Características del material
El polietileno se produce polimerizando etileno. En el proceso de costura, la composición química del material no cambia; esta tecnología mejora significativamente las características y capacidades del polietileno, es decir, la aplicabilidad del producto terminado se expande.
Las ventajas más importantes de tales tuberías incluyen:
- resistencia a altas temperaturas: sin presión puede soportar hasta 200 ºC sin cambiar la configuración;
- alta resistencia a los golpes, hasta temperaturas de hasta -50 ºC;
- la presencia de un equilibrio entre elasticidad y dureza;
- no le temen a la oxidación;
- las tuberías tienen una excelente suavidad y flexibilidad, capaces de neutralizar las vibraciones mecánicas y los sonidos;
- no expuesto a productos químicos;
- no hay metales pesados presentes en el material;
- la capacidad del material de doblarse fácilmente sin dañarse;
- tamaño pequeño, peso ligero, larga vida útil.

Dichos materiales poliméricos tienen una propiedad de contracción, es decir, pueden tomar su forma original después de un cierto período después del estiramiento. Además, no se requieren herramientas complejas especiales para la instalación de tuberías XLPE.





Propiedades y popularidad
El polietileno reticulado posee un conjunto único de propiedades que ha llevado a su uso generalizado. Entre ellos, los expertos señalan:
- resistencia mecánica: las tuberías PEX pueden funcionar a presiones de hasta 20 atmósferas;
- Fuerza de Tensión;
- resistencia a la fatiga: el material conserva sus propiedades mecánicas incluso en condiciones de exposición prolongada a las temperaturas máximas permitidas;
- resistencia al desgaste;
- efecto de memoria de formadebido a lo cual, el material tiene las propiedades de contracción térmica y la capacidad de recuperar su forma después de la deformación;
- una combinación de flexibilidad y elasticidad, que es suficiente para la solución exitosa de las tareas de colocación e instalación (tuberías de plástico de bricolaje para el suministro de agua);
- resistencia a la corrosión;
- inmunidad a las influencias la mayoría de los productos químicos agresivos y biodegradables.
Una de las ventajas del polietileno reticulado, gracias a la cual ha encontrado aplicación en sistemas de calefacción (especialmente de baja temperatura, como "piso cálido"; aquí encontrará la distancia entre las tuberías): buena transferencia de calor.
Al mismo tiempo, la mayoría de las tuberías están hechas de un material que, debido a los bajos valores del coeficiente de expansión térmica, no requiere refuerzo ni el uso de métodos especiales de colocación.
¿Conoce la diferencia entre campos de riego y de filtración? Un artículo útil describe en detalle cómo crear un sistema local autónomo para recolectar y tratar las aguas residuales.
Lea sobre el principio de funcionamiento del filtro de ósmosis inversa en esta página.
Formulario de producción de tubos de polietileno reticulado - bobinas de varias longitudes.
En consecuencia, al instalar carreteras (sobre mini estaciones de bombeo de aguas residuales, está escrito aquí), el número de conexiones es solo el mínimo requerido.
Sin embargo, incluso en este caso, las conexiones son uno de los principales factores de los que depende la fiabilidad del sistema. La tecnología de unión se vuelve decisiva a este respecto.
Tecnología de reticulación de polietileno
Es necesario coser para eliminar una de las principales desventajas del material: la termoplasticidad. Gracias a este proceso, las tuberías de XLPE se mantienen flexibles y no cambian de forma incluso a temperaturas superiores a 80 ºC.
Cabe señalar que debido a la saturación del material con carbono puro, su fusión comienza solo cuando alcanza los 400 ºC.

