri dön
Teknoloji Temelleri
Alın kaynağında, polietilen boruların uçlarının sabitlenmesi, kaynak ekipmanının ısıtma elemanının etkisi altında yumuşamalarından sonra gerçekleşir. HDPE boruların bu şekilde kaynaklanmasının bir sonucu olarak, teknik parametrelerde polietilen boruların yüzeyinin geri kalanıyla çakışan güçlü bir dikiş oluşur.
Kaplinler kullanılarak HDPE boruların kaynaklanmasından farklı olarak, aynı kalitede polietilenden yapılmış parçaları sabitlemek için iletişim elemanlarının alın kaynağı kullanılabilir. İletişim kurulumu sırasında yüksek kaliteli bir dikiş elde etmek için HDPE borular, teknolojiyi tam olarak takip ederek -15 ° C ila +45 ° C arasındaki sıcaklıklarda kaynaklanır.
HDPE boruların kalıcı derzleri
Kendi elinizle güvenilir bir bağlantı oluşturmak için aşağıda önerilen yöntemlerden birini kullanabilirsiniz.
İlk yol: uçtan uca.
5 cm çapında çalışmak için tasarlanmıştır Böyle bir bağlantı için, içine boruların yerleştirildiği, ısındığı ve basınç nedeniyle bağlandığı özel bir kaynak makinesi vardır. Plastik, yüksek sıcaklıkların etkisi altında katı yapısını kaybetmeye başladığından, buna göre erimiş malzeme birleştirilir. Böylece yekpare bir dikiş elde edilir.
Böyle bir bağlantı yapmak için, elemanların uçlarını özel kelepçelerle sıkıca sabitlemek gerekir. Bundan sonra boruyu ısıtmak için özel bir ısıtma plakası getirilmelidir. Malzeme yumuşar yumuşamaz, ısıtma elemanı çıkarılır ve parçaların kendileri birbirine sıkıca bastırılır. Bu durumda, basınç düzenlenir. Ürün soğuyunca klipslerden çıkarılır.
HDPE boruların alın kaynağı, özellikle bu işlemle ilk kez karşılaşacak olanlar için aşina olması gereken kendine has özelliklere sahiptir:
- bu yöntem yalnızca aynı çaptaki borularla veya bağlantı parçaları kullanıldığında çalışır;
- kullanılan elemanların et kalınlığı en az 0,5 cm olmalıdır;
- bu kaynak yöntemi, tüm işlemin gerçekleştirileceği iç veya dış mekanlarda sıcaklığın 15-45 °C arasında değişmesi durumunda kullanılır.
Makinenin kullanılması büyük bir avantajdır. Çalışma sırasında makine elektrikli olsa bile çok fazla elektrik tüketmez.Özellikle dökme demir borularla çalışan bir kaynak makinesiyle karşılaştırdığınızda.
İkinci yol: elektrik bağlantıları vasıtasıyla.
Bu durumda, 16 atmosferlik bir yüke dayanabilecek bir boru hattı oluşturmak mümkündür. Ancak adalet adına, elektrikli kaplinlerle kaynağın alın kaynağından çok daha pahalı olduğu hemen söylenmelidir. Bunun nedeni, bu durumda kaynak - havai elektrik kaplinleri için özel ekipman kullanılması gerektiğidir.
Bu tür kaynaklarda, kaynak yapılacak elemanların uçları, temizlenmeleri ve yağ giderme çözeltileri ile muamele edilmeleri için hazırlanmalıdır.
Ayrıca, gömülü elektrikli ısıtıcılarla donatılmış bağlantılara bağlantı parçaları konur. Polietilenin yumuşamasını sağlayan yüksek sıcaklığı veren onlardır. Tüm elemanlar yerinde olur olmaz voltaj açılır.
Böylece borular ısıtılır ve uçları bağlanır. Ürün soğuduktan hemen sonra kullanıma hazır olacaktır. Ama burada küçük bir nüans var. Soğutma sırasında, elemanların sabit olup olmadığını kontrol etmek önemlidir, aksi takdirde bağlantı güvenilirliğini kaybeder.
Elektrofüzyon kaplinleri kullanan kaynak, çoğu durumda birkaç bağlantı yapılması gerektiğinde kullanılır.
Bu yöntem, hazır bir sistem olduğunda boru hattının ek bir dalını oluşturmak için uygundur. Ancak çok sayıda bağlantı ile çalışmaya ihtiyaç varsa, o zaman çok daha karlı olduğu için alın kaynağı kullanmak daha iyidir.
Bir veya başka bir yöntem seçerek, kendiniz için neyin daha önemli olduğunu belirlemelisiniz: kalite ve güvenilirlik veya ekonomi.
İçindekiler tablosuna geri dön
PE boruları birleştirme yöntemleri
Polietilen boru hatları iki şekilde kurulur: bağlantı parçaları ve flanşlar veya çeşitli kaynak türleri.
Bağlantı, özel bağlantı parçaları (kaplinler ve prizler) ve bunlar olmadan gerektirir. Duvar kalınlığı 4,5'ten (50-110 mm çapında) daha az olan borular için, bağlantı parçaları kullanılarak kaynak yapılır, daha kalın duvarlı daha büyük borular için alın kaynağı ve ekstrüder kabul edilebilir.
difüzyon
Difüzyon yöntemi, uçların viskoz bir akış durumuna ısıtılmasından oluşur. Boşlukların hazırlanan uçları birleştirilir ve hafifçe sıkıştırılır. Basıncın etkisi altında hareketli polimer molekülleri birleştirilecek parçaların içine hareket eder, karışır, soğutulduğunda yeni bir pozisyonda katılaşır, yeni kimyasal bağlar oluşturur ve boruların birbirine güvenilir şekilde yapışmasını sağlar.

