Tenekeden bir boru nasıl yapılır - kendin yap teneke borular
Ev inşaatçıları, sorunları çözmek için en bütçe seçeneklerini bulmaya çalışır. Bu nedenle, kendi ellerinizle teneke bir borunun nasıl yapılacağı sorusu birçok amatör zanaatkar için geçerlidir. Sonuçta, kalaydan yapılmış ev yapımı boru şeklindeki bir ürün, özel mağazalardaki raflarda bulunan oluklar veya muhafazalarla oldukça benzer olabilir.

Bu nedenle fabrika ürünleri gibi özelliklere sahip olan kalay boru yapma süreci hakkında daha fazla bilgi edinmeniz gerekiyor.
Boru yapımı
Her iki standarda da uyan çelikten galvanizli metal haddeleme üretimi için talimatlar, elektrik kaynaklı bir yöntem kullanarak boru şeklindeki ürünlerin oluşturulmasına izin verir.
Ayrıca galvanizli borunun kendi elinizle nasıl yapılacağı sorusuna cevap veren aşağıdaki aşamalardan oluşur:
- Benzer bir üretim için hammaddeye, merdane şeklinde üretime sunulan şerit (düz metal levha) yardımcı olur.... Bu rulolar çözülür ve uzunluk boyunca şeritler halinde kesilir;
- Kesme işleminin sonunda şeritler, özel bir tambura sarılan sonsuz bir bant halinde kaynaklanır.... Bu prosedür, gelecek üretimin sürekliliğini sağlar;
- Silindirleri kullanarak, açık dikişli yuvarlak bir iş parçası oluşturulur;
- Daha sonra alınan iş parçası dikiş boyunca kaynaklanmalıdır.... Bunun için aşağıdaki en popüler yöntemlerden biri kullanılmış olabilir:
- HF - en ucuz olanlardan biri olan indüksiyon kaynağı;
- TIG - argon atmosferinde bir tungsten elektrot ile kaynak.
Not! TIG kaynaklı borular, kaynak işleminin daha düşük hızda yapılması nedeniyle, aparatın arkı sırasında dikişin yakınında büyük bir yüzeyi eritmeyi başardığı için en güvenilir olarak kabul edilir. Ancak daha ucuz malzemelerin güvenilirliği, örneğin ısıtma veya su temini için tamamen yeterlidir.
- Kaynak bitiminde sıcak ürün soğuk suya daldırılır.;
- Ardından boru, dikiş kusurlarını ortaya çıkaran bir kusur dedektöründe test edilir.;
- Daha sonra boru, boyut ve şekildeki kusurları ortadan kaldıran kalibrasyon silindirlerine aktarılır.;
- Daha sonra ortaya çıkan boru belirli bir uzunlukta parçalara kesilir.;
- Görsel incelemeden oluşan başka bir kontrol işlemi;
- Bitmiş ürünler paketlenir ve depoya gönderilir.
Galvanizleme işlemi
Ancak galvanizli metal borular sadece kaynaklı çelik değildir ve ayrıca korozyon önleyici kaplamadır.
Boruların nasıl galvanizlendiğini öğrenelim:
- Sıcak kaplama yöntemi - tabakanın tekdüzeliği ve koruyucu özellikler açısından bu yöntem en iyisi olarak kabul edilir. Uygulaması için sıcak çinko banyosunda bir boru yeterlidir;
Not! Bu yöntemin bir sınırlaması vardır ve metal% 0,2'den fazla karbon içeriyorsa kullanılamaz.
- Galvanizli galvanizleme - ürün, çinko elektrot ile çelik arasında potansiyel bir farkın yaratıldığı bir elektrolite daldırılır. Sonuç olarak, kalınlığı kontrol edilmesi kolay olan, güvenilir, tek tip bir kaplama elde edilir;
- Gaz-termal geliştirme, sıcak havanın etkisi altında yüzeye püskürtülen eriyiğin çinko püskürtülmesinden oluşur;
- Bir galvanizleme yöntemi olarak termal difüzyon, çinkonun yüksek bir sıcaklıkta gaz haline transferini içerir, bundan sonra molekülleri soğuk bir borunun yüzeyine yerleşmeye meyillidir;
- Borunun iç çapı dışında her türlü yüzey işlemi için soğuk galvanizleme kullanılabilir. Bu durumda çinko tozu vernikle seyreltilir ve ürüne teneke kutu veya spreyden boya olarak uygulanır.
Korozyon önleyici işlem için çok çeşitli modern malzemelere rağmen galvanizleme, su temini, gaz boru hatları veya ısıtma için hala en iyi seçenektir. (Kanalizasyon Sistemi: Önemli Noktalar makalesine de bakın.)
Tavsiye. 32 veya 100 mm boyutlarında galvanizli demir boru, mekanik hareket ve çalışma sıcaklığına karşı yüksek direnci nedeniyle plastik veya kompozit muadillerinden çok daha iyidir. Galvanizli boruların montajı, oluşturulan sistemin güvenilirliği ve kalitesi pahasına onu terk etmek için o kadar zaman alıcı bir prosedür değildir.
Kaynak malzemenin özellikleri
Bir metal levhadan boru yapmaya başlamadan önce, borunun yapılacağı malzeme ve özellikleri hakkında bilgi sahibi olmalısınız. Öncelikle, bunların haddeleme tipi ürünler olduğunu, diğer bir deyişle kalay, bir haddehanenin merdanelerinden geçen ve 0.1-0.7 mm kalınlığa sahip bir çelik sac olduğunu söylemeye değer.
Haddeleme işlemlerine ek olarak, teneke levha üretim teknolojisi, bitmiş haddelenmiş ürünlerin aşındırıcı süreçlerin oluşumundan işlenmesini gerektirir. Bunu yapmak için, haddelemeden sonra çeliğe korozyona maruz kalmayan bir malzeme tabakası uygulanır.

Yapılan işlemlerin sonucu, genişliği 512 ila 1000 mm arasında değişebilen, krom veya çinko kaplamalı bir çelik sacdır. Bitmiş ürün plastiktir, bu nedenle teneke kolayca kullanılabilir. Bu durumda, haddelenmiş takviyeler, çelik ürünlerle mukavemet açısından karşılaştırılabilir. Bu, karmaşık tasarımlı ürünlerin imalatında sac metal kullanımına izin verir.
