Tecniche di fabbricazione dei mattoni
Come funziona la cottura dei mattoni?
Esistono due metodi comuni per realizzare i mattoni. La prima è la pressatura semisecco e secca. Il metodo di stampaggio della plastica è il secondo metodo di fabbricazione dei mattoni. La differenza sta nella quantità variabile di umidità contenuta nella materia prima in entrambi i metodi di produzione. Va notato che il secondo metodo di produzione è il più utilizzato.
I mattoni stampati in plastica possono essere cavi o pieni. Il principio di produzione di entrambi i tipi di mattoni è lo stesso, la differenza è che l'argilla è preparata più accuratamente per i mattoni cavi.
Si possono distinguere le seguenti fasi della produzione di mattoni:
- Preparazione delle materie prime
- Stampaggio da barra
- Essiccazione di mattoni grezzi
- Burning
Va notato che ogni fase è caratterizzata da un'attenta osservanza dei parametri. Ad esempio, per eseguire la cottura, che è la fase finale della produzione, devono essere rispettati tutti i requisiti tecnici. La tecnologia di cottura dei mattoni implica il rispetto delle condizioni sia di temperatura che di tempo. In caso contrario, un prodotto difettoso è inevitabile.
Forno a tunnel
La maggior parte delle fabbriche di mattoni che producono singoli mattoni pieni e pietre ceramiche sono dotate di forni di questo tipo. Rappresentano un tunnel attraverso il quale si muovono carrelli o un nastro trasportatore con materie prime. Il loro spazio di lavoro può avere uno o due canali situati in linea retta o di forma chiusa e anulare.

Principio di funzionamento
A differenza degli impianti ad anello, qui tutto avviene al contrario: il materiale si muove attraverso le restanti zone fisse e ben delimitate di riscaldamento, ricottura e raffreddamento. Il materiale si sposta in sequenza da una zona all'altra. In un forno di questo tipo, c'è solo un ingresso e un'area di scarico. Si trovano alle estremità opposte del tunnel e sono dotate di meccanismi che sigillano ermeticamente lo spazio interno del forno durante il carico e lo scarico del materiale. La sigillatura avviene automaticamente, il che evita un consumo eccessivo di liquido di raffreddamento. Anche lo spazio sopra il pavimento, sotto il nastro trasportatore o il fondo dei carrelli non si riscalda, poiché è recintato con un cancello di sabbia.
Il gas naturale viene utilizzato come vettore di calore. A volte vengono modificati per funzionare con olio combustibile, gasolio, olio da riscaldamento ed energia elettrica. È possibile la combinazione di opzioni.
Il forno funziona 24 ore su 24. I bruciatori a gas dirigono le fiamme del gas in combustione sulla massa del mattone direttamente (in forni aperti) o attraverso schermi protettivi (in forni a muffola). Ventilatori e raccoglitori di fumo sono installati lungo l'intero canale, dirigendo la quantità richiesta di aria riscaldata e fumi verso le zone richieste del forno attraverso speciali canali di circolazione. Questi dispositivi funzionano indipendentemente l'uno dall'altro e sono controllati a distanza dall'operatore. Il forno viene caricato manualmente dagli operai e lo scarico è meccanizzato.
La tecnologia di sparo è automatizzata il più possibile. Speciali programmi per computer con l'aiuto di numerosi sensori monitorano il processo tecnologico e danno comandi di controllo:
- regime di temperatura in tutte le zone.
- pressione dell'aria.
- la velocità dei carrelli.
La scelta della modalità di funzionamento del forno viene effettuata in automatico e dipende dai parametri iniziali del mattone grezzo (tipo, forma, dimensione, livello di umidità, tipo di gabbia).Il controller memorizza tutte le modalità possibili in memoria e seleziona quella più ottimale. Anche il controllo della qualità dei prodotti finiti è automatizzato. La durata del ciclo tecnologico per i prodotti solidi va dalle 36 alle 40 ore, le pietre cave sono pronte in un giorno.
izkirpicha.com
Come vengono cotti i mattoni in ceramica
Il mattone grezzo contiene dall'8% al 12% di umidità, entra nel forno per la cottura, dove viene inizialmente essiccato. Quindi la temperatura aumenta fino a un livello di 500-800 ° C, al quale si verifica la disidratazione dei minerali dall'argilla. Per questo motivo, il prodotto si restringe. A temperature superiori a 200 ° C, si osserva il rilascio di impurità organiche volatili e additivi.
In questa fase, la temperatura di cottura del mattone aumenta a una velocità di 300-350 ° C / h. La temperatura viene mantenuta costante fino a quando il carbonio non viene bruciato. E solo dopo, la temperatura viene portata a 800 ° C. L'esposizione a tali temperature fa sì che il prodotto cambi la sua struttura. Per qualche tempo mantengono la temperatura massima per un riscaldamento uniforme del mattone. Quindi la temperatura inizia a diminuire gradualmente.
Il tempo di cottura del mattone può variare da 6 ore a 48 ore. Durante questo processo, il mattone cambia strutturalmente ripetutamente. Se viene seguita la tecnologia di produzione, l'output è un prodotto con qualità ad alta resistenza e resistenza all'acqua. È caratterizzato da proprietà di isolamento acustico e termico, nonché resistenza a varie condizioni di temperatura.
Consigliamo di leggere:
Cosa comprare l'attrezzatura per la produzione di mattoncini Lego in Russia?
Scegliere una macchina per mattoni in arenaria calcarea.
Qual è questo processo e le caratteristiche della tecnologia
Il trattamento termico dei materiali da costruzione in argilla sotto l'influenza di alte temperature è chiamato cottura. Questa è la fase finale nella produzione di blocchi di mattoni. La tecnologia di cottura comprende 3 fasi:
- Riscaldamento.
- Bruciando.
- Raffreddamento.
Nella prima fase, il mattone viene riscaldato a una temperatura di 120 gradi, per far evaporare l'acqua da esso. Quindi, per bruciare le impurità di origine organica e il ritiro finale del liquido, si scalda a 600 gr. Nella fase successiva, la temperatura di cottura del mattone è di 920-980 gradi. Allo stesso tempo, l'argilla inizia a ridursi e la forza viene acquisita. In condizioni di temperatura massima costante, il blocco di mattoni si indurisce e langue per un po 'di tempo. Nella fase finale, il materiale da costruzione in argilla risultante viene raffreddato. Se durante il trattamento termico non vi è stata violazione della tecnologia, il colore del blocco sarà rosso-arancio e la struttura sarà uniforme. Per ottenere mattoni smaltati è necessaria la ricottura.
Per ottenere un mattone cotto resistente e di alta qualità senza crepe, è necessario un rigoroso controllo della temperatura durante il trattamento termico.
Tipi di forni per mattoni
Vari forni vengono utilizzati durante la fase di cottura. Quale attrezzatura del forno da mattoni da utilizzare nella produzione dipende da vari fattori. Il forno per mattoni è allo stesso tempo un'apparecchiatura di processo e un sistema aperto termodinamico. In esso avvengono processi termici costanti.
Forno ad anello

Forno per mattoni ad anello
Un tipo di forno per mattoni è il forno ad anello. Sono questi forni a volta quelli più utilizzati nella produzione di mattoni. Se un forno per mattoni anulari non è installato in uno stabilimento di produzione, è consigliabile utilizzarlo senza tetto. Il costo di costruzione è leggermente più elevato rispetto ai forni a pavimento, tuttavia la loro manutenzione è molto più comoda e semplice.

Schema di un forno ad anello per la cottura di mattoni
La cottura dei mattoni in un forno circolare fornisce un risultato di qualità notevolmente superiore rispetto a un forno a pavimento e il combustibile viene consumato molte volte meno per 1.000 mattoni cotti.Un altro vantaggio di queste stufe è che possono essere alimentate con diversi tipi di combustibile. Tutto ciò ha influenzato l'uso diffuso dei forni ad anello.
Forno a tunnel
I forni a tunnel stanno sostituendo i forni ad anello, sostituendoli gradualmente. Sempre più grandi fabbriche di mattoni li utilizzano nella loro produzione. Nei forni a tunnel, i mattoni si muovono su carrelli speciali, a differenza di quelli circolari, dove il mattone è fermo, e attraverso di esso vengono fatti passare vari regimi di temperatura. Il forno a tunnel per la cottura di mattoni è di più facile manutenzione, perché lo scarico e il carico del lotto di mattoni avviene all'esterno del forno, dove ci sono condizioni di temperatura accettabili per il personale. Inoltre, è molto più facile meccanizzare i processi davanti all'area di lavoro che al suo interno. Il forno è un tunnel con binari all'interno. La cottura dei mattoni in un forno a tunnel avviene su carrelli, che si trovano uno ad uno per tutta la lunghezza del tunnel. Dopo un certo intervallo di tempo, un nuovo carrello con mattoni grezzi entra nel tunnel e un carrello con prodotti già pronti esce dal retro del tunnel.

