Технике израде цигле
Како функционише печење опеке?
Постоје две уобичајене методе за израду цигле. Прво је полусуво и суво пресовање. Метода обликовања пластике је друга метода израде опеке. Разлика лежи у различитој количини влаге садржане у сировини у оба начина производње. Треба напоменути да се други метод производње највише користи.
Цигле од пластике ливене у калуп могу бити шупље или чврсте. Принцип производње обе врсте опеке је исти, разлика је у томе што се глина темељније припрема за шупље опеке.
Могу се разликовати следеће фазе израде опеке:
- Припрема сировина
- Калупљење шипки
- Сушење сирове цигле
- Спаљивање
Треба напоменути да се свака фаза одликује пажљивим поштовањем параметара. На пример, да би се извршило испаљивање, што је завршна фаза производње, морају се поштовати сви технички захтеви. Технологија печења опеке подразумева поштовање температурних и временских услова. У супротном, неисправан производ је неизбежан.
Тунелска пећ
Већина фабрика опека које производе појединачне чврсте опеке и керамичко камење опремљене су пећима ове врсте. Они представљају тунел кроз који се крећу колица или покретна трака са сировинама. Њихов радни простор може имати један или два канала који се налазе у правој линији или имају затворени, прстенасти облик.

Принцип рада
За разлику од биљака у прстену, овде се све догађа обрнуто: материјал се креће кроз преостале непокретне, јасно разграничене зоне грејања, жарења и хлађења. Материјал се креће секвенцијално од зоне до зоне. У таквој пећи постоји само један улаз и једно пражњење. Налазе се на супротним крајевима тунела и опремљени су механизмима који херметички затварају унутрашњи простор пећи током утовара и истовара материјала. Заптивање се јавља аутоматски, чиме се избегава прекомерна потрошња расхладне течности. Простор изнад пода, испод транспортера или дна колица такође се не загрева, јер је ограђен песковитом капијом.
Природни гас се користи као носач топлоте. Понекад су модификовани тако да раде на мазут, дизел гориво, лож уље и електричну енергију. Могућа је комбинација опција.
Пећница ради даноноћно. Плински горионици усмеравају бакље сагоревања гаса директно на масу опеке (у отвореним пећима) или кроз заштитне решетке (у пригушивачким пећима). Дуж целог канала уграђени су вентилатори и хватачи дима који усмеравају потребну количину загрејаног ваздуха и димних гасова у потребне зоне пећи кроз посебне циркулационе канале. Ови уређаји раде независно један од другог, а оператер их даљински контролише. Пећ радници пуне ручно, а истовар је механизован.
Технологија пуцања је аутоматизована што је више могуће. Специјални рачунарски програми уз помоћ бројних сензора надгледају технолошки процес и дају команде управљања:
- температурни режим у свим зонама.
- Притисак ваздуха.
- брзина колица.
Избор начина рада пећи врши се аутоматски и зависи од почетних параметара сирове цигле (врста, облик, величина, ниво влаге, врста кавеза).Контролер чува све могуће режиме у меморији и бира најоптималнији. Контрола квалитета готових производа је такође аутоматизована. Трајање технолошког циклуса за чврсте производе је од 36 до 40 сати, шупље камење је готово за један дан.
изкирпицха.цом
Како се пече керамичка опека
Сирова цигла садржи од 8% до 12% влаге, улази у пећ за печење, где се првобитно суши. Тада се температура повећава на ниво од 500-800 ° Ц, при чему долази до дехидрације минерала из глине. Због тога се производ смањује. На температурама изнад 200 ° Ц, примећује се ослобађање испарљивих органских нечистоћа и адитива.
У овој фази температура печења опеке расте брзином од 300 до 350 ° Ц / х. Температура се одржава константном све док угљен не сагори. И тек након тога, температура се подиже на 800 ° Ц. Изложеност таквим температурама узрокује да производ промени структуру. Неко време одржавају максималну температуру за равномерно загревање цигле. Тада температура почиње постепено да се смањује.
Време пуцања цигле може достићи од 6 до 48 сати. Док се овај процес одвија, цигла се структурно више пута мења. Ако се прати производна технологија, излаз је производ високе чврстоће и отпорних на воду. Карактеришу га звучна и топлотна изолациона својства, као и отпорност на различите температурне услове.
Препоручујемо читање:
Шта купити опрему за производњу Лего коцкица у Русији?
Избор машине за опеку од песка-креча.
Какве су то карактеристике овог процеса и технологије
Термичка обрада глинених грађевинских материјала под утицајем високих температура назива се печењем. Ово је завршна фаза у производњи блокова од опеке. Технологија печења укључује 3 фазе:
- Загревање.
- Спаљивање.
- Хлађење.
У првој фази, цигла се загрева на температури од 120 степени, како би се из ње испарила вода. Затим, да би се сагореле нечистоће органског порекла и коначно повлачење течности, загрева се на 600 гр. У следећој фази, температура печења опеке је 920-980 степени. Истовремено, глина почиње да се смањује, а снага се стиче. У условима константне максималне температуре, блок опеке се стврдњава и излежава неко време. У завршној фази, добијени глинени грађевински материјал се хлади. Ако током топлотне обраде није дошло до кршења технологије, боја блока ће бити наранџасто-црвена, а структура ће бити уједначена. Да би се добили глазиране опеке, потребно је поновно печење.
Да би се на крају добила јака и висококвалитетна опечена цигла без пукотина, током топлотне обраде потребна је строга контрола температуре.
Врсте пећи од опеке
Током фазе печења користе се разне пећи. Коју опрему за пећи од опеке користити у производњи, зависи од различитих фактора. Пећ од опеке је истовремено и процесна опрема и термодинамички отворени систем. У њему се одвијају стални топлотни процеси.
Прстенаста пећ

Пећ од опеке од прстена
Једна врста пећи од опеке је прстенаста. Управо се ове надсвођене пећи највише користе у производњи опеке. Ако прстенаста пећ од опеке није инсталирана у производном погону, препоручљиво је користити је без крова. Трошкови изградње су нешто скупљи у поређењу са подним пећницама, међутим, њихово одржавање је много погодније и лакше.

Дијаграм прстенасте пећи за печење опеке
Пуцање опеке у кружној пећи даје резултат квалитета који је знатно већи него у подној пећи, а гориво се троши неколико пута мање на 1.000 опечених опека.Још једна предност ових пећи је што се на њих може ложити различитим врстама горива. Све ово утицало је на широку употребу прстенастих пећи.
Тунелска пећ
Тунелске пећи замењују рингле, постепено их замењујући. Све више великих фабрика опеке користи их у својој производњи. У тунелским пећима, цигле се крећу по посебним колицима, за разлику од кружних, где је цигла стационарна и кроз њу се пролазе различити температурни режими. Тунелску пећ за печење опеке је лакше одржавати, јер се истовар и утовар шарже цигле одвија изван пећи, где постоје прихватљиви температурни услови за особље. Поред тога, много је лакше механизовати процесе испред радног подручја него у њему. Пећ је тунел са шинама унутра. Пуцање цигле у тунелској пећи одвија се на колицима, који стоје један по један дуж целе дужине тунела. Након одређеног временског интервала, нова колица са сировим циглама улазе у тунел, а колица са готовим производима напуштају задњи део тунела.

