La soldadura en fred fa referència a aquells mètodes d’unió de peces que no necessiten escalfament. S'ha d'entendre que aquest tipus de connexió només s'utilitza en els casos en què no es pot aplicar la soldadura clàssica. Els motius inclouen dimensions massa grans de les peces per unir o la presència de tensions internes. Sovint, la soldadura en fred, com la soldadura clàssica, s’utilitza per unir objectes metàl·lics. En ambdós casos, cal utilitzar equips especials. Durant la soldadura en fred, es produeix una deformació mútua de les superfícies, que s’ha de netejar abans d’unir-les.
Cal tenir en compte que durant la soldadura en fred es crea una junta d'alta resistència, que no és inferior en qualitat a molts altres mètodes d'unió de peces. Els experts utilitzen activament la soldadura en fred per unir cadmi, zinc, plata, ferro, alumini, coure, plom i níquel. Un avantatge important de la soldadura en fred és la unió de metalls diferents.
Les peces superposades es solden d’aquesta manera. En aquest moment, els punxons es pressionen al metall des de diferents costats. Les zones de connexió poden ser no només en forma de costures, sinó també en forma de punts. Les zones de crimpat ajuden a reduir les vibracions de les peces a soldar. A més, aquest mètode de soldadura es pot utilitzar per unir materials amb poc plàstic.
També hi ha desavantatges en la soldadura en fred. Molt sovint, en unir peces, es creen pressions addicionals que es produeixen en superfícies petites.
La soldadura de rotllos és un dels mètodes més populars d’unió en fred. S'utilitza en diverses indústries, però el més important que cal saber sobre aquest mètode de soldadura és la seva fiabilitat. És una soldadura en fred veritablement versàtil que crea una unió d’una sola peça.
El principi del seu funcionament és que dues parts es situen sota el corró i es premen acuradament contra la superfície. A més, comença la rotació dels rodets, cosa que contribueix al tall dels ressalts de treball de les peces. Així, hi ha un moviment lent dels objectes a soldar. En última instància, podeu observar una costura monolítica, que és molt més resistent que una costura de soldadura clàssica.
Viouslybviament, hi ha aspectes negatius d’aquest mètode de soldadura. En primer lloc, es tracta del flux lliure de metall al llarg de tota la línia de costura. En qualsevol cas, podeu triar un vídeo més massiu que solucioni aquest problema. Sovint, aquest tipus de soldadura s’utilitza directament en màquines de tallar metalls, cosa que és molt convenient.
La qüestió de la racionalitat de la soldadura de corrons és molt aguda. Alguns experts desaconsellen utilitzar-lo en una producció única. No obstant això, hi ha clarament l’avantatge d’utilitzar una connexió de rodets de peces per a la producció en massa.
El mètode de soldadura en fred, que consisteix en l’ús de pasta de cola, és especialment popular, molta gent en sap i s’utilitza activament. Cada any la varietat d’aquests productes creix i el preu baixa, cosa que és una bona notícia. Al mateix temps, heu de conèixer amb detall la tecnologia d’utilitzar la pasta de cola, en cas contrari hi ha la possibilitat de tenir problemes.
Utilitzeu pasta de cola en casos on hi hagi un entorn agressiu que pugui danyar la junta de soldadura estàndard. Sovint, d’aquesta manera, es reparen els tancs de gasolina, les bateries, els silenciadors i altres peces del vehicle.Sovint, la pasta de cola és adequada per reparar aquaris, mobles i canonades de subministrament d’aigua. En conseqüència, en tots aquests casos és pràcticament impossible aplicar soldadures clàssiques i resultaria completament ineficaç.
També és important tenir en compte que aquest tipus de soldadura ajudarà a connectar peces petites juntes, que són totalment inadequades per al mètode clàssic. A més, la pasta de cola ajudarà a crear una costura mínima, que pot ser gairebé invisible. La soldadura en fred Mastix és especialment popular entre els mitjans existents per unir peces. Aquest tipus de pasta de cola és capaç de restaurar qualsevol fragment de productes metàl·lics que funcionin a temperatures des de -60 ºС fins a +150 ºС. Les possibilitats són impressionants, però també hi ha desavantatges. En primer lloc, cal tenir en compte que la pasta de cola no està pensada per unir objectes massius. Com ja s'ha esmentat, és aconsellable utilitzar aquest tipus de soldadura en fred per restaurar petits fragments de peces. En altres casos, només la soldadura clàssica pot ser efectiva.
- Abans d’iniciar el procés de soldadura en fred, hem de netejar a fons la superfície de la peça de l’òxid. Es recomana utilitzar paper de vidre per a això. Si és possible, podeu tractar la superfície de les parts amb acetona (per desgreixar) i després eixugar-la.
- Agafem la quantitat necessària de pasta de cola i barregem amb els dits fins que quedi homogènia.