Forno di mattoni a tunnel
I forni possono essere dotati di diverse fonti di calore. È possibile riscaldare i forni per arrostire con carbone, olio. Si stanno installando un forno elettrico o bruciatori a gas. La convenienza del servizio e il vantaggio economico della produzione dipendono dal tipo di fonte di calore selezionata. Se per la produzione viene selezionato un forno a gas per la cottura di mattoni, indipendentemente dal fatto che si tratti di un forno anulare oa tunnel, il risultato sarà di alta qualità solo se si osservano i parametri tecnologici.
Potresti essere interessato a:
Scegliere una pressa per la produzione di mattoncini Lego.
Che tipo di argilla è adatta per la produzione di mattoni?
Tipi di forni
Per la cottura della ceramica e la produzione di cotto, compresi i mattoni ceramici, vengono utilizzati forni speciali. Sono di 2 tipi:
- tunnel;
- squillare.
Forno a tunnel

Il dispositivo a tunnel è un lungo forno a gas simile a un tunnel per la cottura di mattoni. All'interno ci sono 3 camere e binari. Carrelli in metallo si muovono lungo di essi con l'ausilio di spintori automatici. Prima di entrare nella fornace, vengono caricati con mattoni crudi. L'ingresso e l'uscita sono sigillati ermeticamente. Dopo l'essiccazione in 1 camera, i blocchi di mattoni vengono spostati in 2 per la cottura. È fornito da bruciatori a gas che mantengono costantemente la temperatura al livello di 920-980 gradi. Quindi il mattone entra nella terza zona con una temperatura inferiore, dove viene raffreddato. Dopo la fine della modalità, gli spintori fanno rotolare i carrelli fuori dal forno e i blocchi di mattoni si raffreddano completamente al di fuori di esso.
Forno ad anello
I dispositivi di questo tipo sono costituiti da molte sezioni adiacenti sotto forma di un anello. Ognuna di esse è dotata di una finestra per il carico e scarico del materiale, nonché di una propria fonte di calore.Il forno ad anello garantisce la continuità del processo di cottura. Pertanto, un lotto di blocchi di mattoni attraversa tutte le fasi del trattamento termico, trovandosi nello stesso compartimento. La camera adiacente favorisce il riscaldamento, i blocchi vengono calcinati a spese del proprio combustibile e il raffreddamento è fornito dalla temperatura della sezione successiva.
Bruciamo mattoni a casa
Se ti allontani dai grandi volumi di produzione nelle fabbriche di mattoni e pensi a quantità minori di produzione, allora è possibile organizzare la cottura dei mattoni in ceramica a casa. Per bruciare un mattone in piccole quantità, avrai bisogno di un normale barile di metallo con una capacità da 200 a 250 litri. In precedenza, è necessario ritagliare i fondi su entrambi i lati.
La cottura può essere eseguita anche utilizzando un fuoco.Per fare questo, è necessario scavare una buca profonda mezzo metro e installare una botte sopra di essa, sollevata sopra il bordo del foro ad un'altezza di circa 20 cm, in un luogo dove non c'è un fondo inferiore, è necessario per adattare i supporti sotto forma di aste o griglia metallica. Questo è necessario in modo che ci sia una base per riporre i mattoni all'interno della botte.
Dopo aver riempito la botte di mattoni, coprire la sua parte superiore con un coperchio per ridurre al minimo la dispersione di calore. La cottura dura circa 20 ore, a seconda della natura della composizione argillosa utilizzata nel mattone. È possibile cuocere i mattoni con il gas, ma come accennato in precedenza, la redditività economica dipende dal tipo di combustibile.
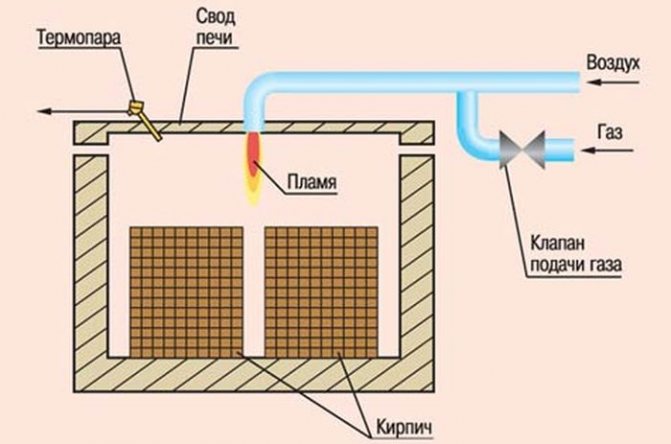
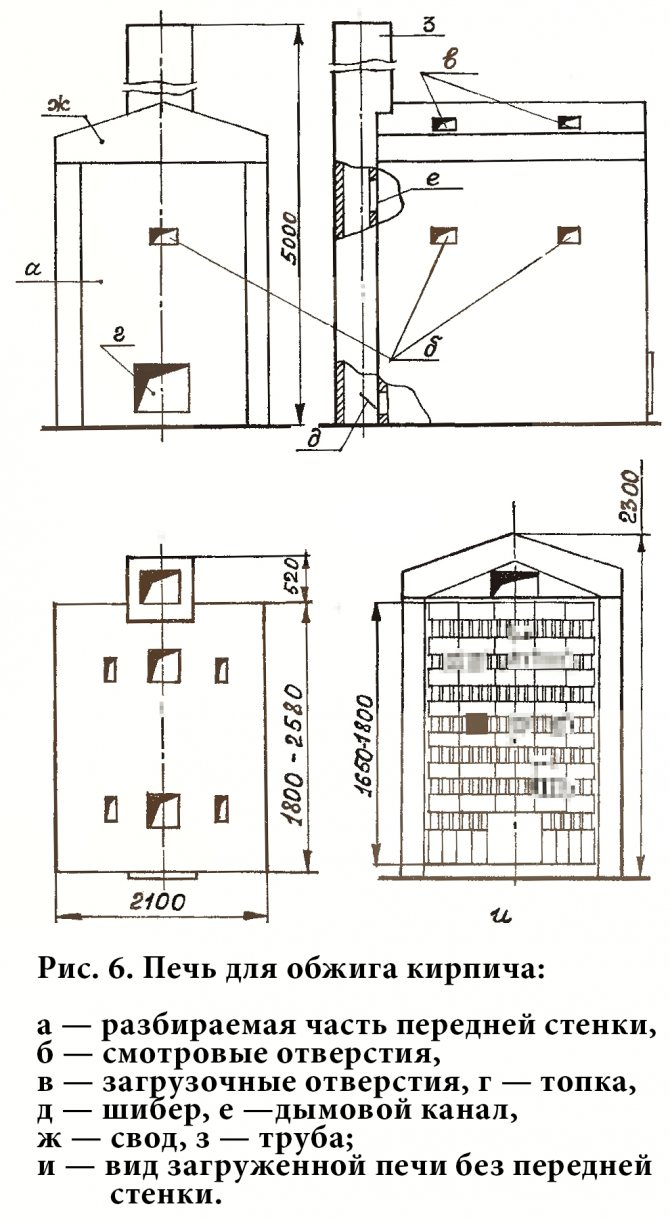
Schema di un forno per la cottura di mattoni con gas
Consigliamo questi articoli:
Quali sono le migliori matrici per i mattoncini Lego da acquistare?
Come scegliere una pressa per mattoni manuale?
Caratteristiche del processo multistadio di cottura di mattoni ceramici in un forno a tunnel
L'aumento del ritmo di costruzione e della concorrenza tra i produttori di materiali da costruzione nel mercato uzbeko rende necessario aumentare la quantità e migliorare la qualità dei mattoni da costruzione. La soluzione a questo problema può essere ottenuta migliorando il sistema di controllo dei processi tecnologici di essiccazione, cottura e ciclo produttivo per la produzione di mattoni. È durante il passaggio di cottura e asciugatura che si formano le proprietà del prodotto, che determinano la qualità del prodotto. Comprende indicatori sia meccanici che idrofisici misurati (forza, resistenza al gelo e assorbimento d'acqua) e difetti visivi (crepe, fusione, burnout). La tostatura e l'essiccazione dovrebbero essere considerate come processi di trasferimento di massa e calore a più stadi, che sono accompagnati da trasformazioni di fase e chimiche delle materie prime.