Тунелска пећ од опеке
Пећнице могу бити опремљене разним изворима топлоте. Могуће је загревање пећи за печење угљем, уљем. Инсталирају се електрична пећ или плински горионици. Погодност услуге и економска корист производње зависе од врсте изабраног извора топлоте. Ако је за производњу изабрана плинска пећ за печење опеке, без обзира да ли је то прстенаста или тунелска пећ, резултат ће бити квалитетан само ако се поштују технолошки параметри.
Можда ће вас занимати:
Избор пресе за производњу Лего коцкица.
Каква је глина погодна за израду цигле?
Типови пећи
За печење керамике и производњу печених, укључујући керамичке опеке, користе се посебне пећи. Постоје две врсте:
- тунел;
- прстен.
Тунелска пећ

Уређај типа тунела је дугачка плинска пећ налик тунелу за печење опеке. Унутра се налазе 3 коморе и шине. Метална колица се крећу дуж њих уз помоћ аутоматских потискивача. Пре уласка у пећ пуне се непеченом циглом. Улаз и излаз су херметички затворени. Након сушења у 1 комори, блокови опеке се премештају у 2 ради печења. Пружају га горионици на гас који стално одржавају температуру на нивоу од 920-980 степени. Тада цигла улази у трећу зону са нижом температуром, где се хлади. Након завршетка режима, потискивачи извлаче колица из пећи, а блокови опеке се потпуно охладе изван ње.
Прстенаста пећ
Уређаји овог типа састоје се од многих суседних делова у облику прстена. Свака од њих има прозор за утовар и истовар материјала, као и сопствени извор грејања, а прстенаста пећ осигурава континуитет процеса печења. Дакле, серија блокова опеке пролази кроз све фазе топлотне обраде, налазећи се у истом одељку. Суседна комора поспешује загревање, блокови се калцинирају на штету сопственог горива, а хлађење обезбеђује температура следећег одељка.
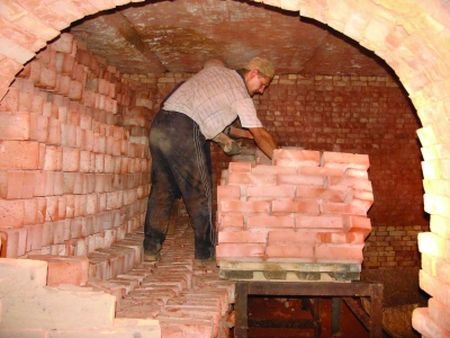
Пуцамо цигле код куће
Ако се склоните од великог обима производње у фабрикама цигле и размишљате о мањим количинама производње, тада је могуће печење керамичке опеке организовати код куће. Да бисте опекли опеку у малим количинама, биће вам потребна обична метална бачва капацитета од 200 до 250 литара. Претходно је потребно исећи дно у њему са обе стране.
Пуцање се може изводити и помоћу ватре.Да бисте то урадили, потребно је да ископате рупу дубоку пола метра и изнад ње поставите бачву, подигнуту изнад ивице рупе на висини од око 20 цм. На месту где нема доњег дна, потребно је за прилагођавање носача у облику шипки или металне решетке. То је неопходно како би постојала основа за чување цигле унутар цеви.
Након пуњења бурета циглом, покријте његов горњи део поклопцем како бисте минимализовали губитке топлоте. Пуцање траје приближно 20 сати, у зависности од природе глинене смеше која се користи у цигли. Могуће је опећи циглу гасом, али као што је горе поменуто, економска исплативост зависи од врсте горива.
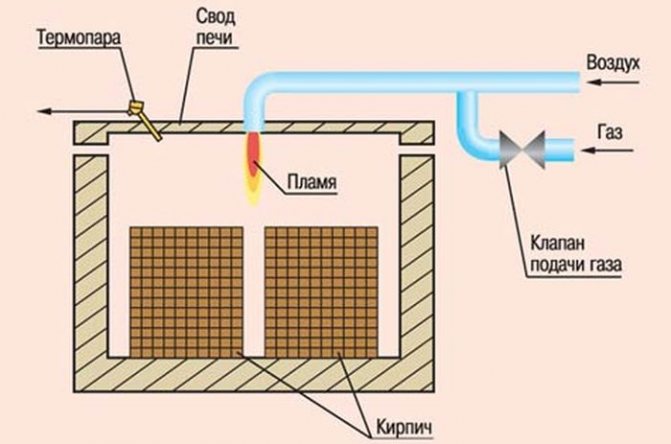
Дијаграм пећи за ложење опеке гасом
Препоручујемо следеће чланке:
Које су најбоље матрице за куповину Лего коцкица?
Како одабрати ручну прешу за цигле?
Карактеристике вишестепеног поступка печења керамичке опеке у тунелској пећи
Повећавање темпа градње и конкуренције између произвођача грађевинских материјала на узбекистанском тржишту захтева повећање количине и побољшање квалитета грађевинске опеке. Решење овог проблема може се постићи побољшањем система управљања технолошким процесима сушења, печења и производног циклуса за производњу опеке. Током проласка печења и сушења формирају се својства производа која одређују квалитет производа. Обухвата и измерене механичке и хидрофизичке показатеље (чврстоћу, отпорност на мраз и упијање воде) и визуелне недостатке (пукотине, топљење, изгарање). Пржење и сушење треба сматрати вишестепеним процесима преноса топлоте и масе који су праћени фазним и хемијским трансформацијама сировина.
Технолошки процес, производња опеке се углавном одвија у тунелским пећима, карактерише расподела температуре гасовитог медија (температурно поље) и оптерећења производа, нестабилност својстава полупроизвода, као и немогућност контроле својстава керамичког материјала током његовог дугог (до 120 сати) боравка у пећи, у режиму реалног времена. Недостатак поткрепљених препорука за избор оптималног температурног поља, узимајући у обзир показатеље квалитета готовог производа, промене својстава улазних токова материјала, стање технолошке опремљености, захтевају стварање математичког модела процеса, његове оптимизација и унапређење аутоматизованог система управљања.
Стварање контролног система за поступак печења керамичке опеке у тунелској пећи, који доприноси побољшању квалитета готових производа спречавањем хитних случајева, увођењем превентивних радњи добијених као резултат предвиђања карактеристика производа и одређивања оптималне температуре поље у условима нестабилности полупроизвода.
Тунелска пећ је непрекидна грејна инсталација у којој се набој производа помера дуж дугачког праволинијског канала за пуцање према носачу топлоте. Кретање производа кроз пећ настаје услед гурања новог аутомобила у канал сагоревања након одређеног времена, које се назива интервал потискивања. Механизам који гура аутомобиле назива се потискивач. На улазу и излазу, пећ је опремљена механичким завесама како би се елиминисало цурење ваздуха у канал за печење. Дужина колица у предкомори налази се између улазне завесе и зоне грејања. Ова карактеристика дизајна пећи дизајнирана је да спречи кршење температурног режима пећи приликом угуравања нових производа. Прво се аутомобил гурне у предкомору, док се завеса између њега и зоне грејања спушта. Након затварања улаза, излазна завеса предкоморе се подиже и аутомобил се гура директно у канал пећи.