Las características técnicas del producto están influenciadas por el método de costura, que es:
- silano;
- peróxido;
- rayo de electrones.
El primer método implica realizar una reacción de sustitución. Para el segundo, la materia prima se mezcla con un inhibidor y la propia reticulación se realiza a presión. El tercer método consiste en realizar la irradiación, durante la cual los enlaces se modifican debido a la sustitución.
Dependencia de los tipos de tubería en la instalación en diferentes lugares.
La herramienta para instalar tuberías de polietileno puede diferir ligeramente según su área de aplicación. Para diferentes sistemas - calefacción, suministro de agua fría o caliente, alcantarillado - existen diferentes condiciones para el trasvase de agua, por lo tanto, los productos en cada caso serán diferentes.
Por ejemplo, para suministrar agua fría, por regla general, se utilizan tuberías XLPE de una capa con una sección transversal de 16-20 mm, que pueden soportar hasta 95 ºC. A menudo, estos tubos se producen mediante el método del haz de electrones; estos productos tienen un precio asequible.

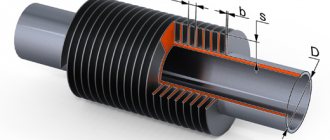
Para las tuberías de agua caliente se necesitan estructuras multicapa, ya que la temperatura que deben soportar está dentro de los 110 ℃, es decir, bastante alta. Para ello, en tales productos, se coloca desde el interior una capa de polietileno reticulado obtenido por el método del peróxido, se coloca una capa de aluminio en el centro y se coloca otra capa de polietileno en la parte superior.
Debido a la presencia de una capa central de aluminio, la tubería se vuelve lo suficientemente fuerte en las curvas para evitar que entre oxígeno. Pero la capa exterior de polietileno puede proteger la tubería de la radiación ultravioleta y los daños mecánicos. La sección transversal de tales tuberías está en el rango de 16 a 63 mm. En el caso de los sistemas de calefacción, también puede utilizar productos multicapa con parámetros de 16-20 mm.
Tipos de tubos XLPE

Las tuberías se clasifican según varios criterios:
- Por destino. Los productos universales se utilizan para organizar los sistemas de calefacción y suelo radiante. Los especializados se utilizan para organizar las comunicaciones de calefacción o para instalar un sistema de calefacción por suelo radiante. Cualquier tipo de producto es adecuado para la instalación de un sistema de suministro de agua.
- Por cierto, el firmware. Dependiendo del método de procesamiento, a la tubería se le asigna un grado correspondiente. El firmware puede ser peróxido (PEXa), electrónico (PEXc), gas (PEXb) y químico (PEXd).
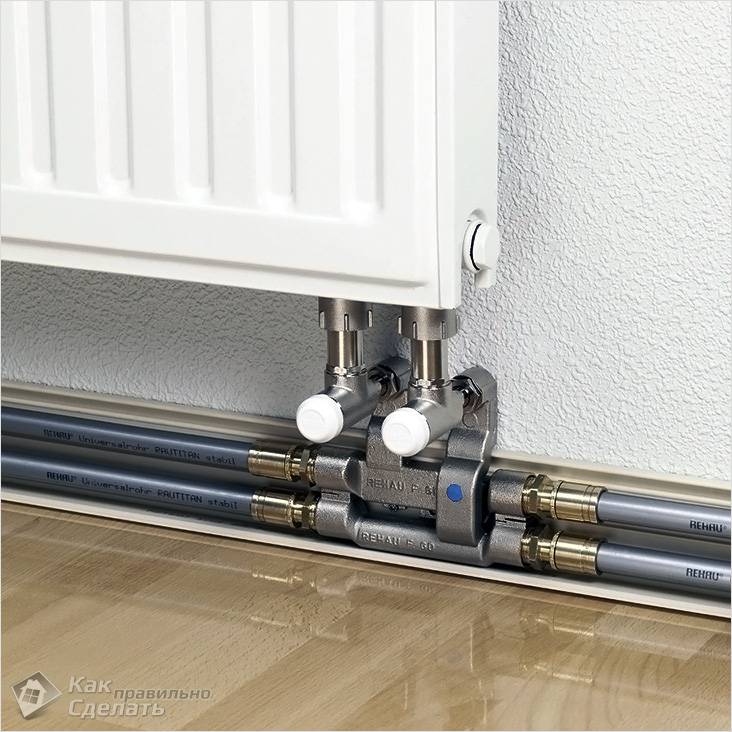
- Por el fabricante. Los más populares son los productos fabricados por la empresa alemana RAUTITAN. Al comprador se le ofrecen varios tipos de tuberías con diferentes diámetros. La empresa finlandesa WIRSBO fabrica productos de tamaño mediano y pequeño. El surtido más amplio es presentado por el fabricante israelí GOLAN. La empresa ofrece productos de polietileno reticulado con un diámetro de 12-500 mm.
Tipos de racores
Es muy sencillo doblar tubos de polietileno reticulado; para ello, solo es necesario calentarlos con un secador de pelo de construcción. Sin embargo, al instalar el sistema, es posible que no solo necesite curvas, sino también la unión de piezas individuales de tubería; en este caso, se utilizan accesorios.
Existen estos tipos de accesorios según su finalidad funcional:
- camisetas y cruces;
- detalles de esquina;
- acoplamientos;
- talones
- impulsiones.