Herhangi bir kaynak yöntemini difüzyon kaynağı olarak ayırmak yanlıştır. Aslında, herhangi bir polietilen kaynağı, ısıtılmış moleküllerin difüzyon sürecine dayanır.
çan yöntemi
En tipik yol değil. İki yürütme çeşidi vardır: soket boruları ve kaplinler yardımıyla. Yöntemin kendisi, polipropilen boru hatlarının kaynağına benzer: bir soket veya kaplinler ve iş parçaları, özel bir ağızlığa sahip bir havya kullanılarak ısıtılır. Daha sonra iş parçası başka bir borunun veya manşonun soketine yerleştirilir, sabitlenir, preslenir ve tutulur. Kaynak süresi 20 saniyedir. Kaplin kullanılıyorsa, ikinci boru da kaplinin içine aynı şekilde lehimlenir. Kaplinlerin maliyeti düşüktür, prizli ürünler mağazalarda nadiren bulunur. Bağlantı güvenilir ve dayanıklıdır, küçük çaplar kaynaklanabilir.

alın kaynağı
Bu yöntem, et kalınlığı 4,5–5 mm'den ve çapı 50 mm'den fazla olan borulara uygulanabilir.
Çalışmaya başlamadan önce polietilen boruyu kesinlikle dik olarak kesin ve uçlarını dikkatlice temizleyin. Daha sonra boru kaynak makinesine sabitlenir ve dikkatlice ortalanır. Isıtma için boruların uçları arasına bir ısıtıcı sokulur, borular buna bastırılır ve uçları yumuşayana kadar ısıtılır. Daha sonra ısıtıcı hızla çıkarılır, uçlar, bağlantı noktasında küçük bir halka şeklinde boncuk oluşacak şekilde sıkıştırılır - çapak. Eklemi soğutun, ardından makineyi çıkarın. İşin kendine has incelikleri var, iki kişi gerektiriyor.
Ekstrüder kaynağı
Ekstrüzyon - erimiş polietilenin basınç altında sıkıldığı küçük bir aparat kullanılarak kaynak yapılması. Ekstrüdere çubuk veya pelet şeklindeki hammaddeler yüklenir. Ekstrüzyon, et kalınlığı 6 mm'den fazla olan basınçlı hatlarda kullanılır, ancak basınçlı olmayan kanalizasyon boru hatlarını daha ince bir duvarla yamalamak için de kullanılabilir. Bağlantı bir sıcak hava akımı ile ısıtılır. Uçların pahlanması tavsiye edilir.

Dikiş kalitesi çok yüksektir. Yöntemin avantajı, boru hattını sökmeden önceden döşenmiş bir polietilen borunun kaynaklanmasının mümkün olmasıdır.
elektrofüzyon kaynağı
Bu, en güvenilir, kullanışlı ve çok yönlü bağlantı yöntemidir. Ulaşılması zor yerlerde bile kullanılabilir. Ancak ne yazık ki, aynı zamanda en pahalısıdır - elektrofüzyon armatürleri ucuz değildir, kaynak makinesi de çok maliyetlidir. Termistör kaplinleri ile kaynak, küçük ila büyük çaplı polietilen boru hatlarında kullanılır.
Termistör kaynağında polietilen boşluklar kesinlikle dik olarak kesilir, çapak ve tozdan özenle temizlenir, manşon içine yerleştirilir ve özel cihazlar kullanılarak ortalanır. Manşonda bir ısıtma elemanı vardır. Özel bir kaynak makinesine bağlanır, akım verilir, eleman kaplin ve boru uçlarını ısıtır ve kaynaklanır.

Bu tür kaynaklarda, bağlantı tamamen soğuyana kadar hareketsiz tutulması son derece önemlidir.
Hangi yol daha iyi
En iyi bağlantı yöntemini seçmeden önce, boru hattının çapına bağlı olarak belirli bir durumda hangisinin uygulanabilir olduğunu belirlemek gerekir.
En güvenilir ve çok yönlü yöntem, termistör kaplinleri ile kaynak yapmaktır. Ancak kaplinler, özellikle büyük çaplar pahalıdır, pahalıdır ve bir kaynak makinesidir (ancak kiralayabilirsiniz). Bu nedenle, özel bir ev düzenlerken böyle bir kaynak çok yaygın değildir.
Daha sıklıkla alın kaynaklıdırlar veya lehimleme kaplinleri kullanırlar. Alın kaynağı, genellikle özel evlerde kullanılmayan, geniş et kalınlığına sahip polietilen borularda kullanılır. Ekstrüzyon kaynağı, esas olarak yöntemin düşük popülaritesi nedeniyle henüz çok yaygın değildir.