Çerçeve montaj süreci
Tekne için tüm parçaları hazırladıktan sonra, tekneyi galvanizli çelik ve levhalardan kendi ellerimizle doğrudan montaj sürecine geçiyoruz. Bunu yapmak için aşağıdakileri yapmanız gerekir:
Önerilen okuma: Motorlu bir PVC şişme bot kullanırken doğru mu arıyorsunuz?
- Yayda, yay için iki tarafı ve üçgen bir boşluğu birleştirmek gerekir. Bağlantı elemanları olarak çiviler veya kendinden kılavuzlu vidalar kullanılabilir. Blok kenarların üzerine çıkarsa, o zaman bir seviyeye kesilmelidir.
- Bir sonraki adım, geçici bir ara parça takmaktır. Bu sürece dikkatle yaklaşılmalıdır. Böylece kenarları bükerken patlamaz, ara parça çok büyük olmayan bir açıyla eğelenir.
- Ara parçayı taktıktan sonra, kenarları daha fazla bükmek gerekir. İşi bir ip veya bir çift yardımcı yapacak.
- Arka kısmı değiştiriyoruz, ayarlıyoruz, gerekli pahı kaldırıyoruz. Boşluk bırakmamak için iyi oturmanız gerekir. Her şey tam olarak oturmalıdır.
- Uygunluğu bitirdikten sonra, yanları çekiçliyoruz ve tüm çıkıntıları kesiyoruz.
- Kenarlar monte edildikten sonra geçici olanları çıkarırken kalıcı dikmeler takıyoruz. Ne kadar ayrıntı ayarlanacağı, sahibinin tercihine bağlıdır.
Ahşap parçaları çivi veya kendinden kılavuzlu vidalarla sabitlemeden önce, delikleri bir matkapla önceden delmeye değer. Bu yöntem, tahtaların çatlamasını önler.
Ahşap yapının montajında son aşama, yanların alt kısımlarında pah kırma, ara parçalar ve koruyucu bir antiseptik tabakanın kaplanması olacaktır.
Gerekli araçlar
Galvanizli baca borularını kendi ellerinizle yapmak için gerekli alet ve cihazların listesi, kalay özelliklerinden, özellikle yumuşaklık ve plastisiteden kaynaklanmaktadır. Bu tür malzemelerin işlenmesi, levha malzemelerle çalışmak için gerekli olan özel çabaların uygulanmasını gerektirmez.
Bu nedenle, baca için teneke boru üretiminde aşağıdaki alet takımı gereklidir:
- Metal kesmek için makaslar. Bu alet, en büyük sac kalınlığı 0,7 mm'ye ulaştığı için sac malzemenin istenen parçalara kolayca kesilmesine yardımcı olur.
- Yumuşak başlı çekiç. Yumuşak kauçuk saplı bir tahta tokmak, tokmak veya çelik bir alet de kullanabilirsiniz. Bununla birlikte, ikinci seçenek çok dikkatli kullanılır veya hiç alınmaz, çünkü ince bir kalay tabakasının deformasyonuna neden olabilir ve tüm işi mahvedebilir.
- Penseler. Bu aletin yardımıyla, kalaydan yapılmış bir borunun nasıl büküleceği sorusunu çözüyorlar, çünkü çelik, ince olmasına rağmen, bu nedenle ellerinizle bükmek imkansız.
- Hazırlama masası. Bu cihaz, malzeme keserken ve işaretler uygularken gereklidir.
- Kalibrasyon elemanı. Çapı 10 santimetreden fazla olan boru şeklindeki bir ürünün yanı sıra 7,5 santimetrelik kenarlara sahip bir köşe olabilir. Alın ekleminin perçinlenmesi yüzeylerinde yapılacağından, bu elemanlar iyi sabitlenmelidir.
Bu aletlere ek olarak, bir cetvel veya şerit metre ve keskin kenarlı çelik bir çubuk olan bir işaretleyici hazırlamalısınız.
Boru malzemeleri ve araçları
100 mm çapında galvanizli boru üretimi için aşağıdaki malzeme ve aletlerin hazırlanması gerekir:
- Her şeyden önce, bir galvanizli çelik levhaya ihtiyacınız var.
- Tokmak kauçuk veya tahta. Bitmiş ürünün kalitesi gelecekte kalitesine bağlı olacağından, bu araca özel dikkat gösterilmesi gerekmektedir. Ağırlığı yeterince ağır olmalı, ancak darbenin gücünün kontrol edilebilmesi için özel olarak tasarlanmalıdır. Ayrıca tokmak sağlam olmalı, ancak çok sert olmamalıdır.
- Metal için makaslar. Bu araç için özel bir öneri yoktur, asıl mesele, iyi kesmeleri ve büyük düzlemlerde onlarla çalışmanın uygun olmasıdır.
- Metal için kazıyıcı. Herhangi bir metal çubuğu, hatta büyük bir çiviyi bile keskinleştirerek kendiniz yapabilirsiniz.
- Cetvel.
- Yatay olarak sabitlenmiş bir çelik boru. Çapı 90 mm, uzunluğu en az 1 m olmalıdır Böyle bir boruya “tabanca” denir ve üzerine ürünlerin montajı yapılır.
- Metal köşe. Tezgah tablasının kenarına monte edilir. Metal katlandığı için oldukça masif ve sağlam olmalıdır. Köşenin uzunluğu 1 m'dir.

Hazırlık aşaması
İlk olarak, yarı mamul ürünün kesileceği teneke levhaya işaretler uygulanır. Başka bir deyişle, gerekli parça, gelecekteki borunun dış hatlarının oluşturulacağı belirli bir metal sacdan kesilir. İşaretleme işlemi şu şekilde gerçekleştirilir: levha bir tezgah üzerine serilir ve üst kenardan borunun uzunluğuna eşit bir segment ölçülür. Burada bir işaretleyici tarafından bir işaret yapılır.

Daha sonra, bir kare kullanarak, bu işaret boyunca yan kenara dik bir çizgi çizilir. Şimdi bu çizgi boyunca borunun çevresi, aynı şey üst kenar boyunca yapılır. Aynı zamanda, birleştirme kenarlarını oluşturmak için her iki kenar boyunca yaklaşık 1.5 cm eklenir. Üst ve alt işaretler bağlanır ve iş parçası kesilir.
Çevreyi belirlemek için bir şerit metre kullanabilir veya okulun geometri kursunu hatırlayabilirsiniz.