Il processo tecnologico, la produzione dei mattoni avviene principalmente in forni a tunnel, è caratterizzato dalla distribuzione della temperatura del mezzo gassoso (campo di temperatura) e dal carico dei prodotti, dall'instabilità delle proprietà del semilavorato, così come l'impossibilità di controllare le proprietà del materiale ceramico durante la sua lunga permanenza (fino a 120 ore) nel forno, in modalità real time. La mancanza di raccomandazioni motivate per la scelta del campo di temperatura ottimale, tenendo conto degli indicatori di qualità del prodotto finito, i cambiamenti nelle proprietà dei flussi di materiale in ingresso, lo stato delle apparecchiature tecnologiche, richiedono la creazione di un modello matematico del processo, il suo ottimizzazione e miglioramento del sistema di controllo automatizzato.
Realizzazione di un sistema di controllo del processo di cottura dei mattoni ceramici in un forno a tunnel, che contribuisce a migliorare la qualità dei prodotti finiti prevenendo le emergenze, introducendo azioni preventive ottenute a seguito della previsione delle caratteristiche dei prodotti e della determinazione della temperatura ottimale campo in condizioni di instabilità di un semilavorato.
Un forno a tunnel è un impianto di riscaldamento continuo in cui la carica dei prodotti si muove lungo un lungo canale di cottura rettilineo verso il vettore di calore. Il movimento dei prodotti attraverso il forno si verifica a causa della spinta di una nuova macchina nel canale di combustione dopo un certo tempo, che è chiamato intervallo di spinta. Il meccanismo che spinge le auto si chiama pusher. In ingresso e in uscita, il forno è dotato di cortine meccaniche per eliminare le perdite d'aria nel canale di cottura. Una precamera di una lunghezza di carro si trova tra la cortina di ingresso e la zona di riscaldamento. Questa caratteristica di design del forno è progettata per prevenire la violazione del regime di temperatura del forno quando si inseriscono nuovi prodotti. L'auto viene prima spinta nella precamera, mentre la tenda tra essa e la zona di riscaldamento viene abbassata. Dopo aver chiuso l'ingresso, la cortina di uscita della precamera viene sollevata e la cabina viene spinta direttamente nel canale del forno.
Il canale del forno è convenzionalmente diviso in posizioni, la cui lunghezza è uguale alla lunghezza del carro del forno, cioè il numero di posizioni è uguale al numero di auto sparate.
Quando si sceglie il tipo di carica, vengono presi in considerazione il design e le dimensioni del canale di combustione, il tipo di prodotti, il combustibile e il metodo di combustione e il design dell'attrezzatura del bruciatore.
Lo schema strutturale della produzione di mattoni ceramici può essere rappresentato come una catena di processi tecnologici interconnessi (fasi). [1] Fig. uno.

Fico. 1. Schema a blocchi della produzione di mattoni in ceramica
Il layout della carica. I componenti della materia prima della carica (miscele di argille e impurità, miscelati in determinati rapporti) vengono consegnati allo stoccaggio dell'argilla, da dove vengono spostati con una gru a benna alle tramogge dei singoli caricatori di casse, che effettuano un'alimentazione uniforme e volumetrica dosaggio dei componenti della carica. Il dosaggio è regolato dall'altezza di sollevamento dei cancelli e dalla velocità dei nastri di alimentazione, che vengono calcolati in un certo modo.
I componenti dosati della carica vengono inviati al frantoio a coltelli, dove vengono pre-frantumati. Quindi la carica passa attraverso la fase di lavorazione, che avviene nella corrispondente officina. Contiene guide di macinazione ad umido, mulini a rulli di macinazione grossolana e fine, impastatrici per argilla. Nei corridori di macinazione ad umido, si macina, si mescola, si macina, si inumidisce la carica con acqua, si schiaccia e si spinge attraverso piastre con fori installati nella zona di macinazione. La dimensione massima delle particelle del lotto dopo i corridori è di 50 mm. L'impastatrice, installata sotto le guide, alimenta la carica ad un nastro trasportatore, che la consegna al laminatoio. Esegue la macinazione primaria e la molatura della carica. Come risultato di questa elaborazione, la dimensione delle particelle non supera i 3-5 mm. Dopo la macinazione iniziale, la carica viene alimentata da un nastro trasportatore al secondo laminatoio. I processi che si svolgono in esso sono simili a quelli dell'apparato precedente, ma la dimensione massima delle particelle di carica è già di 1 mm. [2]
Dopo tale elaborazione, la carica entra nella miscela di argilla. Qui avviene una miscelazione intensiva, omogeneizzazione e ulteriore inumidimento della carica a una data umidità di stampaggio. In inverno, se necessario, la massa ceramica viene riscaldata con vapore. Nella camera dell'impastatrice per argilla la carica viene compattata e pressata attraverso i fori della griglia. Quindi viene inserito nell'alimentatore e da lì - per lo stampaggio in una pressa a vuoto a vite senza fine.
Formare. La massa ceramica si sposta nella depressione del blocco, in cui viene cotta a vapore e spinta dalle lame nella parte di transizione. In esso, le lame, sostituite da un sistema di vermi, spingono la massa preparata attraverso i fori di uscita conici. I coltelli tagliano la massa in piastre, che vengono alimentate nella camera a vuoto per la disaerazione. Da lì, attraverso i rulli di alimentazione, entrano nella camera della vite senza fine, dove una serie di viti senza fine viene spinta attraverso il boccaglio montato sulla testa della pressa. Pertanto, si ottiene una barra sotto forma di una striscia continua. [3]
Taglio. All'interno del bocchino, le anime sono montate su una staffa speciale, che si forma attraverso i fori nella barra. Una striscia continua di legno viene tagliata in materie prime, prodotti che vengono impilati su carrelli di essiccazione e alimentati negli essiccatori a tunnel.
Essiccazione. Il refrigerante è l'aria proveniente dalla zona di raffreddamento del forno a tunnel. La circolazione longitudinale del liquido di raffreddamento nei sistemi di essiccazione è assicurata da ventole di scarico che rimuovono il liquido di raffreddamento esausto. La regolazione della sua quantità viene effettuata con l'ausilio di serrande montate sul soffitto dell'essiccatore. Parte del liquido di raffreddamento viene prelevato dall'essiccatore da ventilatori mobili, che lo fanno circolare nella direzione trasversale dei canali dell'unità, soffiando uniformemente la materia prima.L'essiccazione è progettata per rimuovere l'umidità in eccesso dalla materia prima, come indicatore del contenuto di umidità residua relativa della materia prima all'uscita dell'unità. Secondo le normative tecnologiche di produzione, il valore di questa variabile è compreso tra 1,5 e 3%. [quattro]
I carrelli con materia prima essiccata vengono estratti dall'essiccatoio e inviati alla base di trasbordo. Qui la materia prima viene trasferita ai vagoni del forno. La struttura che si ottiene a seguito di questa operazione è denominata brick setting. Le auto cariche vengono spostate al forno, dove vengono cotte.
Il processo di cottura è l'ultimo e il più importante nella produzione dei mattoni, poiché è durante questo processo che si formano finalmente le proprietà dei prodotti che definiscono il concetto di "qualità". Comprende indicatori sia meccanici che idrofisici misurati (forza, resistenza al gelo e assorbimento d'acqua, ecc.) E difetti visivi (crepe, fusione, esaurimento, ecc.).
Il ciclo di cottura è costituito da periodi di riscaldamento, mantenimento nella zona di alta temperatura (sinterizzazione) e raffreddamento, ognuno di questi periodi è caratterizzato da alcuni processi fisico-chimici che avvengono nella massa ceramica. Le proprietà finali dei prodotti dipendono dalla correttezza di questi processi, per i quali è necessario aderire a chiari requisiti per il regime di temperatura e la durata della cottura in ogni posizione del forno.
Pertanto, il forno a tunnel è convenzionalmente suddiviso in 3 zone: riscaldamento, torrefazione e raffreddamento. La zona di riscaldamento è destinata all'essiccazione finale dei prodotti e al loro riscaldamento alla temperatura del mezzo gassoso della zona di cottura. La zona di riscaldamento è composta da tre sezioni. Sul primo, posto dopo la precamera, inizia l'essiccazione della materia prima sui vagoni forno di nuova introduzione con il calore dei fumi di scarico, che sono già passati attraverso altre sezioni di questa zona (Fig.1). Nella seconda sezione, su entrambi i lati del canale, sono presenti aperture per lo scarico dei fumi dal forno. Nella terza fase, i prodotti vengono riscaldati con fumi e prodotti della combustione di combustibili provenienti dalla zona di combustione.