Канал пећи је конвенционално подељен на положаје чија је дужина једнака дужини аутомобила у пећи, односно број положаја једнак је броју аутомобила који се испаљују.
При избору врсте пуњења узимају се у обзир дизајн и величина канала за пуцање, врста производа, гориво и начин његовог сагоревања и дизајн опреме горионика.
Структурни дијаграм производње керамичке опеке може се представити као ланац међусобно повезаних технолошких процеса (фаза). [1] Сл. једно.

Шипак. 1. Блок шема производње керамичке опеке
Изглед наплате. Сировинске компоненте наелектрисања (мешавине глина и нечистоћа, помешане у одређеним односима) допремају се у складиште глине, одакле се грабежном дизалицом премештају у лијевке појединачних хранилица за кутије, које врше једнолично храњење и запреминско дозирање компонената пуњења. Дозирање се регулише висином подизања капија и брзином доводних појасева, које се израчунавају на одређени начин.
Дозиране компоненте набоја доводе се до дробилице ножева, где се претходно уситњавају. Затим пуњење пролази кроз фазу обраде која се одвија у одговарајућој радионици. Садржи тркаче мокрог млевења, ваљаре грубог и финог млевења, мешаче глине. У тркачима мокрог млевења одвија се млевење, мешање, млевење, влажење пуњења водом, дробљење и гурање кроз плоче са рупама инсталираним у зони млевења. Максимална величина честица серије након тркача је 50 мм. Мешалица за пан, инсталирана испод тркача, пуни пуњење тракастим транспортером, који га допрема у ваљаоницу. Врши примарно млевење и млевење наелектрисања. Као резултат ове обраде, величина честица не прелази 3-5 мм. После почетног млевења, пуњење се помоћу тракастог транспортера доводи до другог ваљака. Процеси који се у њему одвијају слични су онима у претходном апарату, али максимална величина честица наелектрисања је већ 1 мм. [2]
Након такве обраде, пуњење улази у мешавину глине. Овде се одвија интензивно мешање, хомогенизација и додатно влажење пуњења до дате влаге у калупу. Зими, ако је потребно, керамичка маса се загрева паром. У комори мешача глине набој се сабија и утискује кроз рупе на решетки. Затим се убацује у хранилицу, а одатле - за обликовање у пужну вакуум прешу.
Формирање. Керамичка маса се помера у корито блока, у којем се упарује и потискује ножевима у прелазни део. У њему лопатице, замењене системом црва, гурају припремљену масу кроз сужене излазне рупе. Ножеви су масу исекли на плоче, које се доводе у вакуумску комору ради одзрачивања. Одатле, кроз доводне ваљке, улазе у пужну комору, где се низ црва гура кроз усник постављен на глави пресе. Тако се полуга добија у облику непрекидне траке. [3]
Резање. Унутар усника, језгре су постављене на посебном носачу, који чине пролазне рупе на шипци. Континуирана трака дрвета се сече на сировине - производе који се слажу на колица за сушење и убацују у тунелске сушаре.
Сушење. Расхладно средство је ваздух који долази из зоне хлађења тунелске пећи. Уздужну циркулацију расхладне течности у системима сушара обезбеђују издувни вентилатори који уклањају истрошену расхладну течност. Регулација његове количине врши се помоћу заклопки постављених на плафон сушаре. Део расхладне течности узимају из сушаре мобилни вентилатори који га циркулишу у попречном смеру канала јединице, равномерно дувајући сировину.Сушење је дизајнирано за уклањање вишка влаге из сировине, чији је показатељ релативни садржај заостале влаге у сировини на излазу из јединице. Према технолошким прописима производње, вредност ове променљиве је у распону од 1,5-3%. [четири]
Колица са осушеном сировином извлаче се из сушаре и шаљу у базу за претовар. Овде се сировина пребацује у сушаре. Структура која се добије као резултат ове операције назива се постављање опеке. Утоварени аутомобили се премештају у сушару, где се пуцају.
Процес печења је последњи и најважнији у производњи цигле, јер се током овог процеса коначно формирају својства производа која дефинишу појам „квалитета“. Обухвата и измерене механичке и хидрофизичке показатеље (чврстоћу, отпорност на мраз и упијање воде, итд.) И визуелне недостатке (пукотине, топљење, изгарање итд.).
Циклус печења састоји се од периода загревања, задржавања у подручју високе температуре (синтеровање) и хлађења, а сваки од ових периода карактеришу одређени физичко-хемијски процеси који се одвијају у керамичкој маси. Коначна својства производа зависе од исправности ових процеса, за које је неопходно придржавати се јасних захтева за температурни режим и трајање печења на сваком положају пећи.
Дакле, тунелска пећ је конвенционално подељена у 3 зоне: грејање, пржење и хлађење. Зона грејања намењена је завршном сушењу производа и њиховом загревању на температуру гасовитог медија зоне печења. Зона грејања састоји се од три дела. На првом, смештеном после предкоморе, сушење сировине започиње на ново уведеним аутомобилима у пећи топлотом издувних димних гасова, који су већ прошли кроз друге делове ове зоне (слика 1). У другом делу, са обе стране канала, налазе се отвори за одвођење димних гасова из пећи. У трећој фази производи се загревају димним гасовима и производима сагоревања горива који долазе из зоне печења.
Зона гађања подељена је на два дела: мали и велики пожар. У малом пожарном подручју полупроизвод се интензивно загрева топлотом димних гасова који долазе из великог пожара, као и топлотом горива изгорелог у горионицима овог подручја. Горионици су груписани у групе горионика смештене на сваком положају зоне испаљивања. У зони јаке ватре производи се држе на максималној температури.
Зона хлађења се конвенционално дели на брзу и завршну зону хлађења. Спољни ваздух доводи се у зону хлађења кроз отвор на крову и канале на излазу из пећи помоћу посебно уграђеног вентилатора. Дуж ваздуха који се у тунел допрема из околине креће се дуж њега, хладећи циглу. У оба зида расхладне зоне направљене су рупе кроз које се загрејани ваздух уклања из канала за пуцање у грејни канал и убацује у сушару.
Литература:
- Ладаниук А.П., Трегуб В.Г., Кисхенко В.Д. Управљање технолошким комплексима у рачунарски интегрисаним системима // Проблемс оф Манагемент анд Информатицс. - 2002. - бр. 2.
- Иаросхцхук И.В., Остапенко Иу.А.Експериментално проучавање пуцања опеке у тунелској пећи ради стварања математичке потпоре за систем управљања. дела ВИИИ међународне. научне и техничке цонф. „Машинство и техносфера на прелазу из КСКСИ века“. - Том З. - Доњецк: ДонСТУ, 2001.
- Технолошки прописи за производњу керамичког камења и опеке у погону керамичких зидних материјала. Одобрено. директор фабрике грађевинског материјала. - К., 1994. - 63 стр.
- Машинско-грађевинска керамика / Гарсхин А.П., Гропианов В.М., Заитсев Г.П., Семенов С.С. - СПб: ГТУ, 1997. - 726 стр.