- Ara hem d'aplicar la barreja a la part que hem de reparar. Perquè la pasta es "agafi", cal prémer i arreglar la zona restaurada de la peça durant 40 minuts. De vegades es recomana aplicar la barreja a la superfície amb un moviment alternatiu, cosa que ajudarà a garantir una excel·lent adherència de la composició. Si la superfície de la peça és oliosa, la força de la junta es redueix significativament. Un objecte pla és el millor per donar forma i allisar la superfície. Sovint, aquest tipus d’eines inclouen pasta de cola.
- La barreja es pot formar en 20 minuts. Al cap de 20 minuts més, la composició "agafa". Ja passades 1,5-2 hores, la peça reparada es pot utilitzar en treballs sense limitar-la en càrregues.
És important tenir en compte que els components de la pasta de cola tenen un efecte negatiu sobre la salut humana. Si la barreja arriba a la pell o als ulls, cal consultar amb urgència un metge que prendrà totes les mesures necessàries per evitar processos negatius. Es recomana utilitzar guants i ulleres de goma per evitar problemes. La soldadura en fred s’ha de prendre especialment seriosament a prop dels llocs on es troben els aliments. Per tant, és aconsellable realitzar qualsevol acció amb pasta de cola en llocs de treball especials.
Heu sentit a parlar d’un mètode de soldadura de materials com la “soldadura en fred”?
Aleshores serà interessant llegir la informació sobre aquesta tècnica i esbrinar l’eficàcia d’aquesta tècnica.
Gràcies a les excavacions històriques, es va saber que antigament s’utilitzava una tecnologia similar per crear obres d’art de l’època antiga.
Què és això
El Museu Nacional d’Irlanda exhibeix caixes d’or de l’edat del bronze inicial.
Els artesans utilitzaven la tècnica de la soldadura en fred en el seu treball.
A mitjan anys quaranta del segle passat, el mètode es va començar a utilitzar en països amb indústria desenvolupada.
A la Unió Soviètica, la soldadura en fred va començar a utilitzar-se als anys 50 del segle XX.
De moment, aquesta tècnica ha trobat una àmplia aplicació per soldar aquests metalls:
- coure,
- llauna,
- dirigir,
- alumini (),
- níquel i altres (mireu un vídeo sobre la soldadura d’acer inoxidable amb un inversor).
Com la soldadura pot ser freda
? És possible el procés sense calefacció, solucions especials o corrent elèctric?
Resulta que pot. I no hi ha màgia en això. El mètode es basa en la deformació plàstica, que destrueix una pel·lícula d’òxid fràgil, que és l’obstacle principal per a la conjugació de metalls.
Tots hem tingut, com a mínim un cop a la vida, un problema associat a la reparació de canonades del sistema de calefacció, del tanc d’expansió i d’altres components de la carretera.
Fa deu a quinze anys, qualsevol circuit de calefacció amb un tanc d’expansió d’alumini () i radiadors només es reparava mitjançant soldadura en calent.
Actualment, el mercat modern ofereix una manera gairebé instantània i alhora molt eficaç d’eliminar les fuites en tots els dispositius del sistema de calefacció.
En aquest cas, no cal utilitzar soldadures a altes temperatures. Una tecnologia completament nova ha substituït tècniques conegudes.
Ara cuini:
- ferro colat (),
- bimetàl·lic (el preu aproximat dels radiadors de calefacció Rifar s’indica a l’article),
- plàstic (s’escriu sobre el conjunt per soldar canonades de polipropilè),
- bateries d’acer () i alumini
— possible mitjançant soldadura en fred
... D’aquesta manera, no només es connecten productes metàl·lics, sinó també de polímers.
En un llenguatge més comprensible, la soldadura per fred, en essència, és una cola epoxi, de composició similar a una massilla.
Molt sovint, els fabricants inclouen un additiu d’enduriment en forma de pols d’acer a la seva estructura.
La substància té una bona resistència
influència agressiva de l’entorn extern i, en la seva totalitat, conserva totes les seves característiques a temperatures de fins a +260 graus.
Varietats d'adhesius
Molta gent normal dubta de l’eficàcia d’aquest mètode de reparació de radiadors de calefacció.
Però, com es pot veure per la pràctica, això no és cert.
La durabilitat de la junta o junta resultant depèn de la forma en què es triï l'element d'unió.
Sistematització per contingut físic:
- mescles fluïbles
- massa plàstica.
Si decidiu comprar un producte líquid, fixeu-vos en l’embalatge, ja que hauria de contenir 2 tubs. Un amb un agent elàstic, l’altre amb un enduridor.
Es barregen just abans.
Tingueu en compte! La barreja s’ha de consumir en un termini de 20 minuts, en cas contrari s’espessirà i quedarà inutilitzable.
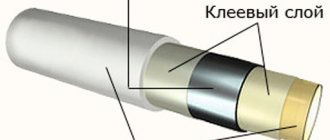
La soldadura similar al plàstic per al sistema de calefacció es produeix en forma de barra de dues capes, dins de la qual hi ha una substància plàstica, i l’enduridor es troba a la superfície de la barra.