La zona di fuoco è divisa in due sezioni: fuoco piccolo e grande. Nella piccola zona fuoco, il semilavorato viene riscaldato intensamente dal calore dei fumi che provengono dalla grande zona fuoco, nonché dal calore del combustibile bruciato nei bruciatori di questa zona. I bruciatori sono raggruppati in gruppi bruciatori situati in ogni posizione della zona di cottura. In una zona ad alto fuoco, i prodotti vengono mantenuti alla massima temperatura.
La zona di raffreddamento è convenzionalmente suddivisa in zone di raffreddamento rapido e finale. L'aria esterna viene fornita alla zona di raffreddamento attraverso un'apertura nel tetto e canali nell'uscita del forno da una ventola appositamente installata. L'aria fornita al tunnel dall'ambiente si muove lungo di esso, raffreddando il mattone. In entrambe le pareti della zona di raffreddamento sono praticati fori, attraverso i quali l'aria riscaldata viene rimossa dal canale di combustione nel canale di riscaldamento e viene forzata nell'essiccatore.
Letteratura:
- Ladanyuk A.P., Tregub V.G., Kishenko V.D. Gestione di complessi tecnologici in sistemi informatici integrati // Problemi di gestione e informatica. - 2002. - N. 2.
- Yaroshchuk I.V., Ostapenko Yu.A. Studio sperimentale della cottura dei mattoni in un forno a tunnel per creare un supporto matematico per il sistema di controllo. opere dell'VIII internazionale. scientifico e tecnico conf. "Ingegneria meccanica e tecnosfera all'inizio del XXI secolo". - Volume Z. - Donetsk: DonSTU, 2001.
- Norme tecnologiche per la produzione di pietre e mattoni ceramici nello stabilimento di materiali ceramici per pareti. Approvato. direttore dello stabilimento materiali da costruzione. - K., 1994 .-- 63 p.
- Ceramica per la costruzione di macchine / Garshin A.P., Gropyanov V.M., Zaitsev G.P., Semenov S.S. - SPb: GTU, 1997 - 726 p.
Cosa ti serve per comprare una fornace di mattoni
Se pensi di avviare un'attività di mattoni in ceramica, devi considerare opzioni più serie rispetto all'incendio di falò nel cortile. Se hai già deciso di acquistare un mini forno per mattoni, devi scegliere l'opzione più adatta. Vale la pena pensare a quali volumi si prevede di produrre, perché ogni forno ha la propria capacità.
Un altro punto importante è scegliere una stufa con un tipo di combustibile adatto, perché in questo nostro tempo di rapidi cambiamenti nei prezzi dell'energia, questo problema richiede una seria considerazione. Vale la pena considerare la fattibilità dell'acquisto di un forno con una capacità maggiore se si prevede di aumentare la produzione.
Quando le domande sulle caratteristiche principali sono risolte, è necessario scegliere la versione appropriata del modello e iniziare a cercare opzioni per un acquisto redditizio. Il prezzo di una fornace di mattoni di diversi rivenditori e venditori può variare, quindi non è necessario affrettarsi. La maggior parte dei rappresentanti che vendono questi prodotti non rende i prezzi di pubblico dominio, quindi devi lavorare sodo per trovare un ottimo affare. Ma il risultato del risparmio può piacevolmente superare ogni aspettativa!
Un metodo per sparare mattoni e un dispositivo per la sua implementazione
L'invenzione si riferisce alla produzione di mattoni e ceramiche da costruzione. EFFETTO: aumentare l'intensità del processo, garantire l'uniformità di cottura e migliorare la qualità dei prodotti ottenuti. L'impostazione del mattone si ottiene posizionando in sequenza un prodotto sopra l'altro con la formazione di due facce opposte del pilastro con le superfici solide dei prodotti. I pilastri dei prodotti vengono posti con la formazione di spazi tra i suddetti bordi dei pilastri sufficienti per la libera circolazione del liquido di raffreddamento. I mattoni vengono cotti in un forno a pozzo. Nel canale di cottura del forno sono montate guide verticali, disposte in gruppi sotto forma di una serie di canali di guida distanziati l'uno dall'altro. Le sorgenti del refrigerante sono collocate negli spazi tra i canali di guida e il refrigerante viene alimentato negli spazi tra i bordi del pistone dei prodotti. 2 sec. e 12 p.p. f-ly, 10 ill.
Campo tecnico cui si riferisce l'invenzione L'invenzione si riferisce all'industria dei materiali da costruzione e può essere utilizzata nella produzione di mattoni e alcuni altri prodotti ceramici, in particolare nel processo tecnologico di cottura. L'invenzione è applicabile a tutti i tipi di mattoni e pietre ceramiche aventi la forma di un parallelepipedo rettangolare, nonché una forma ad esso adiacente.
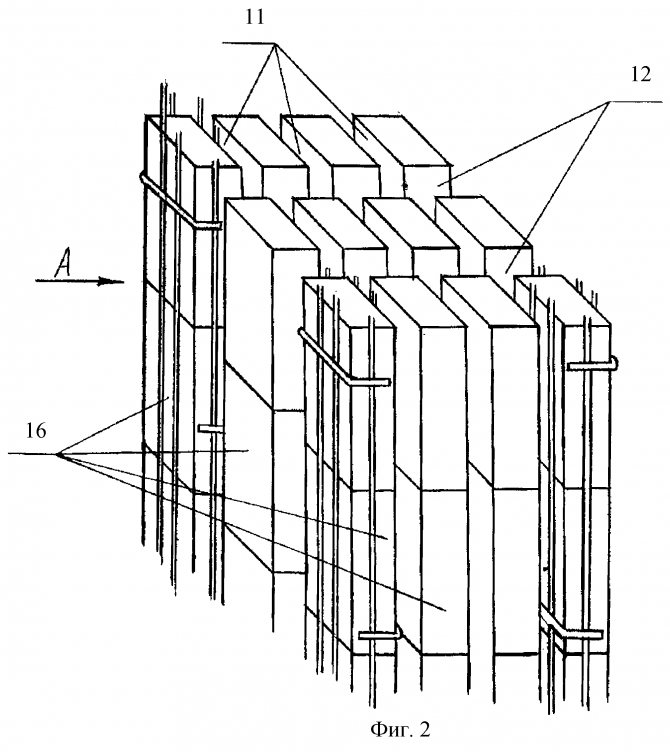
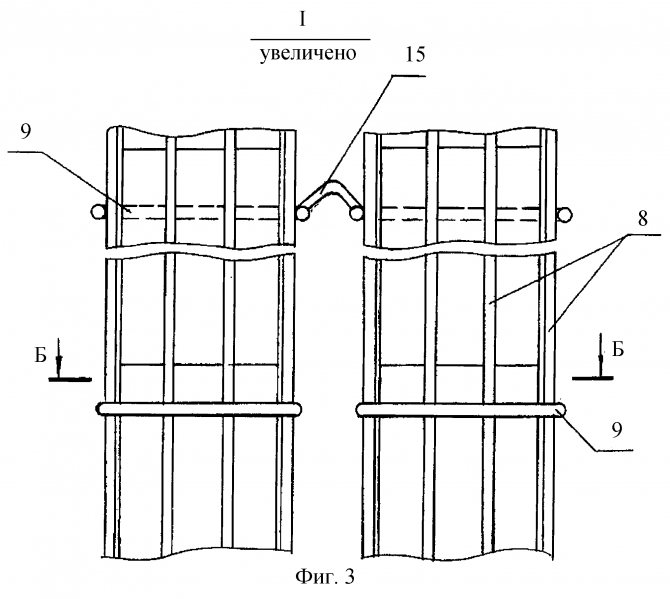
TECNICA ANTECEDENTE I metodi più noti per la cottura di mattoni in forni ad anello e a tunnel. Tuttavia, lo svantaggio di tali forni è la cottura irregolare di mattoni impilati, la produzione ingombrante, le perdite di calore, la presenza di carrelli speciali per spostare il carico dei prodotti. Recentemente si sono diffusi forni continui verticali: a pozzo e cava, con materiale in movimento e zone tecnologiche stazionarie. Il processo tecnologico nei forni verticali è diretto dall'alto verso il basso, il che ha permesso di utilizzare il movimento dei prodotti sotto il proprio peso ed escludere veicoli speciali per lo spostamento dei prodotti attraverso il forno. Inoltre, il design verticale del forno ha permesso di avvicinare le fonti di calore ai prodotti cotti, il che ha portato ad un aumento dell'efficienza termica del processo e ad una diminuzione del tempo di cottura. Pertanto, i forni verticali consumano meno materiale e il metodo di cottura in tali forni è più veloce, più produttivo ed economico. Esiste un metodo noto per la cottura di prodotti ceramici (brevetto per invenzione 2110027, RF, classe F 27 B 1/00 , F 27 B 9/14, pubb. 27/04/1998), in cui i prodotti vengono alimentati in sequenza nel forno da uno spintore proveniente dalla pressa.I prodotti vengono spostati lungo un percorso a spirale, impostato da una tavola a rulli a giro singolo a spirale, dall'alto verso il basso attraverso le zone di riscaldamento, cottura e raffreddamento. Il canale di movimento è formato da uno spazio cilindrico tra le pareti del forno disposte coassialmente (interna ed esterna). Il riscaldamento dei mattoni nella zona di cottura viene effettuato mediante bruciatori a gas posti nella parete esterna del forno.Questo metodo garantisce un'elevata produttività del processo, ma richiede attrezzature speciali. Inoltre, la gabbia di mattoni, che sono prodotti posti uno sopra l'altro stampo su stampo (cioè letto su letto), non fornisce un accesso uniforme del portatore di calore all'intera superficie del prodotto, il che porta a una cottura irregolare del il prodotto nel suo volume prodotti ceramici in un forno verticale (brevetto per invenzione 2098384, RU, classe C 04 B 33/32, F 27 B1 / 00, pubbl. 