Tenekeden bir boru gövdesi nasıl yapılır
Bu aşamanın amacı borunun profilini oluşturmaktır. İş parçasının uzunluğu boyunca, kıvrımların büküleceği alt ve üstte bir çizgi çizilir. Bu durumda, bir tarafta 5 mm ve diğer tarafta 10 mm ölçülür. Kıvrımlar 90 0 açıyla bükülmelidir. Bunu yapmak için, iş parçası, katlama çizgisini köşenin kenarı ile hizalayarak çelik bir köşeye yerleştirilir. Kenara bir tokmakla vurarak, köşenin dik tarafına doğru bükün.
Ürünün tüm uzunluğu boyunca bir çekiçle geçerek kademeli olarak bükülmesi tavsiye edilir. Bu durumda pense ile bükmeye başlayabilirsiniz.

Şimdi, boyutu 10 mm olan katlamada, bir tür G harfi oluşturmak için bir kat daha yapılır. Katlamayı katlama işleminde, üst katın iş parçasına paralel olmasını sağlamanız gerekir ve uzunluğu 5 milimetredir. Bu nedenle, bir katlama çizgisi çizerken, bir tarafta bir kez 0,5 cm ve diğer tarafta iki kez 0,5 cm ölçün.
Dikiş ekleminin işlenmesi
Son aşama, popo dikişinin işlenmesini, yani kıvrılmasını içerir. Bunu yapmak için, L şeklindeki katlamanın üst kısmı, diğer katın kenarını sararak aşağı katlanır. Sonuç, boruya dik bir tür sandviç olmalıdır. Alın kaynağı elde etmek için sandviçi ürüne bastırmanız gerekir.

Daha fazla güvenilirlik için, alın dikişi perçinlerle güçlendirilmiştir. Bununla birlikte, bu birleştirme yöntemini kullanarak kalaydan yapılmış kendin yap borular ek takviye gerektirmez.
Tenekeden bir boru nasıl yapılır - kendin yap teneke borular
Ev inşaatçıları, sorunları çözmek için en bütçe seçeneklerini bulmaya çalışır. Bu nedenle, kendi ellerinizle teneke bir borunun nasıl yapılacağı sorusu birçok amatör zanaatkar için geçerlidir. Sonuçta, kalaydan yapılmış ev yapımı boru şeklindeki bir ürün, özel mağazalardaki raflarda bulunan oluklar veya muhafazalarla oldukça benzer olabilir.
Bu nedenle fabrika ürünleri gibi özelliklere sahip olan kalay boru yapma süreci hakkında daha fazla bilgi edinmeniz gerekiyor.
Kendi elinizle galvanizden bir boru nasıl yapılır
Galvanizli çelikten üretilen ürünler dayanıklıdır, paslanmaya neden olmaz ve günlük yaşamda çok daha ucuz olmalarına rağmen paslanmaz çelikten daha kötü davranmazlar. Bugünün makalesinde, bu mütevazı malzemeye daha fazla dikkat etmeyi ve size kendi ellerinizle galvanizli bir boruyu nasıl yapacağınızı anlatmayı öneriyorum.
Ancak koruyucu bir kaplama olmadan demir içeren metal korozyona maruz kalır, hızla paslanır ve kullanılamaz hale gelir. Çinko kaplama bu sorunu başarıyla çözdü. Ve galvanizli ve çelik boruların şekil olarak aynı olmasına rağmen, galvanizli bir ürünün bir takım avantajları vardır.
Hangisi daha iyi, gerekli kalınlıkta galvanizli bir levha satın alın ve boruyu kendiniz bükün veya mağazaya gidin ve bitmiş bir ürün satın alın?
Her zamanki gibi fiyatla başlayalım. Mm çapında ve 3 metre uzunluğunda bitmiş bir boru bize rubleye mal olacak. Bu durumda malzemenin maliyeti ruble, geri kalanı işçilik maliyetleri ve satıcının marjıdır. Ve bütün bir drenaj sistemini düzenlemeyi planlıyorsanız? 2'de bitmiş ürünler için fazla ödeme yapmanız gerekeceğini kendiniz görebilirsiniz.
Kendi kendine yapılan borular, finansal yükü önemli ölçüde azaltacaktır. Ek olarak, fabrika ürünlerinin kesin olarak tanımlanmış boyutları vardır ve bazen sisteminiz için doğru olanı bulmak zordur. Ve bitmiş borunun kalınlığı genellikle 1 mm'yi geçmez. Ev yapımı olanlardan farklı olarak herhangi bir fabrika ürününün sıkı kalite kontrolünden geçtiğini, mükemmel yuvarlak bir yüzeye ve kaynak doğruluğuna sahip olduğunu hatırlamak zorunludur.
Kendi başınıza bir parça yapmaya karar verildiyse, bizim durumumuzda gerekli kalınlıkta galvanizli bir sac malzeme seçerek başlamalısınız. Fabrika çinko kaplı çelik sac GOST ile uyumlu olmalıdır.Seçerken dikkat etmeniz gereken ana özellikler: En yaygın galvanizli kalınlıklar 0'dır.
Levha ne kadar ince olursa, işlenmesi o kadar kolay olur, bu da evde ürün yapmak için önemlidir. Ancak unutmayın - daha az kalınlık - daha az güç.
Tees, boru hatlarını dallandırmak ve bağlamak için kullanılır. Aynı çaptaki borulardan eğik eşit bir tişört kaynaklanır.Daha sonraki kesim ve kaynak için tee elemanlarının işaretlenmesi, boruya uygulanan oyucu desenleri kullanılarak gerçekleştirilir ve bunun boyunca boru üzerinde tebeşirle bir kesme çizgisi çizilir. Sunduğumuz Excel tablosu, ekin herhangi bir eğim açısıyla, herhangi bir çaptaki eğik eşit te'lerin üretimi için ekin süpürme modellerini ve gövdede delikleri oluşturmak için boyutlar elde etmenizi sağlar.
Çinko tabakasının kalınlığına göre 3 sınıf malzeme vardır. Kolaylık sağlamak için verileri bir tabloda özetleyelim.
Kaynak malzemenin özellikleri
Bir metal levhadan boru yapmaya başlamadan önce, borunun yapılacağı malzeme ve özellikleri hakkında bilgi sahibi olmalısınız. Öncelikle, bunların haddeleme tipi ürünler olduğunu, diğer bir deyişle kalay, bir haddehanenin merdanelerinden geçen ve 0.1-0.7 mm kalınlığa sahip bir çelik sac olduğunu söylemeye değer.