Шта вам је потребно за куповину пећи од цигле
Ако размишљате о покретању посла с керамичком опеком, онда морате размотрити озбиљније могућности од паљења кријеса у дворишту. Ако сте већ одлучили да купите мини пећ од опеке, онда морате одабрати најприкладнију опцију. Вриједно је размислити о томе које количине се планирају произвести, јер свака пећ има свој капацитет.
Такође је важна тачка одабир пећи са одговарајућом врстом горива, јер у наше време брзих промена цена енергије ово питање захтева озбиљну пажњу. Вреди размотрити могућност куповине пећи већег капацитета ако постоје планови за повећање производње.
Када се разреше питања о главним карактеристикама, потребно је одабрати одговарајућу верзију модела и започети тражење опција за повољну куповину. Цена пећи од опеке код различитих продаваца и продаваца може да варира, тако да нема потребе за журбом. Већина представника који продају ове производе цене не стављају у јавно власништво, па морате напорно радити да бисте пронашли много. Али резултат уштеде може пријатно премашити сва очекивања!
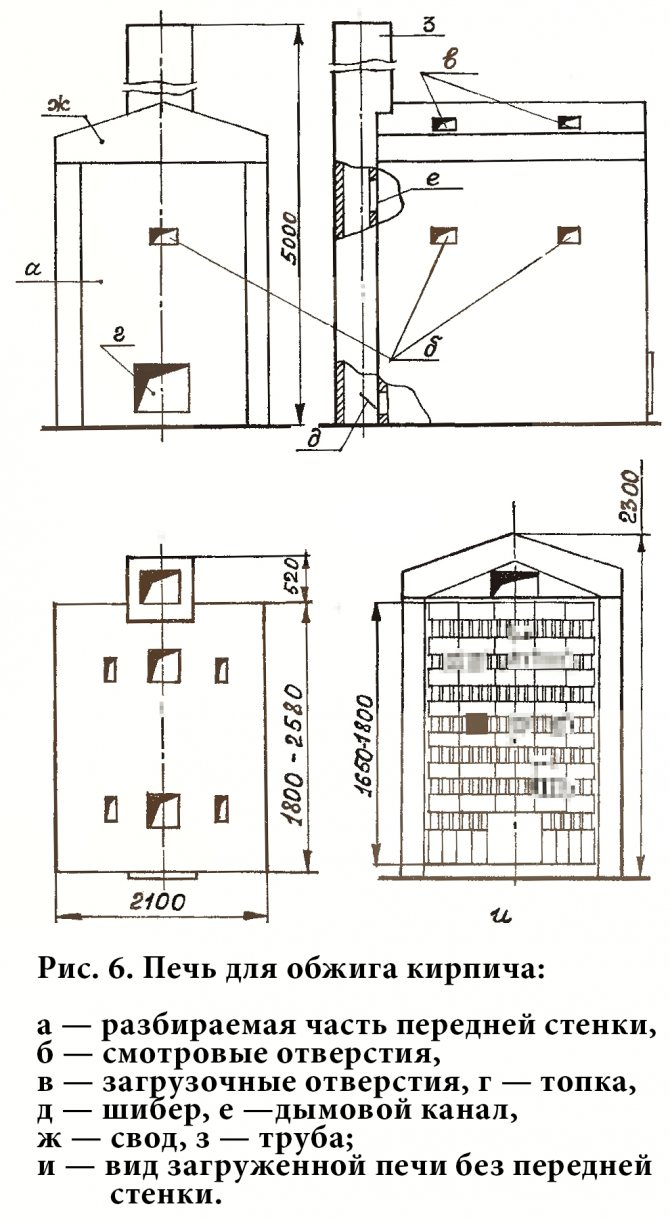
Начин печења цигле и уређај за његову примену
Проналазак се односи на производњу опеке и грађевинску керамику. ЕФЕКАТ: повећање интензитета процеса, обезбеђивање уједначености печења и побољшање квалитета добијених производа. Поставка цигле се формира секвенцијалним постављањем једног производа на други формирањем две супротне површине стуба са чврстим површинама производа. Стубови производа су постављени са формирањем празнина између наведених површина стубова, довољних за слободно кретање расхладне течности. Опека се пече у осовинској пећи. У каналу за ложење пећи постављене су вертикалне вођице, распоређене у групе у облику скупа водећих канала размакнутих један од другог. Извори расхладне течности су смештени у празнине између водећих канала, а расхладна течност се доводи у празнине између ивица матрице производа. 2 сец. и 12 п.п. на крају, 10 болесних
ТЕХНИЧКО ПОДРУЧЈЕ Проналазак се односи на индустрију грађевинских материјала и може се користити у производњи опеке и неких других керамичких производа, наиме у технолошком процесу печења. Изум је применљив на све врсте опека и керамичких камена који имају облик правоугаоног паралелепипеда, као и облик у његовој близини.
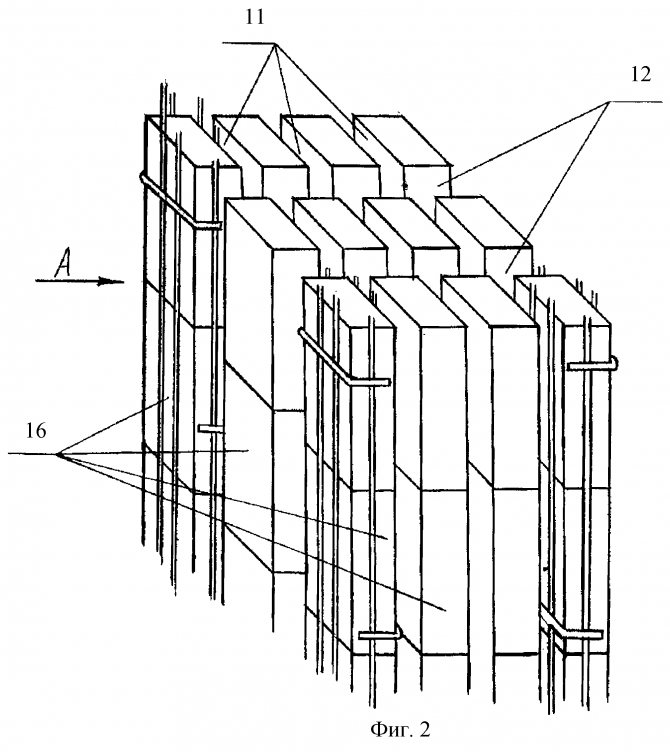
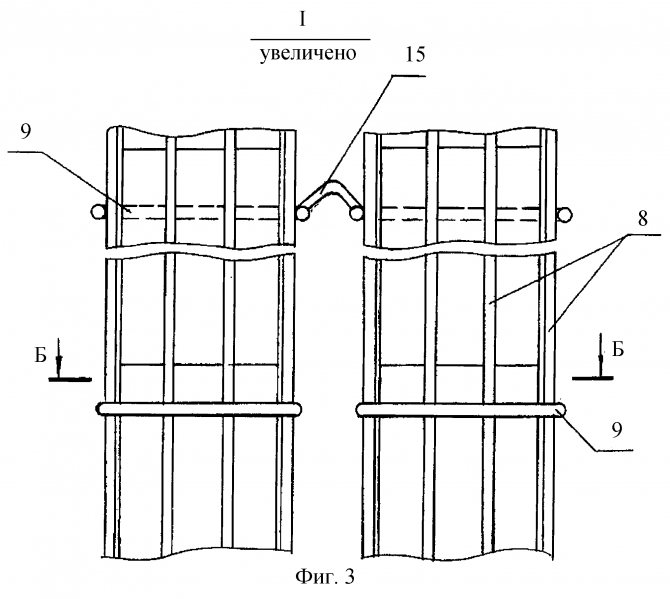
ИСТОРИЈАТ Најпознатије методе за печење опеке у прстенастим и тунелским пећима. Међутим, недостатак таквих пећи је неравномерно печење сложених опека, гломазна производња, губици топлоте, присуство посебних колица за померање терета производа. Недавно су широко распрострањене вертикалне континуалне пећи: осовина и прорез са покретним материјалом и стационарне технолошке зоне. Технолошки процес у вертикалним пећима усмерен је одозго надоле, што је омогућило коришћење кретања производа под сопственом тежином и искључивање специјалних возила за кретање производа кроз пећ. Поред тога, вертикални дизајн пећи омогућио је приближавање извора топлоте испаљеним производима, што је довело до повећања топлотне ефикасности процеса и смањења времена печења. Дакле, вертикалне пећи мање троше материјал, а начин печења у таквим пећима је бржи, продуктивнији и економичнији. Познат је поступак ложења керамичких производа (патент за проналазак 2110027, РФ, класа Ф 27 Б 1/00 , Ф 27 Б 9/14, публ. 27.04.1998), у коме се потискивач из преше производи секвенцијално убацују у пећ.Производи се померају по спиралној путањи, коју поставља спирални ваљак са једним окретом, од врха до дна кроз зоне грејања, печења и хлађења. Канал за кретање је формиран цилиндричним размаком између коаксијално смештених зидова пећи (унутрашњег и спољног). Загревање опеке у зони печења врши се помоћу горионика на гас који се налазе у спољном зиду пећи.Ова метода обезбеђује високу продуктивност процеса, али захтева посебну опрему. Поред тога, кавез од опеке, односно производа који се постављају један на други, умире на калупу (тј. Кревет на кревету), не обезбеђује једнообразан приступ носача топлоте целој површини производа, што доводи до неравномерног печења производ у својој запремини, керамички производи у вертикалној пећи (патент за проналазак 2098384, РУ, класа Ц 04 Б 33/32, Ф 27 Б1 / 00, објављено 10.12.1997), укључујући довод расхладне течности у кавез у водоравном смеру од неколико формираних слојева по слојевима и усмерених један према другом потоцима који се конвергирају у средишту кавеза, померајући се за једну степеницу према горе, а затим одступајући од центра у супротним смеровима. У овом случају се паковање производа врши на такав начин да постоје измене у висини редова цигле уграђених на ивици кашике и на матрицу. Изглед кавеза од опеке инсталиран на ивици кашике не мења се и понавља се кроз ред у висини. Осигурава пролазне канале за пролаз расхладне течности. Подешавање редова опеке положених на блок се мења. У првој верзији постоји један канал за пролазак расхладне течности и он пролази кроз средиште реда, делећи ред на два једнака дела. У другој верзији формирају се два бочна канала који се налазе између пуњења и супротних зидова пећи, којима су пећи суседне. Горе поменуто кретање расхладне течности из слоја у слој тече кроз канале формиране одређеним распоредом производа у редовима, понавља се много пута, као и наизменично мењање редова у кавезу. Ово осигурава равномерну расподелу расхладне течности и ваздуха за хлађење производа по висини слога. Сирове цигле се утоварују ручно или помоћу аутоматске машине. Кретање кавеза може бити континуирано или периодично након одређеног временског периода. Читав кавез од опеке држи се и помера посебним уређајем.