10.12.1997), compresa l'alimentazione del refrigerante nella gabbia in direzione orizzontale da più strati formati strato per strato e diretti l'uno verso l'altro da flussi convergenti al centro della gabbia, spostandosi di un gradino verso l'alto e poi divergenti dal centro in direzioni opposte. In questo caso, il confezionamento dei prodotti viene eseguito in modo tale che ci siano alternanze in altezza delle file di mattoni installati sul bordo cucchiaio e sullo stampo. La disposizione della gabbia di mattoni installata sul bordo del cucchiaio non cambia e si ripete attraverso una fila in altezza. Fornisce canali passanti per il passaggio del liquido di raffreddamento. L'impostazione delle file di mattoni posate sul blocco cambia. Nella prima versione, c'è un canale per il passaggio del liquido di raffreddamento e passa attraverso il centro della fila, dividendo la fila in due parti uguali. Nella seconda versione si formano due canali laterali, che si trovano tra la carica e le pareti opposte del forno, a cui sono adiacenti i forni. Il suddetto movimento strato per strato del refrigerante scorre attraverso i canali formati da una certa disposizione dei prodotti nelle file viene ripetuto più volte, così come l'alternanza delle file nella gabbia. Ciò garantisce una distribuzione uniforme del refrigerante e dell'aria per il raffreddamento dei prodotti lungo l'altezza della pila. I mattoni grezzi vengono caricati manualmente o da una macchina automatica. Il movimento della gabbia può essere continuo o periodico dopo un certo periodo di tempo. L'intera gabbia di mattoni è trattenuta e spostata da un apposito dispositivo. Il vantaggio della suddetta invenzione è quello di migliorare la qualità dei prodotti garantendo l'uniformità di cottura, tuttavia la gabbia dei prodotti ha una struttura piuttosto complessa e richiede un apposito dispositivo per lo spostamento. Il più vicino all'invenzione rivendicata è un metodo per cuocere prodotti ceramici da parete in un forno verticale (brevetto per invenzione 2031340, RF, classe F 27 B 1/00, pubbl. 20/03/1995, bollettino 8), che è un ciclo tecnologico che include il caricamento dei prodotti mediante meccanismo di caricamento strato per strato dall'alto del forno, movimento sincrono verso il basso di una fila per l'intera carica lungo il canale di cottura e scarico del lotto strato per strato dei prodotti finiti dal parte inferiore del corpo. I prodotti vengono caricati sotto forma di pilastri con una sezione di 250x250. Quando si sparano prodotti negli ugelli, il carburante viene bruciato e, attraverso i dispositivi di distribuzione del gas, il refrigerante risultante lascia le fessure e lava la gabbia. Il design della gabbia gioca un ruolo decisivo sia nel processo di scambio termico tra i prodotti che nel flusso di gas, e nella diffusione del calore nel corpo del mattone. Il riscaldamento irregolare del prodotto, specialmente in condizioni di cottura ad alta velocità, porta a deformazione e deformazione del prodotto, il che significa una diminuzione della qualità del prodotto finito. Di conseguenza, la gabbia dovrebbe fornire una resistenza minima al movimento dei gas e dell'aria, promuovere la distribuzione più uniforme del fuoco sulla sezione del canale del forno, essere stabile e allo stesso tempo conveniente per il carico e lo scarico dei mattoni.La gabbia è perfetta nel rispetto dell'ingegneria termica, in cui i prodotti sono installati in modo che la massima superficie possibile del prodotto sia liberamente e uniformemente lavata dal refrigerante.Nella soluzione secondo il brevetto 2031340, ogni colonna della gabbia è formata da file di mattoni installati uno sopra l'altro con la formazione di una sezione 250x250, cioè ... diversi prodotti in ogni fila del pilastro. In questa versione del design della gabbia, ci sono spazi labirintici per il passaggio del liquido di raffreddamento, il che rende difficile l'accesso del liquido di raffreddamento ai prodotti. Di conseguenza, l'intensità della cottura diminuisce, il tempo necessario per un riscaldamento sufficiente dei prodotti aumenta e, inoltre, non è garantito un riscaldamento uniforme dei prodotti all'interno della gabbia. È noto un forno verticale per la cottura di prodotti ceramici (brevetto per invenzione 2023965 , RF, classe F 27 V 1/00, pubb.30.11.1994, bollettino 22), contenente canali di sparo verticali formati da pareti verticali in materiale resistente al calore, meccanismi di carico e scarico posti sul telaio del forno, rispettivamente, sopra il sezioni di ingresso e al di sotto delle sezioni di uscita dei canali di cottura. Negli interstizi tra le sezioni adiacenti del forno sono presenti dispositivi bruciatori e canali per l'alimentazione di aria per i prodotti di combustione e raffreddamento, nonché canali per la rimozione di aria calda e fumi. La sezione di ingresso del canale di cottura è sigillata e le zone di accensione e raffreddamento sono separate da serrande rotanti caricate a molla. Come elementi del meccanismo per lo scarico dei prodotti ceramici finiti, vengono utilizzati cilindri idraulici, pinze rotanti e un nastro trasportatore. Il forno è classificato come forno a fessura verticale e presenta tutti i vantaggi dei forni a fessura sopra elencati. Inoltre, il forno implementa un'efficiente modalità di cottura per radiazione convettiva, in cui i prodotti vengono riscaldati dal flusso dei gas di combustione e dalla radiazione termica dei microflussi e dalle pareti dei bruciatori. Tuttavia, il forno è costituito da più sezioni contenenti un canale di cottura verticale e separato da muri di materiale, che parla del suo elevato consumo di materiale. Il design della gabbia in questo forno è un pilastro di prodotti impilati in modo ordinato uno sopra l'altro, il che implica la presenza di piccoli spazi tra i prodotti nella gabbia, che, a sua volta, influisce sull'uniformità del riscaldamento dei prodotti e quindi la qualità dei prodotti ottenuti. il dispositivo adottava un forno verticale (brevetto per invenzione 2031340, RF, classe F 27 B 1/00, pubbl. 20/03/1995, toro. 8), contenente un corpo rettangolare verticale con riscaldamento , zone di cottura e raffreddamento, partizioni orizzontali con finestre, dispositivi di carico e scarico, scatole di alimentazione e scarico del gas, carico di prodotti, che viene posizionato con uno spazio nelle finestre delle pareti divisorie ed è un insieme di pilastri con una sezione di 250x250 mm. Per migliorare la regolazione del processo di cottura, il forno è dotato di serbatoi scorrevoli con acqua situati nella zona di riscaldamento e raffreddamento e collegati tra loro e i dispositivi di distribuzione del gas del forno sono realizzati sotto forma di sezioni di tubo rettangolari posate file orizzontali che si intersecano reciprocamente, coprendo il carico di prodotti con interruzioni nei punti di intersezione per l'uscita Le suddette caratteristiche di progettazione del forno consentono di migliorare in qualche modo l'uniformità della cottura, tuttavia, la disposizione dei prodotti in una gabbia sotto forma di pilastri di dimensioni 250x250 limitano l'accesso del refrigerante alla superficie dei prodotti all'interno della colonna. contemporanea intensificazione del processo di cottura. Il problema è risolto dal fatto che nel metodo di cottura dei mattoni in un forno a pozzo,compreso il caricamento dei prodotti dalla parte superiore del corpo del forno con installazione su una carica, realizzato sotto forma di una serie di pilastri del prodotto distribuiti uniformemente nel volume del forno, movimento sincrono della carica lungo il canale di cottura, fornendo il refrigerante al spazi tra i pilastri e lo scarico dei prodotti finiti dal fondo del forno, secondo l'invenzione rivendicata, ciascuna colonna del carico è formata installazione sequenziale di un prodotto su un altro con la formazione di due facce opposte del pilastro dalle superfici del ram di i prodotti, i pilastri dei prodotti vengono posti nel canale di cottura con la formazione di spazi tra i detti pilastri dei pilastri sufficienti per la libera circolazione del liquido di raffreddamento, e il liquido di raffreddamento viene alimentato negli spazi perpendicolari ai bordi formati dal superfici ram dei prodotti. Il risultato tecnico, ovvero l'uniformità di cottura dei prodotti, si ottiene aumentando la superficie libera per un accesso uniforme del refrigerante. Tale aumento è diventato possibile grazie alla struttura proposta della gabbia del prodotto. Nel metodo rivendicato, ciascun mattone è installato in modo tale che i bordi del prodotto, i più grandi in superficie, ad es. gli stampi vengono lavati liberamente dal refrigerante. In questo caso, in un caso specifico