Abans d’utilitzar-la, s’ha de pastar bé la plastilina. Si no necessiteu tot el material, podeu tallar-lo, però només a través.
Els experts ho aconsellen fermament
utilitzeu soldadura en fred per reparar només aquells materials als quals està destinat.
A l’embalatge de la composició, el fabricant sempre indica la temperatura que pot suportar la barreja (en la majoria dels casos és de 260 graus centígrads).
En funció d’aquests paràmetres, la costura es mantindrà forta durant molt de temps.
Hi ha disponible al mercat soldadures en fred que poden suportar temperatures molt més altes (fins a 1.300 graus centígrads).
Aquesta cola s’utilitza per a superfícies exposades a calor molt fort.
Aspectes positius de l’ús.
- Facilitat d'ús
... La composició la pot utilitzar una persona que anteriorment no tenia experiència en fontaneria; - La qualitat de la costura obtinguda no depèn de la velocitat de les vostres accions.
- No cal utilitzar eines i equips especials (consulteu els acoblaments per connectar canonades d’HDPE).
- Es minimitzen els costos energètics.
- El material té propietats contra incendis.
- La capacitat de reparar tancs que contenen explosius.
- No hi ha tensions materials a la zona de la soldadura.
- Baix cost del material.
Bàndols negatius.
Normes per triar un adhesiu per a les canonades de calefacció
Si cal reparar les canonades de calefacció (i en aquesta zona, la soldadura en fred s’utilitza específicament per a aquest procés), cal parar atenció a l’acurada selecció de l’adhesiu, ja que això permetrà obtenir el màxim resultat en termes de la qualitat de la reparació realitzada. Aquestes regles inclouen:
- selecció d’una composició adhesiva d’acord amb el material a partir del qual es van fabricar les canonades a reparar (en funció del metall utilitzat per a la fabricació de canonades, se selecciona un material de farciment de la composició adhesiva, ja que per a cada tipus de metall s’hauria de seleccionar el seu propi material de farciment);
- selecció d'una composició adhesiva en funció del període d'enduriment mitjançant polimerització completa de la composició després de l'aplicació a la zona reparada... Com més curt sigui el temps de polimerització completa, més d'hora serà possible utilitzar una canonada de calefacció o un radiador per al propòsit previst. No obstant això, les recomanacions per a diversos tipus de soldadura en fred contenen una indicació que és possible utilitzar tubs o radiadors només com a mínim un dia a partir de la data d’aquestes reparacions;
- característiques adhesives associades a l'exhaustivitat de la preparació preliminar de la zona reparada... El fet és que sovint és impossible preparar un tub de calefacció o un radiador de manera que la composició només s’apliqui al metall pur. En aquest sentit, a l’hora d’escollir la soldadura en fred, cal aclarir la informació sobre la precaució de la preparació de la mateixa canonada despullant el recobriment a metall, o bé es pot fer amb un simple desgreixatge;
- un factor addicional és el volum d’adhesiu, que afecta la capacitat de realitzar diverses reparacions (si cal) o utilitzeu l’envàs de la composició una vegada.
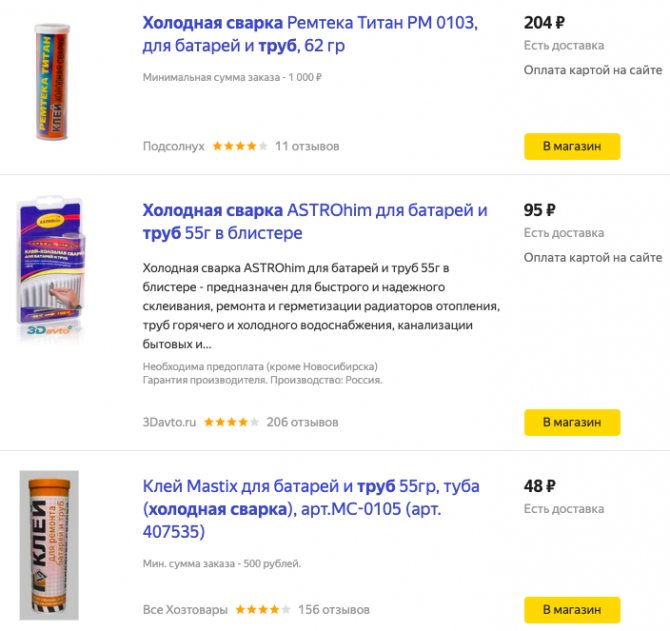
El cost aproximat de la soldadura en fred per a bateries i canonades a Yandex.market
Reparació d’un radiador de ferro colat
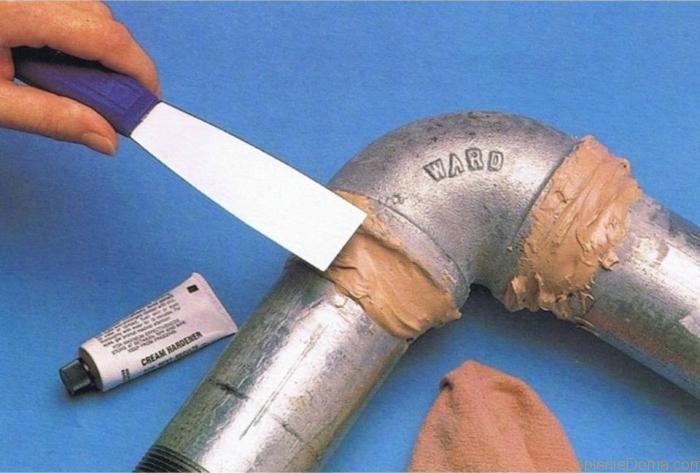
En aquest cas, cal, en primer lloc, preparar la superfície del producte: ha de ser neta, seca i sense greixos.