Предност горе наведеног проналаска је побољшање квалитета производа обезбеђивањем уједначености печења, међутим, кавез производа има прилично сложену структуру и захтева посебан уређај Најближи проналаску је поступак печења зидних керамичких производа у вертикалној пећи (патент за проналазак 2031340, РФ, класа Ф 27 Б 1/00, објављен 20.03.1995, билтен 8), је технолошки циклус који укључује утовар производа слојевитим механизмом утовара са врха пећи, синхроно померање целог набоја дуж канала за пуцање и редно истовар готових производа из слоја по слоју дно тела. Производи се утоварују у облику стубова са пресеком 250к250. Приликом печења производа у млазницама гориво се сагорева, а кроз уређаје за дистрибуцију гаса настала расхладна течност оставља празнине и пере кавез. Дизајн кавеза игра одлучујућу улогу у процесу размене топлоте између производа и протока гаса, и у ширењу топлоте у телу цигле. Неравномерно загревање производа, посебно у условима велике брзине печења, доводи до искривљења и деформације производа, што значи смањење квалитета готовог производа. Сходно томе, кавез треба да пружи минималан отпор кретању гасова и ваздуха, да промовише најједноставнију расподелу ватре по одељку канала пећи, да буде стабилан и истовремено погодан за утовар и истовар цигле.Кавез је савршен у погледу термичког инжењерства, у којем се производи уграђују тако да се расхладном течношћу слободно и равномерно испире максимална могућа површина производа. У раствору према патенту 2031340 сваки стуб кавеза формира редови цигле постављени један на други формирањем пресека 250к250, односно ... неколико производа у сваком реду стуба. У овој верзији дизајна кавеза постоје лавиринт прорези за пролазак расхладне течности, што отежава приступ расхладној течности производима. Као резултат, смањује се интензитет печења, повећава се време потребно за довољно загревање производа, а поред тога није обезбеђено равномерно загревање производа унутар кавеза. Позната је вертикална пећ за печење керамичких производа (патент за проналазак 2023965 , РФ, класа Ф 27 В 1/00, објављено 30.11.1994, билтен 22), садржи вертикалне канале за пуцање формиране вертикалним зидовима од отпорног на топлоту материјала, механизме за утовар и истовар који се налазе на оквиру пећи, изнад улазни и испод излазних делова канала за испаљивање. У зидним празнинама између суседних делова пећи налазе се горионички уређаји и канали за довод ваздуха за производе сагоревања и хлађења, као и канали за уклањање загрејаног ваздуха и димних гасова. Улазни део канала за испаљивање је заптивен, а зоне за пуцање и хлађење одвојене су ротирајућим опружним заклопкама. Као елементи механизма за истовар готових керамичких производа користе се хидраулични цилиндри, обртне стезаљке и тракасти транспортер. Пећ је класификована као пећ са вертикалним прорезом и има све предности горњих пећи које су горе наведене. Поред тога, пећ примењује ефикасан начин радијацијско-конвективног ложења, у коме се производи загревају протоком димних гасова и топлотним зрачењем из микро пахуљица и зидова горионика. Међутим, пећ се састоји од неколико одељака који садрже један вертикални канал за ложење. и одвојени зидовима, што говори о великој потрошњи материјала. Дизајн кавеза у овој пећи је стуб производа сложених један поред другог један на други, што подразумева присуство малих празнина између производа у кавезу, што, пак, утиче на равномерност загревања производа, и самим тим и квалитет добијених производа. уређај је усвојио вертикалну пећ (патент за проналазак 2031340, РФ, класа Ф 27 Б 1/00, публ. 20.03.1995, бик. 8), која садржи вертикално правоугаоно тело са грејањем , зоне за пуцање и хлађење, хоризонталне преграде са прозорима, уређаји за утовар и истовар, кутије за довод и излаз гаса, утовар производа, који је постављен са размаком у прозорима преграда и представља скуп стубова са пресеком од 250к250 мм. Да би се побољшала регулација процеса ложења, пећ је опремљена проточним резервоарима са водом који се налазе у зони грејања и хлађења и међусобно су повезани, а уређаји за расподелу гаса пећи изведени су у облику правоугаоних делова цеви положених у међусобно пресецани водоравни редови, покривајући товар производа с прекидима на пресечним тачкама за излаз Горње карактеристике дизајна пећи омогућавају да се донекле побољша униформност печења, међутим распоред производа у кавезу у облику стубови величине 250к250 ограничавају приступ расхладне течности на површину производа унутар колоне. истовремено појачавање процеса печења. Проблем је решен чињеницом да се у методи печења опеке у осовинској пећиукључујући утовар производа са врха тела пећи са уградњом на набој, направљен у облику сета стубова производа равномерно распоређених у запремини пећи, синхроно кретање наелектрисања дуж канала сагоревања, напајање расхладне течности до празнина између стубова и истовара готових производа са дна пећи, према проналаску, сваки ступац набоја формира се секвенцијалном уградњом једног производа на други формирањем две супротне површине стуба помоћу ован површине производа, стубови производа се постављају у канал за испаљивање формирањем празнина између поменутих стубова стубова довољних за слободно кретање расхладне течности, а расхладно средство се испоручује у празнинама окомитим на ивице које творе ован површине производа. Технички резултат, односно уједначеност печења производа, постиже се повећањем површине слободне за равномерни приступ носачу топлоте. Такво повећање постало је могуће захваљујући предложеној структури кавеза за производе. У патентном поступку, свака цигла се поставља тако да ивице производа, највеће површине, тј. матрице се слободно испирају расхладном течношћу. У овом случају, у једном конкретном случају примене предложене методе, цигле се постављају „са бодом на боду“, а у другом - „кашиком на кашици“. Поке је најмање лице цигле, стога је пожељно применити методу уградњом производа „поке на длан“. У сваком случају примене методе, неизоставни услов је формирање две супротне површине колоне са чврстим површинама производа, дакле, чврсте ивице производа, које имају највећу површину, у сваком случају формирања стубова кавеза остају слободни и отворени за приступ расхладној течности. Зазори између ивица суседних стубова које чине чврсте површине производа су од 10 до 40 мм, а размаци између ивица окомитих на наведени су од 20 до 80 мм. Празнине се користе за обезбеђивање слободног приступа расхладне