dell'attuazione del metodo proposto, i mattoni vengono installati "con un colpo su un colpo", e in un altro - "con un cucchiaio su un cucchiaio". Il poke è la faccia più piccola del mattone, pertanto è preferibile implementare il metodo con l'installazione dei prodotti "poke on a poke". In ogni caso dell'attuazione del metodo, condizione indispensabile è la formazione di due facce opposte della colonna con le superfici piene dei prodotti, quindi i bordi pieni del prodotto, che hanno comunque la superficie maggiore. della formazione delle colonne della gabbia rimangono libere e aperte per l'accesso al refrigerante. gli spazi tra i bordi dei pilastri adiacenti formati dalle superfici solide dei prodotti sono da 10 a 40 mm, e gli spazi tra i bordi perpendicolari al dette sono da 20 a 80 mm. Gli spazi vengono utilizzati per garantire il libero accesso del refrigerante ai prodotti. Tuttavia, quando la dimensione degli spazi tra i bordi formati dalle superfici solide dei mattoni è superiore a 40 mm e la dimensione è superiore a 80 mm, per gli spazi tra i bordi perpendicolari alla suddetta sollecitazione termica necessaria per sparare non è previsto. Quando la dimensione degli spazi tra le superfici fittizie dei mattoni è inferiore a 10 mm, è impossibile posizionare gli elementi di bloccaggio del meccanismo di fissaggio in essi per trattenere i pilastri dei prodotti durante lo scarico. La dimensione degli spazi tra i bordi perpendicolari alle superfici dello stampo dei prodotti, inferiore a 20 mm, non consentirà di collocare in essi le fonti di energia termica dei dispositivi di combustione e di scarico dei gas. Al termine del movimento dei pilastri del prodotti nel canale di cottura di una quantità pari alla dimensione del prodotto lungo l'altezza della colonna, i prodotti vengono scaricati. Lo scarico viene eseguito in ordine, e preliminarmente, ogni prodotto viene fissato in una fila più alta di quella scaricata. Lo scopo è raggiunto anche dal fatto che un forno a tino per la cottura di mattoni contenente un canale di cottura, un dispositivo di caricamento installato sopra il apertura superiore del forno, un dispositivo situato sotto l'apertura inferiore dello scarico del forno, comprendente un meccanismo di fissaggio della carica e un meccanismo per l'abbassamento e lo scarico dei prodotti, fonti di energia termica per la cottura, situato nel canale di cottura e dispositivi di scarico dei gas, secondo secondo l'invenzione rivendicata, il forno è dotato di guide verticali montate nel canale di cottura, disposte in gruppi sotto forma di una serie di guide distanziate tra loro canali che coprono liberamente i pilastri successivamente installati uno sopra l'altro con il formazione delle superfici dell'ariete di due facce opposte del pilastro del prodotto,mentre le guide verticali dei canali di guida adiacenti vicino ai bordi menzionati dei pilastri sono distanziate tra loro con la formazione di spazi tra i pilastri dei prodotti sufficienti per il libero movimento del flusso del refrigerante, e le fonti di energia termica sono posto negli interstizi perpendicolari a quelli menzionati. L'introduzione di guide verticali nel dispositivo, suddividendo il volume di lavoro del forno in una serie di canali di guida verticali, consente di organizzare il passaggio dei prodotti cotti uno dopo l'altro dall'alto verso il basso lungo il canale di cottura. Con questa soluzione, le dimensioni dei canali sono il più vicino possibile alle dimensioni della colonna di prodotti trasportata, ma non ostacolano il movimento dei prodotti. Le guide verticali possono essere realizzate sotto forma di barre verticali in lega resistente al calore. Le aste sono unite in gruppi che formano un canale di guida, e sono fissate tra loro mediante staffe orizzontali che coprono le aste su uno o sull'altro lato del canale con lati maschi alternati lungo l'altezza del canale. Le graffe hanno solo un punto di connessione con le guide, realizzato, ad esempio, con un metodo di saldatura, e anche le barre saldate sono alternate. L'assenza di una connessione rigida garantisce la mobilità del sistema, elimina distorsioni e deformazioni possibili durante la cottura ad alta temperatura. Le guide verticali possono essere realizzate con strisce sottili di materiale resistente al calore, tuttavia, in qualsiasi forma di realizzazione, lo spessore delle guide dovrebbe essere significativamente inferiore alle dimensioni dei prodotti cotti. Questa è una condizione necessaria per garantire la libera circolazione del liquido di raffreddamento tra gli articoli nella carica. Pertanto, il set di caratteristiche essenziali elencato consente di ottenere un risultato tecnico simile al metodo, ovvero per garantire una cottura uniforme degli articoli nel forno . L'ottenimento dello stesso risultato tecnico indica l'unità del concetto inventivo che collega il metodo e il dispositivo rivendicati I canali di guida per lo spostamento dei prodotti cotti sono distanziati con la formazione di spazi vuoti. La dimensione degli spazi tra i lati dei canali di guida corrispondenti alle facce dei pilastri della gabbia formati dalle superfici dell'ariete dei prodotti è compresa tra 10 e 40 mm e la dimensione degli spazi perpendicolari ad essi è compresa tra 20 e 80 mm . I valori di gioco corrispondono alle condizioni per l'implementazione del metodo di cottura e sono spiegati sopra. Il limite superiore degli intervalli è dovuto a motivi tecnologici, vale a dire al fatto che con grandi lacune non verrà creato uno stress termico sufficiente per garantire il necessario riscaldamento dei prodotti. I limiti inferiori sono dovuti a ragioni tecniche, ovvero al fatto che negli interstizi sono collocate fonti di energia termica, dispositivi di scarico dei gas ed elementi di bloccaggio del meccanismo di fissaggio. Il forno ad albero contiene fonti di energia termica per la cottura, che possono essere realizzate nel forma di bruciatori a fascio del tipo a diffusione posti nel canale di combustione e installati in modo tale che la posizione dei fori per l'uscita del refrigerante coincida con la posizione degli spazi tra i bordi dei pilastri della gabbia formati dalle superfici del pistone di i prodotti. Pertanto, i flussi di refrigerante sono rigorosamente orientati e diretti negli spazi tra le facce dei pilastri della gabbia formati dalle superfici del pistone dei prodotti. Questa soluzione tecnica consente di aumentare l'efficienza termica e l'economia del processo di cottura grazie alla massima approssimazione delle fonti di calore ai prodotti cotti, di aumentare l'intensità del processo grazie al rigoroso orientamento dei flussi dei portatori di calore.Per organizzare i flussi del portatore di calore, il forno può essere inoltre dotato di valvole posizionate orizzontalmente negli spazi tra i canali di guida sopra le fonti di calore. La tecnologia di combustione che utilizza bruciatori a gas richiede canali speciali per rimuovere i prodotti della combustione del gas. Il forno è dotato di dispositivi di scarico del gas realizzati sotto forma di tubi, e i tubi sono posti nel volume di lavoro del canale di cottura del forno e posti negli spazi tra i canali di guida simili alla disposizione dei bruciatori a gas. L'abbassamento della colonna del prodotto viene effettuato in modalità passo-passo grazie all'interazione del meccanismo di fissaggio, che è ruotabile rispetto all'asse orizzontale della tavola e dei trasportatori a catena, che insieme formano un meccanismo per lo scarico dei prodotti. il canale di tostatura del forno in fase di scarico della fila inferiore di prodotti. La tavola rotante, installata con la possibilità di movimento alternato verticale, permette di separare la fila di prodotti scaricata inferiore e trasferire questi prodotti sui mezzi