El procediment es pot fer amb un hisop de cotó submergit en alcohol. Després agafem un petit tros de la composició en forma de plastilina i ho pastem amb els dits.
Hauríeu de tenir una bola que tingués una mida de 20-25 mm.
Fins al lloc malmès
premem el pèsol i el premem cap avall amb un tornavís o un drap gruixut.
En aquesta posició, la pilota s’ha de mantenir durant 3-5 minuts.
La barreja s’endureix completament al cap de 35 - 40 minuts gràcies al procés de polimerització.
La bateria estarà llesta per al seu ús només després de 24 hores.
A temperatures inferiors a +5 graus, no es recomana utilitzar soldadures en fred. És necessari realitzar manipulacions amb les mescles amb guants i ulleres.
Si la vostra llar té un sistema de calefacció amb una canonada, abans de procedir a la reparació de la zona danyada, haureu de tancar el subministrament d’aigua
En eliminar la fístula
en un objecte buit, el millor és utilitzar un compost líquid que empapi els trossos de tela i embolcalli les zones danyades.
Amb aquest mètode, podeu segellar de manera fiable la fuita i esperar fins al final de la temporada de calefacció.
Substitució de les bateries de calefacció per soldadura
Soldadura de bateries de ferro colat
molt facilitat després de l'arribada d'equips de soldadura amb un circuit inversor. Aquests dispositius són de mida petita, s’alimenten des d’una xarxa de 220 V i es poden comprar per 7-10.000 rubles. en una botiga especialitzada. Però no us deixeu enganyar per la idea que, si heu comprat aquest dispositiu, podeu substituir les bateries de soldadura per les vostres pròpies mans. Feu la costura soldada perquè no fuig a una pressió de refrigerant de 10 atm.i una temperatura de 100 ° C, només pot ser un especialista experimentat amb almenys 3 anys d’experiència laboral.
Soldadora amb circuit inversor
Els estafadors no s’han de permetre entrar en aquest negoci: fins i tot amb una pressió normal a les comunicacions, una obertura fins i tot de mida capil·lar es pot convertir en una fístula en un dia, a través de la qual l’aigua assotarà.
Per si sol, el procés de substitució de les bateries no sempre requereix soldadura. Sovint, el subministrament de les bateries està equipat amb connexions desmontables roscades que es poden donar la volta, després traieu la bateria dels suports i pengeu-ne una de nova. El més important en aquest cas és no oblidar-se de tancar l'aigua i enrotllar correctament el segell de lli de la connexió roscada: amb el fil dret - en sentit horari, amb el fil esquerre - en sentit antihorari.
Processament de bateries de ferro colat
En el cas que no hi hagi connexions desmuntables a la canonada, aquestes canonades només es tallen amb una trituradora o una serra de metall, però després, després de canviar les bateries, el nou radiador s’ha de connectar a les comunicacions mitjançant soldadura. En aquest cas, heu de cuinar una canonada d’acer baix en carboni: un especialista mitjà també s’encarregarà de fer aquesta tasca.
Però, què ha de fer un home de casa si, durant la temporada de calefacció, fluïen les juntes entre les seccions del radiador de ferro colat, apareixia una fístula o un xip profund a la caixa de la bateria? Trucar a un soldador amb el seu equip, apagar la calefacció durant molt de temps?
En aquest cas, el propietari vindrà al rescat soldadura en fred per a bateries
.
Sortida
Només amb l’ajut d’un producte especialitzat amb característiques que permetin que la barreja funcioni sota la influència d’un líquid a alta temperatura, obtindreu una connexió d’alta qualitat.
Mitjançant aquestes composicions, és possible tancar una fístula en un elevador amb aigua calenta.
Recordeu!
La soldadura en fred és un remei temporal per a la fuita del radiador.
D’aquesta manera, s’eliminen els petits danys.
Tan aviat com sigui possible, la fuita s’ha de segellar mitjançant soldadura semiautomàtica o un inversor.
Quan es treballa amb adhesius, els problemes de seguretat personal han de ser els primers.
Val la pena saber-ho!
És impossible reanimar les articulacions nodals complexes amb soldadura en fred.