En aquellos lugares donde se planea hacer un cambio en la dirección de la tubería, generalmente se usan esquinas. En tramos rectos, se utilizan acoplamientos para la unión. Si es necesario construir una sección adicional a la tubería terminada, entonces se utilizan escurridores. El propósito de las tes y cruces es tender la tubería, y los tapones se utilizan para cerrar los extremos.
Al mismo tiempo, existen varios tipos de materiales para accesorios:
- cloruro de polivinilo;
- polietileno;
- polipropileno;
- material combinado.
Los racores de latón más utilizados. Es necesario conectar tramos de tubería de la misma sección con accesorios rectos y con accesorios de reducción de diferentes diámetros.

Técnica de fijación para accesorios de compresión
Para trabajar con este tipo de pieza, necesitará dos llaves y una tijera de podar.
El ensamblaje de tuberías de XLPE en una sola tubería utilizando accesorios de compresión se realiza en varios pasos. En el primer paso, se coloca una tuerca engarzada al final de la tubería. Su rosca debe mirar hacia el conector. A continuación, se fija el anillo partido, configurándolo de modo que la distancia desde el corte de la tubería hasta el borde del anillo sea de 1 mm.

Al final, una sección de un tubo de polietileno reticulado, con una tuerca y un anillo, se empuja hasta el final del racor. Después de eso, use llaves para apretar la tuerca de presión con fuerza. Tenga en cuenta que antes de deslizar el tubo sobre este accesorio, no es necesario desmontarlo ni biselarlo. La única precaución al trabajar con estos elementos es controlar la fuerza de apriete de las tuercas para que la tubería no se deforme.
Métodos de conexión
Durante la instalación, las partes de la tubería se pueden conectar de varias maneras:
- accesorios de compresión (engarzado);
- accesorios de prensa;
- accesorios de electrofusión.
La elección de un tipo específico de conexión depende de las características operativas planificadas.
Para la instalación de comunicaciones, pueden ser necesarias las siguientes herramientas:
- Tijeras especiales para cortatubos. El cortatubos le permite cortar tubos en secciones del tamaño deseado sin aplicar una fuerza excesiva. En este caso, el corte será suave, sin rebabas, en un ángulo de 90 grados. Tal corte garantizará una alta calidad y confiabilidad de la futura junta.
- Prensa hidráulica.
- Escariador de pinza para aumentar el diámetro de la tubería antes de insertar el accesorio.
- Alicates.
- Llaves para apretar la tuerca de presión.
- Adecuado.
Cuando se utilizan accesorios de electrofusión, se requiere una máquina de soldar especial. Se puede alquilar.
Racores de compresión
La instalación de tuberías de polietileno reticulado mediante accesorios de compresión se realiza en líneas de suministro de agua. Aquí se requiere un mínimo de herramientas: un cortatubos y una llave inglesa o llave ajustable son suficientes.
Le recomendamos que se familiarice con: Herrajes para conectar un toallero calefactable
El algoritmo de trabajo es el siguiente:
- El accesorio se desenrosca y se coloca secuencialmente en el extremo del tubo una tuerca de compresión, un anillo partido.
- El anillo partido se coloca a 1 mm del borde del corte.
- El racor de la pieza de conexión se inserta en la tubería hasta que se detiene.
- Atornille con cuidado la tuerca de engarce en el accesorio, teniendo cuidado de apretar pero no pellizcar.