Haddeleme işlemlerine ek olarak, teneke levha üretim teknolojisi, bitmiş haddelenmiş ürünlerin aşındırıcı süreçlerin oluşumundan işlenmesini gerektirir. Bunu yapmak için, haddelemeden sonra çeliğe korozyona maruz kalmayan bir malzeme tabakası uygulanır.
Yapılan işlemlerin sonucu, genişliği 512 ila 1000 mm arasında değişebilen, krom veya çinko kaplamalı bir çelik sacdır. Bitmiş ürün plastiktir, bu nedenle teneke kolayca kullanılabilir. Bu durumda, haddelenmiş takviyeler, çelik ürünlerle mukavemet açısından karşılaştırılabilir. Bu, karmaşık tasarımlı ürünlerin imalatında sac metal kullanımına izin verir.
Gerekli araçlar
Galvanizli baca borularını kendi ellerinizle yapmak için gerekli alet ve cihazların listesi, kalay özelliklerinden, özellikle yumuşaklık ve plastisiteden kaynaklanmaktadır. Bu tür malzemelerin işlenmesi, levha malzemelerle çalışmak için gerekli olan özel çabaların uygulanmasını gerektirmez.
Bu nedenle, baca için teneke boru üretiminde aşağıdaki alet takımı gereklidir:
- Metal kesmek için makaslar. Bu alet, en büyük sac kalınlığı 0,7 mm'ye ulaştığı için sac malzemenin istenen parçalara kolayca kesilmesine yardımcı olur.
- Yumuşak başlı çekiç. Yumuşak kauçuk saplı bir tahta tokmak, tokmak veya çelik bir alet de kullanabilirsiniz. Bununla birlikte, ikinci seçenek çok dikkatli kullanılır veya hiç alınmaz, çünkü ince bir kalay tabakasının deformasyonuna neden olabilir ve tüm işi mahvedebilir.
- Penseler. Bu aletin yardımıyla, kalaydan yapılmış bir borunun nasıl büküleceği sorusunu çözüyorlar, çünkü çelik, ince olmasına rağmen, bu nedenle ellerinizle bükmek imkansız.
- Hazırlama masası. Bu cihaz, malzeme keserken ve işaretler uygularken gereklidir.
- Kalibrasyon elemanı. Çapı 10 santimetreden fazla olan boru şeklindeki bir ürünün yanı sıra 7,5 santimetrelik kenarlara sahip bir köşe olabilir. Alın ekleminin perçinlenmesi yüzeylerinde yapılacağından, bu elemanlar iyi sabitlenmelidir.
Bu aletlere ek olarak, bir cetvel veya şerit metre ve keskin kenarlı çelik bir çubuk olan bir işaretleyici hazırlamalısınız.
Baca için galvaniz borular kullanılabilir mi
Bu tip bir baca seçmeden önce, operasyonun olası risklerini ve nüanslarını dikkate almanız gerekecektir.
Galvanizli bacalarda hasar
Baca için paslanmaz çelik galvanizli borular kullanmak mümkündür, ancak metalin çalışması ve özellikleri ile ilgili bazı nüansları hesaba katmanız gerekecektir. Galvanizlemeyle ilgili kılavuzlardan biri şunları söylüyor:
- Çinkonun 419,5 ° C'nin üzerinde ısıtılması tehlikelidir. Bu sırada özellikle yüksek nem koşullarında metal oksit oluşur. Dumanlar zehirlidir ve şiddetli zehirlenmeye neden olur.
- Saf çinko insan sağlığı için tehlikeli değildir ve vücudunda bulunur: dişler, pankreas, kan vb.
- Teknik çinko özellikle tehlikelidir - üretim sırasında metale gerekli teknik özellikleri vermek için arsenik, antimon ve kurşun safsızlığa eklenir.
Yukarıdakilerin hepsinden, düşük sıcaklıkta baca gazı içeren baca sistemlerinde galvanizli bir baca borusunun güvenle kullanılabileceği sonucuna varılabilir. İç konturun paslanmaz çelik, dış kısmının galvaniz kaplı olduğu sandviç tip yapılar kesinlikle insan sağlığını etkilemez.
Galvanizli baca servis ömrü
Borunun hizmet ömrü birçok faktöre bağlıdır, ancak genel olarak baca, sızdırmazlık kaybı olmaksızın 10 yıla kadar dayanabilir. Hizmet ömrünü uzatmak için aşağıdaki önerilere uymalısınız:
- Tek devreli galvanizli bir bacayı yalıtmak gerekir. Isı yalıtımı olmadan, yoğuşma nedeniyle korozyon ve biriken kurum nedeniyle yanma nedeniyle boru uzun süre dayanmayacaktır. Bacanın dış kısmında galvanizli bir borunun yalıtılması zorunlu bir önlemdir.
- Galvaniz boya, ürünün servis ömrünü önemli ölçüde uzatır.
- Baca için kullanılan çeliğin kalınlığı en az 1 mm olmalıdır. Daha düşük kalınlığa sahip galvanizli çelik hızla yanar. İnşaat forumlarında, 0,6-0,8 mm'lik bu malzemenin altı aylık çalışmadan sonra yandığına dair bilgileri bulabilirsiniz.
Tüm teknik şartlara bağlı olarak, galvanizli borunun en az 10 - 15 yıl dayanması garantilidir.
Hazırlık aşaması
İlk olarak, yarı mamul ürünün kesileceği teneke levhaya işaretler uygulanır. Başka bir deyişle, gerekli parça, gelecekteki borunun dış hatlarının oluşturulacağı belirli bir metal sacdan kesilir. İşaretleme işlemi şu şekilde gerçekleştirilir: levha bir tezgah üzerine serilir ve üst kenardan borunun uzunluğuna eşit bir segment ölçülür. Burada bir işaretleyici tarafından bir işaret yapılır.
Daha sonra, bir kare kullanarak, bu işaret boyunca yan kenara dik bir çizgi çizilir. Şimdi bu çizgi boyunca borunun çevresi, aynı şey üst kenar boyunca yapılır. Aynı zamanda, birleştirme kenarlarını oluşturmak için her iki kenar boyunca yaklaşık 1.5 cm eklenir. Üst ve alt işaretler bağlanır ve iş parçası kesilir.
Tenekeden bir boru gövdesi nasıl yapılır
Bu aşamanın amacı borunun profilini oluşturmaktır. İş parçasının uzunluğu boyunca, kıvrımların büküleceği alt ve üstte bir çizgi çizilir. Bu durumda, bir tarafta 5 mm ve diğer tarafta 10 mm ölçülür. Kıvrımlar 90 0 açıyla bükülmelidir. Bunu yapmak için, iş parçası, katlama çizgisini köşenin kenarı ile hizalayarak çelik bir köşeye yerleştirilir. Kenara bir tokmakla vurarak, köşenin dik tarafına doğru bükün.