Cal proporcionar accés gratuït al lloc de reparació.
No oblideu que aquesta composició només es pot utilitzar com a adhesiu. No suportarà ni el més mínim impacte "sobre la separació".
Per tant, aquesta tècnica es pot utilitzar exclusivament per al propòsit previst i, al mateix temps, cal calcular correctament les condicions per utilitzar la barreja.
La soldadura en fred per a radiadors de calefacció ha de ser d’alta qualitat. En cas contrari, la costura pot no suportar i el cost de les reparacions serà massa alt.
Mireu el vídeo com s'utilitza la "soldadura en fred" per a canonades de gran diàmetre.
Probablement molts han sentit a parlar d’un mètode de soldadura de materials anomenat “soldadura en fred”. Què és aquest mètode i fins a quin punt és efectiu? Segons informació històrica, es feien servir fins i tot en temps antics, fabricant joies a partir de metalls preciosos. Més tard, a principis del segle XIX, van aparèixer mètodes eficaços de calefacció (flama acetilè-oxigen i arc elèctric), van aparèixer nous mètodes de soldadura de metalls per fusió, soldadura i soldadura elèctrica de contacte.
A causa dels nous mètodes, s'ha oblidat la soldadura "plàstica". No obstant això, després del desenvolupament intensiu de la metal·lúrgia no ferrosa, la producció en massa de metalls no ferrosos, alumini i els seus diferents aliatges, van sorgir dificultats importants amb la connexió de parts individuals dels productes. En conseqüència, s'han desenvolupat mètodes alternatius de soldadura.
Va resultar que molt sovint és possible realitzar soldadures fins i tot a temperatura ambient, sense l'ús de calor forta.
Aquest mètode d’unió de productes metàl·lics i no metàl·lics s’anomena soldadura en fred.La soldadura en fred és essencialment un adhesiu epoxi en forma de massilla, que sovint conté pols d’acer amb un additiu d’enduriment especial. Aquest mètode es pot utilitzar per enganxar metalls, fusta, plàstics, ceràmica i fins i tot vidre.
Resistent als efectes agressius, la soldadura en fred conserva totalment totes les seves propietats a temperatures de fins a 260 ° C.
Soldadura en fred per a canonades de calefacció: un remei universal per resoldre problemes menors
La soldadura en fred de canonades de calefacció és una forma moderna i eficaç de connectar línies de ferro (i no només) sense utilitzar un inversor i altres equips que funcionin segons el tipus d’efecte de temperatura. La connexió es produeix a causa de la deformació de la massa de soldadura i el seu ajust ajustat a la superfície de treball.
Soldadura en fred.
Mètode àmpliament utilitzat en serralleria automàtica i adoptat pels equips de fontaneria.
Característiques i disposició de la soldadura en fred
En termes més senzills, es tracta d’un adhesiu per a productes metàl·lics. Produït en una composició d’un o dos components. En la fabricació prevalen els compostos següents:
- base - resines epoxi responsables de l'homogeneïtat i la plasticitat de la massa;
- els components metàl·lics i el sofre s’utilitzen com a farcits.
Per la seva consistència, és una composició de polímer amb acció d’encolat, quan es deforma i s’escalfa una mica. La força de la connexió depèn de l'ús correcte, així com de la qualitat de la barreja i de la preparació de la superfície a soldar, o millor dit, de la línia de calefacció autònoma de la casa.
Si us apropeu a l'execució correctament, en condicions ideals el lloc soldat serà més fort que la major part del metall. Però amb totes les qualitats, la costura és inferior en fiabilitat al rendiment de la soldadura per arc. En realitat, per tant, només es poden reparar petits trencaments o fuites a la canonada mitjançant soldadura en fred.
Indicadors de temperatura de la barreja
La composició a partir de la qual es fabrica el material afecta directament la temperatura que pot suportar la costura. Normalment, els paràmetres s’indiquen a l’embalatge i s’han de complir per establir una connexió estreta.
Els indicadors màxims de compostos econòmics, en els quals és possible soldar una fuita en una canonada, són 260 graus centígrads. Però, de nou, la força depèn de la correcció del treball realitzat. Per tant, en decidir comprar una composició econòmica, recordeu que només poden "cuinar" aquelles parts que s'utilitzaran en condicions normals.
Al mercat hi ha mescles que poden suportar temperatures més altes, fins a 1316 graus centígrads. La composició inclou components que poden funcionar amb un escalfament constant de la canonada de calefacció individual a casa i no només. Reparació de la connexió de canonades i mànegues mitjançant soldadura en fred.
En una nota. Per cuinar les canonades de calefacció, n’hi ha prou amb adquirir compostos de baixa temperatura de baix cost. Si prepareu el lloc correctament, els indicadors màxims que s’indiquen als seus paquets seran suficients per “reanimar” una canonada amb fuites.