течности производима. Међутим, када је размак између ивица насталих чврстим површинама опеке већи од 40 мм, а величина већа од 80 мм, за размаке између ивица окомитих на горе поменуто потребно је довољно температурно напрезање јер пуцање није предвиђено. Када је величина размака између лажних површина цигле мања од 10 мм, у њих је немогуће поставити стезне елементе механизма за причвршћивање да држе стубове производа током истовара. Величина размака између ивица окомитих на површине матрице производа, мања од 20 мм, неће омогућити да се у њих ставе извори топлотне енергије ложишта и издувни уређаји за гас. По завршетку померања стубова производи у каналу за печење за количину једнаку величини производа дуж висине колоне, производи се истоварају. Истовар се врши редом, а пре тога се сваки производ фиксира у низу виши од неоптерећеног, а циљ се постиже и чињеницом да је осовинска пећ за печење опеке која садржи канал за пуцање, уређај за утовар инсталиран изнад горњи отвор пећи, уређај смештен испод доњег отвора истовара пећи, укључујући механизам за фиксирање набоја и механизам за спуштање и истовар производа, изворе топлотне енергије за ложење, смештене у каналу за ложење и уређаје за одвођење гаса, према према предметном проналаску, пећ је опремљена вертикалним водилицама монтираним у каналу за ложење, распоређеним у групе у облику сета вођица размакнутих један од другог канали који слободно прекривају стубове из узастопно постављених један на други са формирање две насупротне површине стуба са производом по површини оловадок су вертикалне водилице суседних водилних канала близу поменутих ивица стубова међусобно удаљене формирањем празнина између стубова производа довољних за слободно кретање протока расхладне течности, а извори топлотне енергије су смештене у празнине окомите на поменуте. Увођење вертикалних вођица у структуру уређаја, разбијање радне запремине пећи у сет вертикалних канала за вођење, омогућава организовање проласка испаљених производа један за другим одозго према доле дуж канала за печење . Овим решењем димензије канала су што ближе димензијама превожене колоне производа, али не ометају кретање производа. Вертикалне вођице могу бити израђене у облику вертикалних шипки од легуре отпорне на топлоту. Шипке су комбиноване у групе које чине канал за вођење и међусобно су причвршћене помоћу водоравних заграда које покривају шипке на једној или другој страни канала наизменичним мушким странама дуж висине канала. Спајалице имају само тачкасту везу са водилицама, направљене, на пример, методом заваривања, а заварене шипке се такође мењају. Одсуство круте везе осигурава покретљивост система, елиминише изобличења и деформације могуће током печења на високим температурама. Вертикалне вођице могу бити израђене од танких трака материјала отпорног на топлоту, међутим, у било којој изведби, дебљина вођица треба да буде знатно мања од димензија испаљених производа. Ово је неопходан услов за обезбеђивање слободног циркулације расхладне течности између предмета у набоју, па наведени списак основних карактеристика омогућава добијање техничког резултата сличног методи, наиме за обезбеђивање равномерног испаљивања предмета у пећ. Добијање истог техничког резултата указује на јединство пронађеног концепта који повезује наведени поступак и уређај, а канали за вођење за премештање испаљених производа размакнути су формирањем празнина. Величина зазора између страница водећих канала који одговарају површинама стубова кавеза које чине ованне површине производа је од 10 до 40 мм, а величина окомитог на њих размака је од 20 до 80 мм . Величине празнина одговарају условима за примену методе печења и претходно су објашњене. Горња граница интервала је због технолошких разлога, наиме, чињенице да се са великим празнинама неће створити довољан температурни стрес да би се осигурало потребно загревање производа. Доње границе су из техничких разлога, наиме због чињенице да се у празнинама налазе извори топлотне енергије, уређаји за одвођење гаса и стезни елементи механизма за причвршћивање. дифузијски горионици горионика постављени у каналу за пуцање и уграђени на такав начин да се место рупа за излаз расхладне течности подудара са местом празнина између ивица стубова кавеза које чине оловне површине производа . Дакле, протоци расхладне течности су строго оријентисани и усмерени у празнине између плоча стубова кавеза које чине ован површине производа. Ово техничко решење омогућава повећање топлотне ефикасности и економичности процеса печења због максималне апроксимације извора топлоте на производе који се пеку, повећање интензитета процеса због строге оријентације токова носача топлоте.Да би се организовали токови носача топлоте, пећ може бити додатно опремљена вентилима смештеним водоравно у празнинама између водећих канала изнад извора топлоте.Технологија печења која користи плинске горионике захтева посебне канале за уклањање производа сагоревања гаса. Пећ је снабдевена уређајима за испуштање гаса направљеним у облику цеви, а цеви се постављају у радну запремину канала за печење пећи и постављају у празнине између водећих канала слично распореду горионика на гас. Спуштање колоне производа врши се у режиму корак по корак због интеракције механизма за причвршћивање, који је ротиран у односу на водоравну осу стола и ланчаних транспортера, који заједно чине механизам за истовар производа. канал за печење пећи у процесу истовара доњег реда производа. Ротациони сто, инсталиран са могућношћу клипног вертикалног кретања, омогућава вам да одвојите доњи неоптерећени ред производа и пренесете те производе на транспортно средство, елиминишући ризик од оштећења површине готових производа. Ротациони сто је опремљен прорезима смештеним на страни супротној оси ротације стола, а направљен је са могућношћу проласка кроз њих ланчаних транспортера. Дакле, искључена је употреба додатних потисних средстава, неоптерећени производи се постављају директно на транспортер, а затим уклањају из зоне пећи. Приликом извођења транспортера у облику ланчаног транспортера, предвиђене