Ürünün tüm uzunluğu boyunca bir çekiçle geçerek kademeli olarak bükülmesi tavsiye edilir. Bu durumda pense ile bükmeye başlayabilirsiniz.
Şimdi, boyutu 10 mm olan katlamada, bir tür G harfi oluşturmak için bir kat daha yapılır. Katlamayı katlama işleminde, üst katın iş parçasına paralel olmasını sağlamanız gerekir ve uzunluğu 5 milimetredir. Bu nedenle, bir katlama çizgisi çizerken, bir tarafta bir kez 0,5 cm ve diğer tarafta iki kez 0,5 cm ölçün.
Kıvrımların oluşumunu tamamladıktan sonra, boru gövdesinin oluşumuna geçebilirsiniz. Bunun için, bir kalibrasyon elemanına boş bir tabaka yerleştirilir ve belirli bir şekle sahip bir profil elde etmek için bir tokmak veya başka bir uygun aletle vurulur. İş parçası önce bir U şeklini alır ve ardından yuvarlak hale gelir. Bu durumda kıvrımlar birbirine bağlanmalıdır.
Tenekeden kendi ellerinizle bir kova nasıl yapılır
Kategori: Envanter 23307
3
Düz duvarlı teneke, galvanizli demir veya paslanmaz çelikten kendi ellerinizle bir kova nasıl yapılır. Malzemeden bir ürün deseni kesin
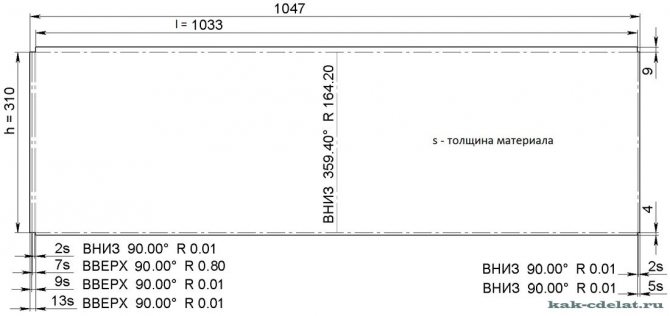
h
- yükseklik (belirtilen değeri ayarlayın)
d
- çap (belirtilen değeri ayarlayın)
l
- çevre (hesaplama ile bulunur)
l = πd = 3,14 * 329 = 1033
(mm)
h = 310
(mm)
SİLİNDİR İMALATI
Süpürmenin ortasında, kulağı takmak için delikleri işaretleyin
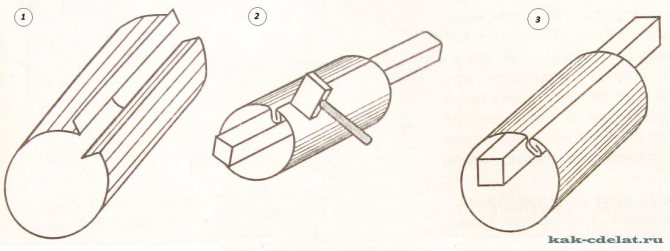
1.
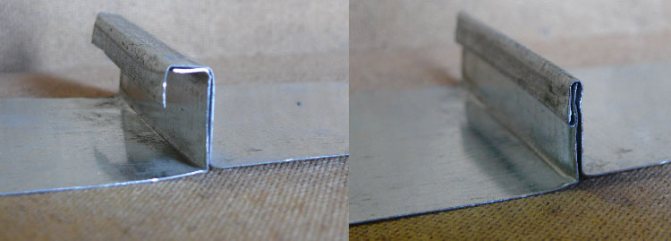
Dikdörtgen bir ince sac galvanizli çelik GOST 14918-80 üzerinde, kendi kendine yapılan bir manuel sac bükme makinesinde veya bir tokmak ve bir çubuk kullanarak manuel olarak, tabakanın kenarlarını zıt yönlerde "yükseklik boyunca" katlayın. Sayfayı bir silindire büküyoruz.
2.
Katlanmış kenarları sabitliyoruz. Elde edilen dikişi, silindirin tüm uzunluğu boyunca bir tokmak veya tokmakla eşit şekilde bastırın.
3.
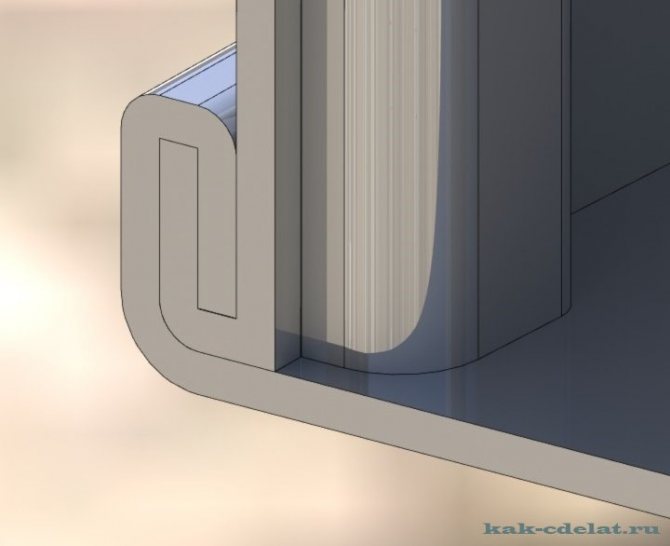
Dikişin silindirin içinde kalması için aşağıdaki işlemi gerçekleştirmek gerekir: bitmiş dikişi kerestenin kenarına yakın olacak şekilde çevirin; dikişe bir tokmakla vurarak, çıkıntılı bir dikiş olmadan silindirin dış yüzeyini elde ederiz.
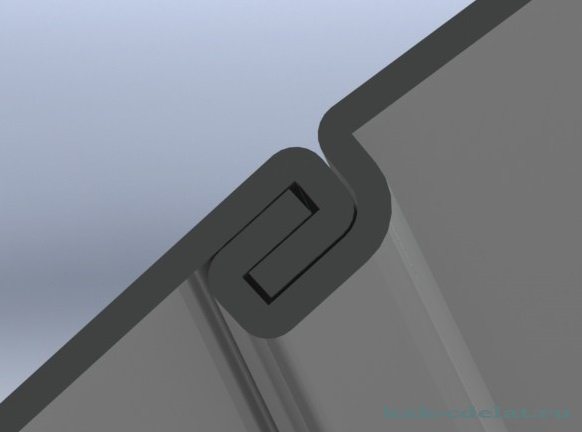
KATLAMA ÜNİTESİ
İndirim genişliği amacına bağlıdır: bir kilit almak; tel haddeleme.