Debido a la plasticidad del polietileno, dicha conexión no requiere un sellado adicional. Se puede desmontar rápidamente si es necesario.
Accesorios de prensa
El uso de accesorios a presión excluye el desmontaje de comunicaciones sin daños. La conexión resulta confiable, pero no plegable. para el trabajo necesita un expansor de collar, ajuste a presión.

Procedimiento de instalación de la conexión:
- Se coloca un anillo de presión (manguito de presión) en la sección de tubería preparada, moviéndola desde el borde.
- Se inserta un expansor en la tubería y se estira al tamaño del accesorio.
- Saque el expansor e inserte el accesorio de la pieza de conexión en su lugar.
- Debido a la memoria molecular del material, la tubería se comprime y se envuelve firmemente alrededor del accesorio de conexión.
- La fijación adicional se lleva a cabo tirando del anillo de presión sobre el borde de la tubería, apretándolo con una prensa manual.
A este respecto, no hay presión externa en el punto de conexión. La calidad y fiabilidad se deben a las propiedades especiales del propio polietileno reticulado.
Conexión electrosoldada
La soldadura eléctrica en tuberías de polietileno se realiza solo con el uso de accesorios especiales.
Orden de trabajo:
- Se coloca una manga electrosoldada en las tuberías preparadas.
- Una máquina de soldar está conectada a los contactos del accesorio.
- La soldadura ocurre cuando el material se calienta a una temperatura de 170 grados.
- El tiempo de calentamiento se establece automáticamente, dependiendo del diámetro de la tubería. Si la máquina de soldar no tiene esta función, entonces el tiempo de soldadura y la temperatura deben encontrarse en la documentación del accesorio.
- Al final del proceso de soldadura, el aparato se apaga, la conexión se deja enfriar.
Este método de conexión es el más caro, pero también el más fiable. Para la operación de tuberías en accesorios de electrofusión, no existen restricciones de temperatura y presión. La conexión es más fuerte que las propias tuberías.
Le recomendamos que se familiarice con: Cómo hacer la transición de hierro fundido a tubería de plástico
Unión de tuberías con conexiones engastadas
La fijación de productos de tubería a accesorios a presión requiere las siguientes herramientas:
- prensa de engarzado de montaje;
- tijeras de podar o tijeras para cortar la tubería;
- pistola de expansión con un juego de boquillas.
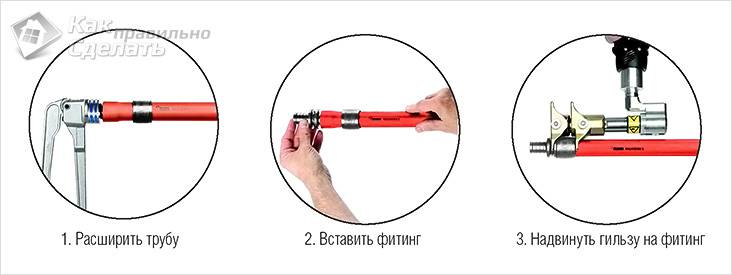
En primer lugar, se cortan las tuberías. Es muy importante que los cortes sean suaves y uniformes, sin rebabas; para ello, serán útiles unas tijeras especiales.
Se coloca un manguito en el borde preparado, que posteriormente se engarzará. Tenga en cuenta que debe ponerse la manga antes de realizar el trabajo de expansión del borde; de lo contrario, ya no encajará.

El siguiente paso será expandir la entrada de la tubería unos milímetros con una pistola especial con una boquilla del tamaño requerido. Se inserta una boquilla de ajuste en la entrada expandida, lo que le facilita trabajar con la grasa especial incluida en el kit.
En la última etapa, el manguito de las tuberías XLPE se fija con una prensa especial. Aquí, también, debe tener cuidado de no deformar la estación de acoplamiento.