су две нити за сваку гомилу производа. Поред горе наведеног техничког резултата, који је омогућио побољшање квалитета произведених производа, наведени уређај карактерише топлотна ефикасност због равномерне расподеле топлотног оптерећења по пресеку и висини пећи, топлотна ефикасност и интензивирање процеса печења, због близине горионика пламеним производима, а истовремено мала потрошња материјала, једноставност и једноставност одржавања и поправке Списак слика цртежа Проналазак је илустрован цртежима који приказују: слика 1 - осовинска пећ, шематски приказ; на сл. 2 је дијаграм паковања производа са уградњом опеке са „набором у кундак“, фронтална изометријска пројекција, који приказује празнине између стубова производа у товару и место вођица за стуб производи; на сл. 3 - удаљени елемент И са слике 1, који приказује релативни положај вертикалних вођица и водоравних заграда, формирајући канале за пролазак производа; слика 4 је хоризонтални пресек б-б на слици 3, који приказује размаке између водећих канала; на сл. 5 је бочни приказ кавеза са шематским приказом положаја горионика на гас и уређаја за одзрачивање гаса; на сл. 6 - одељак Б-Б на слици 5, који приказује расподелу токова носача топлоте; слика 7 - елементи механизма за закључавање; на сл. 8 - механизам за истовар и приказује крајње положаје ротационог стола при раду са ланчаним транспортером; Слика 9 је поглед одозго на ланчани транспортер са неоптерећеним производима; Слика 10 је скица опеке која приказује ивице. Подаци који потврђују могућност извођења проналаска Предметни поступак печења цигле је примењен помоћу наведеног уређаја. Садржи осовинска пећ за печење опеке (види слику 1). ) тело 1 у коме се налази канал за пуцање 2. Изнад горњег отвора пећи уграђен је механизам за пуњење 3. Испод доњег отвора пећи налази се механизам за учвршћивање 4 и механизам за спуштање и истовар производа, направљени у облику стола 5 који се окреће око водоравне осе 6, инсталиран са могућношћу вертикалног узвраћања и интеракције са ланчаним транспортером 7.Пећ је опремљена вертикалним вођицама 8, монтираним у каналу за печење 2. Водичи 8 су израђени у облику вертикалних шипки од легуре отпорне на топлоту, распоређених у групе помоћу хоризонталних конзола 9 и чинећи комплет истог типа вертикалних водећих канала 10 за пролазак стубова терета производа. Хоризонталне спајалице 9 прекривају шипке са једне или с друге стране, наизменично дуж висине канала мушких страница (види слику 3.) Водећи канали 10 служе за организовање проласка производа који стижу на печење. Димензије водећих канала су што ближе димензијама производа који кроз њих пролазе. Водећи канали 10 дефинишу размаке 11 и 12 између себе (види Слику 4). Величина зазора 12 је 75 мм и настала је због смештаја у њима извора топлотне енергије паљења, направљених у облику снопних горионика 13 дифузионог типа, цеви 14 за одвођење димних гасова и загрејаног ваздуха , и вентили 15, направљени у облику профилних трака и постављени водоравно између водилица 8 (види слику 5). Постављање производа у пећници је сет стубова 16 (види слику 2). Сваки стуб се добија узастопним постављањем једног производа на други на најмање лице, тј. „Набости на кундак“ (види слику 10). Горионици 13 имају рупе 17 за излаз расхладне течности (види слику 6). Горионици су инсталирани између водећих канала, а положај рупа 17 поклапа се са местом празнина 11 између ивица стубова кавеза 16 формираних од ованних површина производа. Величина празнина 11 је 35 мм. Вредност је, с једне стране, последица технолошких разлога и довољна је за слободан пролаз топлотних токова, с друге стране, стезни елементи 18 механизма за причвршћивање 4 налазе се у празнинама 11. Механизам за причвршћивање 4 је направљен у облику сета еластичних стезаљки 18, појединачних за сваку колону производа (види. 7), који раде из хидрауличног погона, и служи за држање стубова терета производа током истовара. Ротациони сто 5 је опремљен (види слику 8) са прорезима 19 који се налазе на страни супротној оси ротације 6 и направљени са могућношћу проласка кроз њих ланчане транспортере 7. Метода печења производа у горњој пећи спроводи се на следећи начин: механизмом 3, товар припремљен за печење производа (у нашем случају то су цигле) уграђује се на горњи ред стубова 16 кавеза осовинске пећи спремне за рад, а настала расхладна течност кроз рупе 17 се доводи у усмерени проток у празнине 11 између урадите ивицама стубова у кавезу формираним блоковским површинама опеке (види. Слика 6). Због чињенице да су стубови размакнути у запремини пећи формирањем празнина 11 и 12, расхладна течност слободно пере сваки стуб 16 производа, обезбеђујући на тај начин равномерно загревање сваке цигле. Носач топлоте је што је могуће ближе производима на које се пуца, што доприноси интензитету печења и омогућава, у најкраћем могућем року, уз минималну потрошњу горива, сагоревање производа без недостатака са високим техничким параметрима. Вентили 15, који ограничавају ширење носача топлоте тече вертикално према горе и усмеравају токове носача топлоте у хоризонталном смеру између стубова 16 производа, такође доприносе уједначености печења. Отпад дима добијен као резултат сагоревања и загрејани ваздух захватају цеви 14 и уклањају се из зоне пуцања. По истеку технолошки одређеног времена печења, механизам за причвршћивање 4 стеже цигле претпоследњег, у односу на неоптерећени ред помоћу појединачних стезних елемената 18 и држи стубови 16 производа. Грамофонска плоча 5, на којој се налази доњи ред готових производа 20, спушта се за износ једнак висини производа у колони пуњења, одвајајући тако неоптерећени ред цигле.Затим се сто 5 ротира око хоризонталне осе 6, док се истоварени производи 20 слажу директно на транспортер 7 (види слику 9), пролазећи кроз отвор 19 стола 5, а затим уклањају из подручја сто, дајући овом последњем прилику да се попне у почетни положај. Утовар се следећа серија сирове цигле. Стубови 16. су фиксирани. Кавез од опеке спуштен је за величину опеке дуж висине стуба у кавезу. Тада се одвија истовар и циклус се понавља.