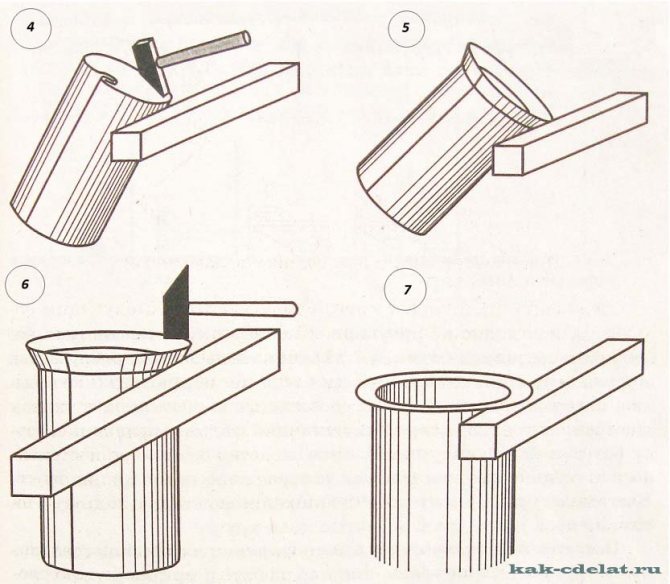
4.
Silindiri çubuğa göre orijinal konumuna ayarlayın. Bir çekiçle vurup kıvrımı büküyoruz.
5.
Çekiçin sivri tarafıyla vuruyoruz. Katın genişliğini izliyoruz - aynı olmalı.
6.
Çekicin kör tarafına hafifçe vurarak katlamayı hizalayın.
7.
Son olarak, katlanmış dikişi dik açıyla bükün.
TEL HADDELEME
Flanşın çevresine bir daire koyarız,

çapı silindirin dış çapına uygun olması gereken telden yapılmıştır.

Dairesel kenarı yuvarlıyoruz ve sonunda dikişi bitiriyoruz.
ALT SİLİNDİR BAĞLANTISI
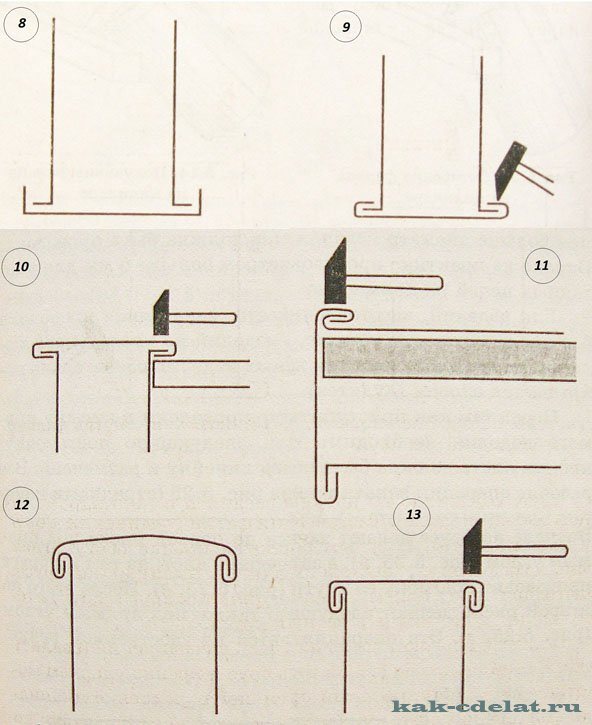
8.
Kenarları daireye katlayın ve silindire yerleştirin.
9.
Çekiçin sivri uçlu kısmına hafif vuruşlarla, dairenin içindeki kıvrımı bükün.
10.
Çekiçin keskin olmayan kısmına sert darbelerle, silindiri döndürürken çubuk üzerindeki dikişe hafifçe vururuz.
11.
Katlamayı silindirin dış düzlemine döküyoruz.
12.
Çalışma dışbükey bir tabana neden oluyorsa, onu hizalamak gerekir.
13.
Tabanın en ucunda, çemberin tüm çevresi boyunca çekicin kör kısmıyla vurun. Bu durumda, alt düzleştirilecek, bağlantının kenarları belirgin bir kontur alacaktır.
ARA SARGININ TAKILMASI
Kovanın tabanı ara kasnağa, ara kasnak ise silindire takılabilir.
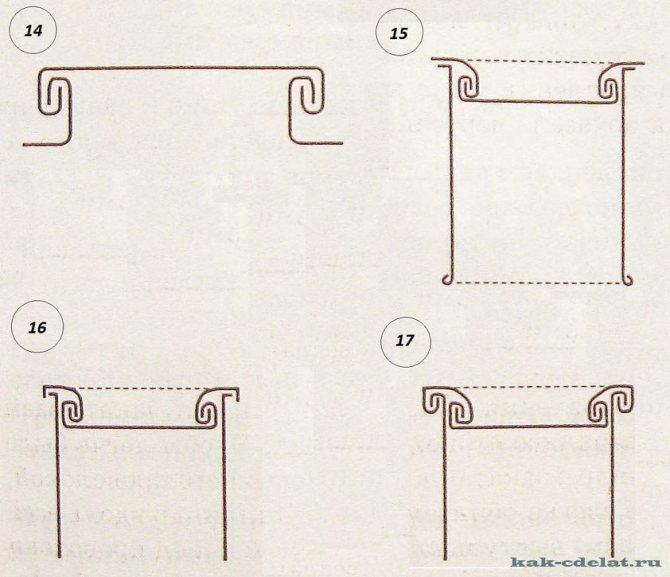
14.
Kovanın altını bir kasnakla sabitliyoruz.
15.
Kasnağı silindire (kepçe gövdesi) bağlarız.
16.
Kasnağı büküyoruz.
17.
Katlamayı silindirin dış düzlemine atıyoruz ve tüm çevrenin çevresine iyice vuruyoruz.
GÖZ ÜRETİMİ

Kulakları benzer bir malzemeden kesin. Delin veya delik açın: perçinler için iki; bir metal tutamak için.