Tipus i fabricants
En aquest sentit, com sempre, hi ha una competència sana, que permet al consumidor escollir el que més li convingui. I, com en altres llocs, els fabricants nacionals i estrangers competeixen per l'atenció. Per descomptat, els productes procedents de Rússia són més econòmics, però segons les "garanties de la majoria", la qualitat de la connexió és molt inferior.
Per tant, és millor comprar mescles de fabricants estrangers. En realitat, el preu dels trens no és massa alt i la diferència de 50 a 70 rubles no resoldrà res. Si necessiteu "cuinar" les taques a la canonada, heu de parar atenció a les propostes de les empreses ABRO o Hi-Gear. I si només reconeixeu tot el que és domèstic, mireu de prop les marques Almaz i Polymet.
Tipus de soldadura en fred per tipus d’ús.
Segons la consistència i composició sobre la qual es fa la barreja, la soldadura en fred es divideix en els tipus següents:
- Líquid. Es tracta d’una barreja de dos components, s’utilitzen additius especials per a l’enduriment.
- Plàstic. Una variant d’aquest tipus té la consistència de la plastilina. La composició pot ser homogènia o constar de dos components.
Quina soldadura és millor i quina és millor utilitzar per segellar una fuita en una canonada de calefacció depèn dels components utilitzats en la producció:
- Universal. Gairebé qualsevol material es pot "cuinar" amb aquestes composicions, però les connexions són menys fortes.
- Per a treballs metàl·lics. La composició conté un farcit que permet combinar de manera fiable el ferro.
- Automoció. Com a part d’aquest producte, els components se seleccionen per treballar en condicions difícils.
En una nota. També hi ha soldadura en fred per treballar sota l'aigua i en altres condicions difícils. Quan vulgueu "cuinar" alguna cosa, adquireu el material per al propòsit previst; en cas contrari, la força de la connexió serà nul·la.
Com utilitzar el material correctament per segellar una fuita en una canonada?
Abans de començar a "cuinar" l'àrea problemàtica, heu de proporcionar accés gratuït a la zona danyada. El lloc de reparació ha d’estar net i lliure de greixos. Abans d’aplicar la composició, cal eliminar tota la capa de pintura que s’ha acumulat a la superfície durant molts anys de funcionament. De vegades és problemàtic fer-ho i, en aquests casos, els artesans utilitzen un molinet amb accessoris especials.
És desitjable que la superfície estigui lliure de greixos i seca. Però heu d’admetre que si la fuita es tanca durant el funcionament, és a dir, durant la temporada de calefacció, això no es pot fer. Però en aquest cas, no serà possible segellar correctament la costura, ja que el líquid no permetrà que la barreja es fixi a la superfície. Si la casa disposa d'un sistema de calefacció d'una sola canonada, podeu apagar el subministrament localment i reparar la zona danyada.
Reparació de juntes de canonades metàl·liques mitjançant soldadura en fred.
Consells. A l’hora d’eliminar la fístula del tub d’escalfament, és millor utilitzar compostos líquids, remullar el teixit amb ells i embolicar les zones danyades. Aquest tipus d’aplicació us permetrà tancar de manera més fiable la fuita i esperar la temporada de calefacció.
La sortida més correcta en aquesta situació és comprar un producte especialitzat. La composició ha de tenir característiques que li permetin treballar a alta temperatura i exposició a líquids. Tenen components que detenen l’acció de l’aigua. Amb aquesta composició, fins i tot podeu cuinar una fístula a partir d’un subministrament d’aigua calenta en un ascensor.
La soldadura en fred és un bon remei temporal. Pot "cuinar" petites zones danyades, però això només és una mesura temporal. Si és possible, segelleu la fuita immediatament amb un inversor o soldadura semiautomàtica.
Quan es treballa amb mescles d’aquest tipus, cal posar primer els problemes de seguretat. Per tant, els experts no recomanen utilitzar soldadures en fred per reanimar articulacions nodals complexes. Només reparacions superficials, sempre que hi hagi accés obert al lloc.
Recordeu que la composició només funciona com a element adhesiu. I no suportarà cap impacte "en la separació". Per tant, calculeu correctament les condicions d’ús i utilitzeu la soldadura només per al propòsit previst.
Font: https://heatheat.ru/santehnika/svarochnye-raboty/holodnaya-svarka-trub-otopleniya
Aplicació de soldadura en fred
La soldadura composta s’utilitza en casos en què no és viable econòmicament ni és difícil realitzar una soldadura de preescalfament. Això passa amb grans dimensions del producte, amb el perill de deformar-se o produir tensions internes importants. Hi ha moltes varietats de soldadures fredes compostes al mercat. El repte per als fabricants és fer-los aplicables a les reparacions de bricolatge en diverses condicions. Actualment, la soldadura composta està representada per diversos tipus principals:
- Universal: dissenyat per unir productes de metall, plàstic, fusta i marbre. A més, es pot utilitzar tant per a ceràmica, com per a granit i formigó. Proporciona una excel·lent estabilitat en superfícies humides per ajudar a eliminar les fuites de la bateria
- Per a la fusta: aquest tipus de soldadura s’utilitza per unir superfícies de fusta, inclosa la fusta contraxapada. Normalment s’utilitza per reparar mobles.