di trasporto, eliminando il rischio di danneggiamento della superficie dei prodotti finiti. La tavola rotante è dotata di asole poste dal lato opposto all'asse di rotazione della tavola, e realizzate con la possibilità di far passare attraverso di esse trasportatori a catena. Si esclude così l'utilizzo di mezzi di spinta aggiuntivi, i prodotti scaricati vengono posti direttamente sul convogliatore, e quindi rimossi dalla zona del forno. Quando si esegue il trasportatore sotto forma di trasportatore a catena, sono previsti due fili per ciascuna pila di prodotti.Oltre al risultato tecnico sopra, che ha permesso di migliorare la qualità dei prodotti fabbricati, il dispositivo rivendicato è caratterizzato da calore efficienza dovuta alla distribuzione uniforme del carico termico sulla sezione e altezza del forno, efficienza termica e intensificazione del processo di cottura, dovuta alla vicinanza dei bruciatori ai prodotti cotti, e allo stesso tempo ridotto consumo di materiale, semplicità e facilità di manutenzione e riparazione Elenco delle figure dei disegni L'invenzione è illustrata da disegni, che raffigurano: figura 1 - forno a pozzo, rappresentazione schematica; in fig. 2 è un diagramma dell'imballaggio dei prodotti con l'installazione di mattoni con una proiezione isometrica frontale "poke on a butt", che mostra gli spazi tra i pilastri dei prodotti nel carico e la posizione delle guide per il pilastro di i prodotti; in fig. 3 - un elemento remoto I di figura 1, che mostra la posizione relativa di guide verticali e staffe orizzontali, formanti canali per il passaggio dei prodotti; la figura 4 è una sezione orizzontale b-b di figura 3, che mostra gli spazi tra i canali di guida; in fig. 5 è una vista laterale della gabbia con un'illustrazione schematica della posizione dei bruciatori a gas e dei dispositivi di sfiato del gas; in fig. 6 - sezione B-B di Fig. 5, che mostra la distribuzione dei flussi portatori di calore; figura 7 - elementi del meccanismo di bloccaggio; in fig. 8 - meccanismo di scarico e mostra le posizioni estreme della tavola rotante quando si lavora con un trasportatore a catena; La Fig. 9 è una vista dall'alto di un trasportatore a catena con prodotti scaricati; La Fig. 10 è uno schizzo di un mattone che mostra i bordi. Informazioni che confermano la possibilità di attuare l'invenzione Il metodo rivendicato per cuocere un mattone è stato implementato per mezzo del dispositivo rivendicato. Un forno a pozzo per la cottura di mattoni contiene (vedere Fig. 1 ) un corpo 1, in cui si trova un canale di cottura 2. Al di sopra dell'apertura superiore del forno, è installato un meccanismo di caricamento 3. Sotto l'apertura inferiore del forno è presente un meccanismo di fissaggio 4 e un meccanismo per l'abbassamento e lo scarico dei prodotti, realizzato sotto forma di un tavolo 5 rotante attorno all'asse orizzontale 6, installato con la possibilità di alternarsi verticalmente e interagire con un trasportatore a catena 7.Il forno è dotato di guide verticali 8, montate nel canale di cottura 2. Le guide 8 sono realizzate sotto forma di aste verticali di lega resistente al calore, disposte in gruppi mediante staffe orizzontali 9 e formanti un insieme dello stesso tipo di guide verticali 10 per il passaggio dei pilastri del carico prodotto. Le staffe orizzontali 9 coprono le aste da un lato o dall'altro, alternandosi lungo l'altezza del canale dei lati maschi (vedi figura 3) I canali di guida 10 servono per organizzare il passaggio dei prodotti in arrivo per la cottura. Le dimensioni dei canali di guida sono il più vicino possibile alle dimensioni dei prodotti che li attraversano. I canali di guida 10 definiscono gli spazi 11 e 12 tra di loro (vedere la figura 4). La dimensione degli spazi 12 è di 75 mm ed è dovuta alla posizione in essi delle fonti di energia termica di combustione, realizzati sotto forma di bruciatori a fascio 13 del tipo a diffusione, tubi 14 per la rimozione dei fumi e aria riscaldata , e le valvole 15, realizzate sotto forma di strisce di profilo e installate orizzontalmente tra le guide 8 (vedi Fig. 5) I prodotti di posizionamento nel forno sono un insieme di colonne 16 (vedi Fig. 2). Ogni pilastro si ottiene installando in sequenza un prodotto su un altro sulla faccia più piccola, es. "Poke on a poke" (vedi Fig. 10) I bruciatori 13 hanno fori 17 per l'uscita del liquido di raffreddamento (vedi Fig. 6). I bruciatori sono installati tra i canali di guida e la posizione dei fori 17 coincide con la posizione degli spazi 11 tra i bordi dei pilastri della gabbia 16 formati dalle superfici del pistone dei prodotti. La dimensione degli spazi 11 è di 35 mm. Il valore è dovuto, da un lato, a ragioni tecnologiche ed è sufficiente per il libero passaggio dei flussi di calore, dall'altro gli elementi di bloccaggio 18 del meccanismo di fissaggio 4 si trovano negli interstizi 11. Il meccanismo di fissaggio 4 è realizzato sotto forma di una serie di morse elastiche 18, singole per ogni colonna di prodotti (vedi 7), funzionanti da azionamento idraulico, e serve a trattenere i pilastri del carico dei prodotti durante lo scarico. La tavola rotante 5 è attrezzata (vedi Fig. 8) con feritoie 19 poste sul lato opposto all'asse di rotazione 6 e realizzate con possibilità di far passare attraverso di esse trasportatori a catena 7. Il metodo di cottura dei prodotti nel suddetto forno è implementato come segue: dal meccanismo 3, il carico preparato per la cottura dei prodotti (nel nostro caso si tratta di mattoni) è installato sulla fila superiore di pilastri 16 della gabbia del forno a pozzo pronto per il funzionamento. Nei bruciatori a gas 13, il combustibile gassoso viene bruciato, e il refrigerante risultante attraverso i fori 17 viene alimentato in un flusso diretto negli spazi 11 tra fare dai bordi dei pilastri della gabbia formati dalle superfici dei blocchi dei mattoni (vedere. Fig.6). A causa del fatto che i pilastri sono distanziati nel volume del forno con la formazione di spazi vuoti 11 e 12, il refrigerante lava liberamente ciascun pilastro 16 dei prodotti, garantendo così un riscaldamento uniforme di ciascun mattone. Il portatore di calore è il più vicino possibile ai prodotti da cuocere, il che contribuisce all'intensità della cottura e consente, nel minor tempo possibile, con il minimo consumo di carburante, di bruciare prodotti senza difetti con elevati indicatori tecnici. Le valvole 15, limitando la propagazione dei flussi del portatore di calore verticalmente verso l'alto e dirigendo i flussi del portatore di calore in direzione orizzontale tra i pilastri 16 dei prodotti, contribuiscono anche all'uniformità della cottura. Gli scarti dei fumi ottenuti per combustione e l'aria calda viene catturata dai tubi 14 e rimossa dalla zona di cottura. Trascorso il tempo di cottura tecnologicamente specificato. il meccanismo di fissaggio 4 blocca i mattoni della penultima, rispetto alla fila scaricata mediante singoli elementi di serraggio 18 e trattiene i pilastri 16 dei prodotti. Il piatto rotante 5, su cui è posta la fila inferiore di prodotti finiti 20, viene abbassato di una quantità pari all'altezza del prodotto nella colonna di carico, separando così la fila di mattoni scaricata.Quindi il tavolo 5 viene ruotato attorno all'asse orizzontale 6, mentre i prodotti scaricati 20 vengono impilati direttamente sul convogliatore 7 (vedi Fig.9), passando nell'asola 19 del tavolo 5, e quindi rimossi dalla zona di il tavolo, dando a quest'ultimo la possibilità di salire nella posizione iniziale. Il prossimo lotto di mattoni grezzi è in fase di caricamento. Vengono smontati i pilastri 16. La gabbia di mattoni viene abbassata della dimensione del mattone lungo l'altezza del pilastro della gabbia 16. Quindi avviene lo scarico e il ciclo si ripete.