Потраживање
1. Метода печења опеке у осовинској пећи, укључујући утовар производа са врха тела пећи са уградњом на пуњење, израђених у облику сета стубова производа равномерно распоређених у запремини канала пећи, синхроно кретање пуњења дуж канала за пуцање, доводећи расхладну течност до празнина између стубова и истоварајући из доњих пећи готових производа, назначено тиме што је сваки стуб кавеза обликован узастопним постављањем једног производа на други да би се створиле две супротне површине стуба помоћу ованних површина производа, стубови производа се постављају у канал за пуцање формирајући празнине између стубова стубова довољне за слободно кретање расхладне течности, а довод расхладне течности врши се у празнине окомите на ивице које чине ован површине производа. 2. Поступак према захтеву 1, назначен тиме, што су предмети у кавезном стубу забодени у кундак. 2. Поступак према захтеву 1, назначен тиме што се производи у кавезној колони постављају кашиком на кашику. 4. Поступак према патентном захтеву 2 или 3, назначен тиме што су размаци између ивица суседних стубова формираних од овалних површина производа 10-40 мм, а размаци између ивица окомитих на поменуте 20-80 мм . Метода према било ком од параграфа. 6. Осовинска пећ за печење опеке која садржи канал за печење, уређај за утовар инсталиран изнад горњег отвора пећи, уређај за истовар смештен испод доњег отвора пећи, укључујући механизам за учвршћивање пуњења и механизам за спуштање и истовар производа, извори топлотне енергије за ложење смештени у каналу за ложење и уређаји за одвођење гаса, назначени тиме што је пећ опремљена вертикалним водилицама монтираним у каналу ложења, распоређеним у групе у облику скупа канала за вођење међусобно удаљених, слободно обухватајући ступове из сукцесивно постављених један на други формирајући рам површине две насупротне странице стуба производа, док су у близини поменутих ивица стубова вертикалне вођице суседних водећих канала одвојене од један другог формирањем празнина између стубова производа довољних за слободно кретање тока расхладне течности и извора топлоте енергије се постављају у празнине окомите на горе наведене 7. 7. Пећ према патентном захтеву 6, назначена тиме што су размаци између страница водећих канала који одговарају ивицама стубова кавеза формираних од потпорних површина производа од 10 до 40 мм, а зазори окомити на њих су од 20 до 80 мм. 8. Пећ према захтеву 6 или 7, назначена тиме што су вертикалне вођице израђене у облику вертикалних шипки од топлотно отпорне легуре и комбиноване су у групе помоћу хоризонталних држача који покривају шипке с једне или са друге стране канал, наизменично дуж висине канала мушких страница. Пећ у складу са било којим од параграфа.6-8, назначен тиме што су извори топлотне енергије за ложење израђени у облику дифузионих горионика снопа уграђених у поравнање положаја рупа за излаз расхладне течности и празнина између ивица кавеза стубови које чине ован површине производа. 10. Пећ према захтеву 9, назначена тиме што је пећ опремљена вентилима за организовање токова расхладне течности, смештеним водоравно у празнинама између водећих канала изнад извора топлотне енергије. Пећ у складу са било којим од параграфа. 6-10, назначен тиме што су уређаји за испуштање гаса изведени у облику цеви које се налазе у празнинама између водећих канала сличних изворима топлотне енергије. Пећ у складу са било којим од параграфа. 6-11, назначен тиме што је механизам за фиксирање набоја изведен у облику скупа појединачних стезних елемената за сваку колону производа. Пећ у складу са било којим од параграфа. 6-12, назначен тиме што је механизам за спуштање и истовар производа направљен у облику стола који се може ротирати у односу на водоравну осу, инсталираног са могућношћу вертикалног узвраћања. 14. Пећ према захтеву 13, назначена тиме што је обртни сто опремљен прорезима смештеним на страни супротној оси ротације стола и направљен са могућношћу проласка кроз њих ланчаних транспортера.
СЛИКЕ
,
,
,
,
,
,
,
,
,
Своје руке градимо пећ за печење керамике
Тип пећи се бира на основу броја производа који ће се отпустити. Ако је запремина мала, правимо рерну 250-300 литара. За већи посао ће вам требати велика пећ, величине мале собе.
Инструменти
За изградњу мале пећи потребни су вам следећи алати:
- Браварски алат - за рад са металом. Апарат за заваривање, сет кључева, турпија, угаона брусилица (угаона брусилица), бушилица, чекићи.
- За рад са шамотном опеком и керамиком - зидарски чекић, глетер, дијамантски диск за угаоне брусилице.
- Индивидуална средства заштите. Респиратор, заштитне наочаре, рукавице и густа памучна одећа неопходни су за рад са угаоним брусилицама и минералном вуном.
Радни налог
Пећ се састоји од тела, горионика, плафона, изоловане коморе, поклопца.
Редослед конструкције:
- Кућиште. Правоугаону металну кутију бирамо ако се као облога користе шамотне опеке или металне цеви, ако изолујемо минералном ватросталном вуном.
У цилиндричној структури расподела топлоте је равномернија. Заваривамо ноге на тело.
- Ставимо до дна облоге оквира, ставити четири керамичка изолатора из далековода или шамотне опеке по ивици - они ће служити као преклапајући се постови.
- Обложимо зидове и кров. На малтеру је боље положити шамотну циглу. Користимо каолин високе густине или базалтну вуну. Увијамо цилиндар од листа вате у неколико слојева како бисмо избегли шавове - мостове губитка топлоте. Причврстите на зидове азбестним каблом и керамичким дугмадима. Ивице врха изолације су омотане споља, што ће заптивати и топлотно изоловати спојеве поклопца и тела.
- Преклапаћемо се на постовима.
Код велике тежине производа за преклапање користимо суве зидове од шамотне опеке, а мале тежине - керамичке плочице одговарајуће величине.
- Инсталирамо горионик. Може се купити у продавницама за снабдевање гасом. Снагу је боље покупити не мање од 2 киловата (зависи од губитка топлоте и запремине конструкције).
- На дну тела и облоге бушимо рупу за горионик. Пламен не би требало да додирује производе, ово је главни принцип постављања млазнице. Постављање млазнице водоравно олакшава подешавање и одржавање.
- Изолујемо поклопац конструкције. За минималне губитке топлоте изолујемо целу структуру споља.
- У поклопцу остављамо рупу за излаз производа сагоревања и контролу процеса. Пружамо вентил за контролу температуре.
- Да бисмо узели податке о температури унутар рерне, уграђујемо термоелемент електронског термометра.
Пећ је спремна. Проводи се пробни рад. Ако је зидање коришћено шамотном опеком, прво се пећ суши у нежном режиму.
Како ложити керамику?
Да би се керамика правилно пуцала, важно је посматрати температурни режим у пећници. Пуцање се одвија у три фазе:
- Испаравање влаге. Производи се загревају на 250 ° Ц и стоје на тој температури.
- Ужарена до 900 ° Ц у затвореној рерни. Дешава се синтеровање глине.
- Постепено хлађење.
Пећи морају не само да развију потребну температуру, већ и да омогуће њено регулисање. Дизајн треба да буде што једноставнији, утовар и истовар производа - једноставно.