- Automoció: aquest tipus de soldadura està pensada per soldar materials diferents (plàstics, vidre i metall). Pot eliminar qualsevol fuita del dipòsit de gasolina, del radiador i també reparar les parts del cos.
- Amb la inclusió d’un farcit d’acer: serveix per a la connexió fiable de tot tipus de materials: metalls no ferrosos, productes de ferro colat, vidre, ceràmica, granits i altres materials
- Per a la fontaneria: restaura perfectament els lavabos esquerdats, els productes de porcellana i terrissa, serveix per reparar les bateries esquerdades i els cossos de les aixetes que tenen estelles
- Per als plàstics: s’utilitza per restaurar fragments de productes de plàstic perduts o estellats que funcionen a temperatures de -600 a +1500 graus.
- Per al formigó: la soldadura en fred d’aquest tipus serveix per segellar esquerdes i segellar completament totes les juntes de formigó, diverses estructures de pedra i maó
- Per als metalls: proporciona unió fiable de les peces metàl·liques (incloses les bateries) que funcionen a temperatures de -60 a +1500 graus.
Per la seva consistència, la soldadura composta s’assembla a la plastilina, de manera que és fàcil de preparar i utilitzar. Per fer-ho, heu de tallar un tros petit i pastar-lo amb les mans fins que quedi homogeni i adquireixi un color uniforme. En aquest cas, es produeix una reacció química exotèrmica durant 2-3 minuts, com a resultat de la qual la barreja es fa operativa.
La polimerització i l’enduriment comencen al cap de 5 minuts, per tant, la barreja s’ha d’aplicar immediatament després de la preparació, especialment quan es reparen productes de ferro colat. Per descomptat, la preparació de les superfícies per soldar segons les instruccions del fabricant s’ha de fer per endavant. La mescla s'endureix completament 30 minuts després de la seva preparació, mentre que la soldadura en fred pren la màxima resistència després de 12-24 hores, la peça reparada es prepara completament per al treball.
Avantatges de la soldadura en fred
És molt valuós que el procés de reparació de bateries compostes, per exemple, no requereixi l’ús de fonts d’alimentació separades. Aquestes reparacions es poden dur a terme amb èxit en les condicions més inadequades, cosa que redueix en gran mesura el temps de reparació, alliberant-vos de la necessitat de transportar l’objecte al taller de reparacions. A més, tota la soldadura i la posterior polimerització es produeixen a temperatures ambientals normals.
Entre els indubtables avantatges de les tecnologies adhesives, destaquen:
- Baratesa del material
- Baix consum energètic
- Facilitat d'ús
La soldadura en fred moderna omple perfectament totes les esquerdes i cavitats dels detalls, mentre que les vores desiguals d’aquests defectes només augmenten la resistència del pegat que es forma. Amb certa habilitat, fins i tot podeu configurar les parts que sobresurten del detall en la forma que necessiteu. Per descomptat, mitjançant la soldadura convencional o elèctrodes convencionals), els defectes s’eliminen de manera més fiable.
No obstant això, la soldadura convencional també té algunes limitacions. Requereix la participació de personal especialment entrenat, ja que les costures soldades de mala qualitat poden causar la formació de defectes d’una mida encara més gran. A més, es poden produir esquerdes i tensions importants en les estructures durant la soldadura convencional. Per això, la vida ens obliga a trobar noves solucions per restaurar les peces danyades. És precisament per això que s’ha desenvolupat la tecnologia de soldadura en fred, basada en l’ús de materials adhesius.
Actualment, gràcies als èxits de la indústria química, s’ha tornat molt més fàcil reparar canonades.
Per ajudar l’artesà de la llar, els científics han desenvolupat una cola especial que, per la seva alta resistència i adherència, s’ha anomenat "soldadura en fred".
El nou desenvolupament es va fer molt popular i ràpidament va guanyar popularitat.
Com pot ser útil la soldadura en fred per escalfar canonades, fontaneria i altres productes danyats?
La soldadura en fred es basa en resina epoxi. També hi ha resines aminades, sofre, òxid de ferro i diversos additius minerals.
Quines - cada fabricant guarda un secret: al cap i a la fi, les propietats de la cola en depenen.
L’alta resistència és només un dels avantatges de la soldadura en fred. Les propietats adhesives són força notables: el material es pot fixar sobre una superfície humida i fins i tot es pot embrutar amb oli. És cert que, en aquest cas, la resistència de l’articulació serà només del 75% al 80% del màxim possible.
La cola es posa en un termini de 15 a 60 minuts. El temps per a l’enduriment complet depèn de la marca: alguns tipus de soldadura en fred requereixen 24 hores, d’altres es poden sotmetre a càrregues al cap d’una hora i mitja.