TUTAMAK YAPMAK
Sapı 5 ... 6 (mm) GOST 18143-72 çapında metal bir telden bükün.

Tenekeden kendi ellerinizle bir kova nasıl yapılır - gördüğünüz gibi, karmaşık bir şey yok. Basit bir modele hakim olmak. Daha karmaşık bir eğimli modele geçebilirsiniz.
Sipariş çizimi
Arkadaşlarınla paylaş!
Dikiş ekleminin işlenmesi
Son aşama, popo dikişinin işlenmesini, yani kıvrılmasını içerir. Bunu yapmak için, L şeklindeki katlamanın üst kısmı, diğer katın kenarını sararak aşağı katlanır. Sonuç, boruya dik bir tür sandviç olmalıdır. Alın kaynağı elde etmek için sandviçi ürüne bastırmanız gerekir.
Daha fazla güvenilirlik için, alın dikişi perçinlerle güçlendirilmiştir. Bununla birlikte, bu birleştirme yöntemini kullanarak kalaydan yapılmış kendin yap borular ek takviye gerektirmez.
Kendi elinizle galvanizli bir boru nasıl yapılır?
Galvanizli boruları özgürce satın alabilirsiniz, ancak bu tür ürünlerin maliyeti oldukça yüksektir, bu nedenle, kendi ellerinizle galvanizli bir boru yapma arzusu, her şeyden önce, ekonomi dikkate alınarak belirlenir.
Aynı zamanda, galvanizli boruların üretimi, özel çabaların, özel pahalı armatürlerin ve aletlerin ve bir tür profesyonel bilginin kullanılmasını gerektirmez, bu nedenle, cephaneliğinde bir dizi standart marangozluk bulunan herhangi bir ev ustası bununla başa çıkabilir. araçlar.
Galvanizli boruların avantajları ve dezavantajları
Kullanıcılar, galvanizli bir baca borusunun avantajlarını içerir:
- uzun süreli korozyon direnci,
- bacanın hızlı ısıtılması ve sonuç olarak iyi bir taslak sağlanması,
- basit montaj yöntemi,
- Kurumun duvarlarda oyalanmasına izin vermeyen kanal içinde pürüzsüz bir yüzey,
- prizi duvardan geri çekme yeteneği
Dezavantajları:
- tek duvarlı bir dalın kısa hizmet ömrü,
- ürünü keserken kısa süre sonra kesilen hatlar paslanmaya başlar,
- küçük hasar koruyucu tabakanın tahrip olmasına yol açar,
- büyük miktarda yoğunlaşma oluşumu.
Galvanizli boruların özellikleri
Bacaları donatmak için galvanizli metal borular kullanılır; hafif olmaları ve buna bağlı olarak montaj kolaylığı nedeniyle popülerdirler. Galvanizli bacalar, bir temelin inşasını gerektirmez ve bu, baca ekipmanı maliyetini önemli ölçüde azaltır.

Bu tür borular 900 ° 'ye kadar sıcaklıklara dayanıklı yangın güvenliği standartlarını karşılar, bu nedenle katı yakıtlı ısıtma kazanları ve fırınlarından duman tahliyesi için bile kullanılabilirler.
Ayrıca ev yapımında galvanizli borular olukları donatmak için kullanılır. Bu tür borular halihazırda maliyet açısından oldukça uygun, ancak aynı zamanda el yapımı ürünler kullanılarak işlem daha da ucuza yapılabilmektedir.
Gerekli araçlar ve malzemeler
100 mm çapında bir boru yapmak için aşağıdaki alet ve malzemelere ihtiyacımız var:
- Tahta veya lastik tokmak. Genel olarak konuşursak, bitmiş ürünün kalitesi öncelikle bu aletin kalitesine bağlı olacaktır. Tokmak yeterince ağır olmalı, ancak darbenin kuvvetini kontrol etmek kolay olacak şekilde, çok sert değil, ancak yine de yeterince yoğun olmalıdır.
- Metal için makaslar. Herhangi biri yapacak, asıl mesele, büyük düzlemlerde metal kesmenin onlar için uygun olmasıdır.
- Çalışma tezgahının kenarına en az 1 m uzunluğunda metal köşe yerleştirilmiştir. Üzerinde metal bükülecek, bu yüzden sağlam ve yeterince masif olması gerekiyor.
- Yatay olarak sabitlenmiş 60-90 mm çapında çelik boru - "tabanca". Ürünlerin montajında kullanılacaktır. Buna göre uzunluğu da 1 m'den az olmamalıdır.
- Cetvel.
- Metal için kazıyıcı. Herhangi bir keskinleştirilmiş metal çubuk, büyük bir çiviye kadar iş görür.
- Aslında, galvanizli metalin kendisi 0,5 mm kalınlığındadır.
Galvanizli boru yapmak için neye ihtiyacınız var
Evde galvanizli bir boru yapmak için bir kalay tabakasına ihtiyacınız var, malzeme yumuşaklığı ve sünekliği nedeniyle özel çaba gerektirmez.
Kalay, haddeleme makinelerinde 0,1 ila 0,7 mm kalınlığındaki ince çelik sacdan endüstriyel olarak yapılır ve daha sonra bunlar korozyon önleyici koruyucu krom, kalay veya çinko tabakasıyla kaplanır. Son olarak, iş parçaları 512 mm ila 2000 mm genişliğinde standart boyutlarda kesilir.

Bu tür ürünlerin mukavemeti, özellikle malzemenin ek sertleştiricileri varsa, çelik muadillerinden hiçbir şekilde daha düşük değildir, ancak aynı zamanda çok plastiktir ve karmaşık şekilli boru hatlarını manuel olarak monte etmenize izin verir. Korozyon önleyici kaplama, boruyu dış ortamdan korur.
Bu tür boruların sorunu, yetersiz eğilme mukavemeti olduğundan, açık parçaların imalatı için, ürünü güçlendirmek için yapıya takviyeler eklenir.
- mağazalarda çeşitli boyutlarda çok çeşitli borular sunulmaktadır: tek devreli;
- çift devreli (sandviç şeklinde yapılır ve bir iç ve dış borudan oluşur);
- oluklu, artan esneklik ile karakterize edilir.
Not! Evde teknik olarak sadece tek devreli bir boru yapmak mümkündür.
Sac kalınlığı seçerken borunun amacı dikkate alınmalıdır. Örneğin, katı yakıt sobalarından ve şöminelerden baca gazının çıkarılması için galvanizli bir boru, yüksek sıcaklıklara ve aynı zamanda yüksek korozyon önleyici özelliklere sahip olmalıdır.