Richiesta
1. Metodo di cottura di mattoni in un forno a pozzo, compreso il caricamento di prodotti dalla parte superiore del corpo del forno con installazione su una carica, realizzato sotto forma di una serie di pilastri di prodotto distribuiti uniformemente nel volume del canale del forno, movimento sincrono della carica lungo il canale di cottura, fornendo il refrigerante agli interstizi tra i pilastri e scaricando dai forni sottostanti i prodotti finiti, caratterizzato dal fatto che ciascun pilastro della gabbia è formato dall'installazione sequenziale di un prodotto sull'altro per formare due facce opposte di il pilastro dalle superfici dell'ariete dei prodotti, i pilastri dei prodotti sono posti nel canale di cottura con la formazione di spazi tra i pilastri dei pilastri sufficienti per il libero movimento del liquido di raffreddamento, e il liquido di raffreddamento viene effettuato negli spazi perpendicolari ai bordi formati dalle superfici del pistone dei prodotti.2. 2. Metodo secondo la rivendicazione 1, caratterizzato dal fatto che gli articoli nella colonna della gabbia sono infilati sul calcio.3. 2. Metodo secondo la rivendicazione 1, caratterizzato dal fatto che i prodotti nella colonna della gabbia sono posti con un cucchiaio su un cucchiaio. 4. Metodo secondo la rivendicazione 2 o 3, caratterizzato dal fatto che gli spazi tra i bordi dei pilastri adiacenti formati dalle superfici dei montanti dei prodotti sono 10-40 mm, gli spazi tra i bordi perpendicolari a detti sono 20-80 mm . Il metodo secondo uno qualsiasi dei paragrafi. 1-4, caratterizzato dal fatto che lo scarico dei prodotti viene effettuato in sequenza dopo il completamento del movimento dei pilastri dei prodotti nel canale di cottura di una quantità pari alla dimensione del prodotto lungo l'altezza della colonna, e durante lo scarico ogni prodotto viene fissato in una fila più alta di quella scaricata. Un forno a pozzo per la cottura di mattoni, contenente un canale di cottura, un dispositivo di caricamento installato sopra l'apertura superiore del forno, un dispositivo di scarico situato sotto l'apertura inferiore del forno, compreso un meccanismo di fissaggio della carica e un meccanismo per l'abbassamento e lo scarico dei prodotti, sorgenti di energia termica per la cottura situate nel canale di cottura e dispositivi di evacuazione dei gas caratterizzati dal fatto che il forno è dotato di guide verticali montate nel canale di cottura, disposte in gruppi sotto forma di un insieme di canali di guida distanziati tra loro, liberamente abbracciando pilastri da successivamente installati uno sopra l'altro con la formazione di superfici di ariete di due facce opposte del pilastro di prodotti, mentre in prossimità dei bordi menzionati dei pilastri, le guide verticali dei canali di guida adiacenti sono distanziate da l'un l'altro con la formazione di spazi tra i pilastri dei prodotti sufficienti per la libera circolazione del flusso di refrigerante, e le sorgenti di calore le energie sono collocate negli interstizi perpendicolari a quanto sopra.7. 7. Forno secondo la rivendicazione 6, caratterizzato dal fatto che gli spazi tra i lati dei canali di guida corrispondenti ai bordi dei pilastri della gabbia formati dalle superfici del pistone dei prodotti sono da 10 a 40 mm e gli spazi perpendicolari ad essi provengono da Da 20 a 80 mm. 8. Forno secondo la rivendicazione 6 o 7, caratterizzato dal fatto che le guide verticali sono realizzate sotto forma di aste verticali di una lega resistente al calore e sono combinate in gruppi per mezzo di staffe orizzontali che coprono le aste da un lato o dall'altro lato di il canale, alternandosi lungo l'altezza del canale dei lati maschili. Il forno secondo uno qualsiasi dei paragrafi.6-8, caratterizzato dal fatto che le fonti di energia termica per la cottura sono realizzate sotto forma di bruciatori a fascio di tipo a diffusione installati con l'allineamento della posizione dei fori per l'uscita del refrigerante e degli spazi tra i bordi della gabbia pilastri formati dalle superfici ariete dei prodotti. 10. Forno secondo la rivendicazione 9, caratterizzato dal fatto che il forno è dotato di valvole per l'organizzazione dei flussi di refrigerante, disposte orizzontalmente negli interstizi tra i canali di guida al di sopra delle sorgenti di energia termica. Il forno secondo uno qualsiasi dei paragrafi. 6-10, caratterizzata dal fatto che i dispositivi di scarico dei gas sono realizzati sotto forma di tubi posti negli interstizi tra i canali di guida simili alle sorgenti di energia termica. Il forno secondo uno qualsiasi dei paragrafi. 6-11, caratterizzato dal fatto che il meccanismo di fissaggio della carica è realizzato sotto forma di un insieme di singoli elementi di serraggio per ciascuna colonna di prodotto. Il forno secondo uno qualsiasi dei paragrafi. 6-12, caratterizzato dal fatto che il meccanismo di abbassamento e scarico prodotti è realizzato sotto forma di un tavolo girevole rispetto all'asse orizzontale, installato con possibilità di moto alternativo verticale. 14. Forno secondo la rivendicazione 13, caratterizzato dal fatto che la tavola rotante è provvista di asole disposte dal lato opposto all'asse di rotazione della tavola, e realizzate con la possibilità di far passare attraverso di esse trasportatori a catena.
FIGURE
,
,
,
,
,
,
,
,
,
Costruiamo un forno per cuocere la ceramica con le nostre mani
Il tipo di forno viene selezionato in base al numero di prodotti da cuocere. Se il volume è piccolo, facciamo un forno 250-300 litri. Per lavori più grandi, avrai bisogno di grande fornace, le dimensioni di una piccola stanza.
Strumenti
Per costruire un piccolo forno, hai bisogno dei seguenti strumenti:
- Utensili da fabbro - per lavorare con il metallo. Saldatrice, set di chiavi, lime, smerigliatrice angolare (smerigliatrice angolare), trapano, martelli.
- Per lavorare con mattoni refrattari e ceramiche - martello da muratore, spatola, disco diamantato per smerigliatrici angolari.
- Mezzi di protezione individuale. Un respiratore, occhiali protettivi, guanti e indumenti di cotone spesso sono un must quando si lavora con smerigliatrici angolari e lana minerale.
Ordine di lavoro
Il forno è costituito da un corpo, bruciatore, soffitto, camera isolata, coperchio.
Sequenza di costruzione:
- Housing. Scegliamo una scatola di metallo rettangolare se come rivestimento vengono usati mattoni refrattari o una botte di metallo, se isoliamo con lana minerale refrattaria.
In una struttura cilindrica, la distribuzione del calore è più uniforme. Saldiamo le gambe al corpo.
- Abbiamo messo sul fondo del rivestimento del telaio, mettere quattro isolatori in ceramica da linee elettriche o mattoni refrattari per bordo - serviranno come post sovrapposti.
- Rivestiamo le pareti e il tetto. È meglio posare i mattoni di argilla refrattaria sulla malta. Usiamo caolino ad alta densità o lana di basalto. Attorcigliamo il cilindro da un foglio di cotone idrofilo in più strati per evitare cuciture - ponti di perdita di calore. Fissare alle pareti con una corda di amianto e bottoni in ceramica. I bordi della parte superiore dell'isolamento sono avvolti verso l'esterno, questo sigillerà e isolerà termicamente le giunture del coperchio e del corpo.
- Ci sovrapporremo ai post.
Con un grande peso di prodotti, utilizziamo muratura a secco da mattoni refrattari da sovrapporre, con un peso ridotto: piastrelle in gres porcellanato di dimensioni adeguate.
- Installiamo il bruciatore. Può essere acquistato nei negozi di fornitura di gas. Il potere è meglio da raccogliere non meno di 2 kilowatt (dipende dalla perdita di calore e dal volume della struttura).
- Facciamo un foro per il bruciatore nella parte inferiore del corpo e del rivestimento. La fiamma non deve toccare i prodotti, questo è il principio principale del posizionamento degli ugelli. Il posizionamento dell'ugello in orizzontale facilita la regolazione e la manutenzione.
- Coibentiamo la copertura della struttura. Per una minima dispersione di calore, isoliamo l'intera struttura dall'esterno.
- Lasciamo un foro nel coperchio per l'uscita dei prodotti della combustione e il controllo del processo. Forniamo una valvola per il controllo della temperatura.
- Per prendere dati sulla temperatura all'interno del forno, installiamo una termocoppia di un termometro elettronico.
Il forno è pronto. Viene eseguita una prova di funzionamento. Se la muratura è stata utilizzata con mattoni refrattari, prima il forno viene asciugato in modalità delicata.
Come cuocere la ceramica?
Per cuocere correttamente la ceramica, è importante osservare il regime di temperatura nel forno. La cottura avviene in tre fasi:
- Evaporazione dell'umidità. I prodotti vengono riscaldati fino a 250 ° C e stare a quella temperatura.
- Incandescente fino a 900 ° C in un forno chiuso. Ha luogo la sinterizzazione dell'argilla.
- Raffreddamento graduale.
I forni non devono solo sviluppare la temperatura richiesta, ma anche consentirne la regolazione. Il design dovrebbe essere il più semplice possibile, carico e scarico dei prodotti - facile.