Bu önemli! Çalışma ortamının sıcaklığı ne kadar yüksekse, boru duvarları da o kadar kalın olmalıdır.
Enstrümanlar
İş için, bükmek, bükülme açısını doğru bir şekilde ölçmek ve boruyu istenen uzunlukta kesmek için özel aletlere ihtiyaç vardır.
Kendi elinizle galvanizli borular yapmak
Koruyucu kaplamanın deformasyonunu önleyecek bu tür işleri yaparken beceriler gereklidir. Kendi elinizle galvanizli boru nasıl yapılır sorusuna karar veriliyorsa, üretim sürecinin 3 ana aşamadan oluştuğunu bilmeniz gerekir:
- hazırlık: sac, bir ön taslağa göre kesilir;
- kalıplama: istenen şekil, parametreler, bölümdeki bir ürünün imalatı başlar;
- son aşama, iş parçasının kenarının sabitlenmesini içerir.
Her adımı gerçekleştirirken, koruyucu kaplamayı deforme etmeden güvenilir bir ürün elde etmenizi sağlayacak adım adım talimatları izlemelisiniz.
Gerekli araçlar ve malzemeler
İş için ihtiyacınız olacak:
- metal makas, böyle bir aletin kullanımıyla ilgili kısıtlamalar vardır - 0,7 mm'den daha kalın olmayan bir tabakayı kesmek için kullanılabilir;
- tahta bir çekiç (metal olanın kullanılmasına izin verilir, ancak lastik bir ped ile);
- pense;
- boşlukları kesmek için bir tezgah gereklidir;
- Düz köşeli (kare borular için) doğru şekle sahip bir ürün elde etmek için, metal köşeler (1 m uzunluğa kadar) veya gerekli çapta bir boru olabilen bir kalibrasyon elemanına ihtiyacınız olacaktır (seçim yaparken dikkate alın iş parçasının boyutu);
- cetvel;
- çizimi metale aktaracak keskinleştirilmiş herhangi bir alet.
Malzemelerden galvaniz sac gereklidir. 0,5 mm kalınlık yeterli kabul edilir. Böyle bir levha ile çalışmak daha kolay, dayanıklı bir ürün elde edebilirsiniz.
İş parçasının kesilmesi
Kişisel ihtiyaçlar için bağımsız boru üretimi, çapın belirlenmesiyle başlar (çoğu zaman 60-100 mm seçeneği seçilir). Sıralama:
- üzerinde gerekli boyutların belirtildiği bir çizim oluşturulur ve genişlik 15 mm daha büyük olmalıdır; bu, gelecekte bir birleştirme kenarı elde etmenize izin verecektir;
- gelecekteki iş parçasının konturu keskin bir alet kullanılarak bir teneke levhaya aktarılır, çalışma tezgahında yapılır;
- Dikdörtgen yapmanız gerekir, 90 ° açı elde etmek için bir kare kullanın.
Profil oluşumu
Galvanizli boruların kendi elinizle yapılması, bazı incelikleri dikkate alarak gerçekleştirilir:
- sacın bölümünün işaretlenmesi, metalin kıvrımların altında büküleceği yerde yapılır: bir tarafta 0,5 cm ve diğer tarafta 2 ila 0,5 cm;
- kat 90 ° 'lik bir açıyla katlanır;
- bu durumda, köşeyi, kıvrım kıvrım çizgisine denk gelecek şekilde konumlandırmanız gerekir;
- bir çekiç kullanarak, ürünü şekillendirin, katın köşenin rafına tam olarak yapışmasını sağlamak gerekir, işi basitleştirmek için önce metali pense ile bükebilirsiniz;
- iş parçası ters çevrilir, bu durumda katlama, kalibrasyon açısının kenarından 1 cm mesafede yerleştirilmelidir, bir tokmak yardımıyla 130 ... 150 ° 'lik bir açı oluşturulur;
- bir kalibrasyon elemanı kullanılarak istenen şekle sahip bir ürün oluşturulur, son aşamada kıvrımlar birleştirilmelidir.
Alın kaynağı işleme
Galvanizli boru imalatında, iş parçasının kenarlarının birleşim yerinin güvenilirliğinin sağlanması önemlidir. Popo eklemi sıkıştırma ile işlenir. Bu, yüksek sıcaklıklara veya diğer koşullara maruz kalmayı gerektirmez. Kenarın kenarları yağıştan korunacaktır. Bunun için üstte bulunan bir kıvrıma bir tokmakla vurulur. Sonuç olarak, dikiş küçülür ve bir tür sandviç oluşturur.
Perçinleri belirli bir aralıkla takarak yapının güvenilirliğini artırabilirsiniz. Boru dikişinin ek olarak güçlendirilmesi gerekli değildir.
Galvanizli boru üretimi için talimatlar
Öncelikle demir sacı işaretlemeniz, bir tarafa 5 mm, diğer tarafa iki kez 5 mm katlama çizgileri uygulayarak, bir taraftaki katın oluşabilmesi için ikinciden daha geniş olması gerekir. gelecekte güçlü bir dikiş.Bir köşe ve pense kullanarak levhayı her iki taraftan 90 ° açıyla bükün.

Bu önemli! Katlama çizgisi boyunca bir kenardan diğerine hareket ederek şekli yavaş yavaş bükün.
Daha sonra, iş parçasını çevirerek kıvrımlar oluşturulur, açı 135-140 ° 'ye ayarlanır, ürünün malzemesine zarar vermemek için teneke kenarlarına bir tokmak veya yumuşak bir çekiçle çekiçle vurulur. Kıvrımların oluşumundan sonra borunun oluşumuna geçebilirsiniz.
İş parçasını şekillendirmek için bir kalibrasyon şablonuna ekleyin ve kıvrımlar bir araya gelene kadar tekrar hafifçe vurun.
Geniş kenar yine 90 ° 'lik bir açıyla ürün düzlemine paralel olarak bükülür.
Son aşama, bir tokmak kullanarak uçları düz bir dikişle birleştirmektir.
Kıvrımları hizalayın, ikinci katın yatay kısmını bükün, ilk katla sarın ve ardından bu dikişi boru düzlemine sıkıca bastırarak bükün.
Ek olarak, bir kaynak makinesi kullanarak metal perçinlerle eklemi güçlendirebilirsiniz, ancak çoğu zaman düz bir dikişle bağlanan galvanizli borular ek takviye gerektirmez.