Aquesta composició es pot utilitzar tant per enganxar diversos objectes, com com a segellant per a esquerdes o forats. En aquest darrer cas, l’adhesiu, després d’un enduriment complet, es pot lijar, imprimar i pintar. Per tant, el lloc de reparació es pot fer absolutament invisible, cosa important per a les estructures decoratives o altres situades en un lloc visible. Un exemple seria el dipòsit de gasolina d’una motocicleta.
Un avantatge important de la cola per soldar en fred és la possibilitat de segellar eficaçment esquerdes i forats a les parets dels recipients, fins i tot en presència de baixa pressió a l’interior.
Això permet reparar, per exemple, el radiador d’un cotxe o una canonada d’un sistema autònom de calefacció / subministrament d’aigua sense buidar-lo.
desavantatges
- s'utilitza només per a petites reparacions de danys a la canonada en llocs on no hi hagi càrrega;
- requereix una acurada adhesió a la tecnologia de l'aplicació, en cas contrari no es mantindrà;
- durant el procés de soldadura, cal observar la temperatura establerta;
- a diferència de la soldadura per inversor, la costura no és duradora, només és una mesura temporal.
Indicadors de temperatura de la barreja

El valor del rang de temperatura en què es permet el funcionament del producte reparat depèn de la composició de la soldadura en fred.
Per a algunes marques, per exemple, la cola Mastix, el llindar inferior és de -60 graus i el superior és de +150 graus. Els tipus de cola més cars poden suportar fins a +260 graus.
I hi ha marques especials d’alta temperatura: un producte reparat amb la seva ajuda es pot escalfar a una temperatura de 1.300 graus.
La temperatura mínima a la qual es permeten les reparacions és de -10 graus, però la barreja s’ha de preparar en una habitació càlida.
Avantatges de Mastix
- La cola per soldar en fred Mastix és una eina versàtil que ajuda a enganxar gairebé qualsevol superfície molt millor que altres tipus d'adhesius;
- Es produeixen diverses varietats que tenen propietats millorades, per exemple, plàstic i alumini, tot i que hi ha marques universals;
- La barreja és fàcil d’utilitzar i de preparar, de manera que no necessiteu molta experiència ni coneixements especials per utilitzar-la;
- Els productes són relativament econòmics i estan disponibles a molts punts de venda;
- Opció de lliurament convenient en forma de vareta de dos components;
- Àmplia gamma de temperatures de funcionament.
Tipus i fabricants de soldadura en fred
Els adhesius per soldar en fred estan disponibles en dues versions:
- Un component:
no cal preparar aquesta mescla: es pot utilitzar immediatament per a reparacions. Però no es pot emmagatzemar durant molt de temps, però cal utilitzar-lo completament; la resta simplement es deteriorarà. - De dos components:
al paquet, el material principal (resina epoxi amb pols metàl·lica i altres additius) i l’enduridor es col·loquen per separat. Abans d’utilitzar-se, s’han de barrejar aquests components i després la cola s’escalfa espontàniament fins a una temperatura de 40-50 graus. Els tipus de soldadura de dos components tenen una vida útil superior als de monocomponent i es poden utilitzar parcialment. Normalment tenen la forma d’una vareta, la part interna de la qual és el material base, i la closca és l’enduridor.
La majoria de les formulacions disponibles al comerç són similars en consistència a la plastilina, però també podeu trobar soldadures líquides en fred, amb les quals podeu reparar fàcilment els danys difícils d’accedir.
A més, la soldadura en fred pot ser universal o enfocar-se a enganxar un material concret. Els tipus d’adhesius especialitzats en relació amb el material per al qual estan destinats a treballar presenten una adhesió més alta que els universals. Però un intent de reparació mitjançant soldadura en fred, per exemple, per al metall, un producte ceràmic pot acabar amb un fracàs: la cola serà feble.
Cola Hi-Gear
Per tant, al kit de reparació disponible a la granja "en cas d'incendi", és millor tenir una cola universal.
La soldadura en fred "metàl·lica" és sovint utilitzada pels propietaris de vehicles. Amb la seva ajuda, és possible durant algun temps (fins que aparegui la possibilitat de reparacions importants) aparellar elements que no estan exposats a càrregues significatives. A més del dipòsit de gasolina i el radiador esmentats aquí, pot ser un silenciador punxat i una safata d’oli del motor. Aquest tipus de cola també s’ha convertit en un bon ajut per als lampistes: es pot utilitzar per eliminar temporalment les fuites a les canonades d’aigua i als sistemes de calefacció.
La soldadura per a plàstics és molt demandada, ja que avui en dia s’utilitza a tot arreu. Amb la seva ajuda, podeu reparar una caixa ràpida d’un electrodomèstic, així com diversos contenidors de plàstic, per exemple, una caixa de bateries de cotxes.
Soldadura en fred de titani
Hi ha disponibles composicions per a la reparació de cristalleria (aquaris, miralls), ceràmica i fusta. A la indústria de la construcció, s’utilitzen àmpliament adhesius especialitzats, per exemple, per unir el linòleum de punta a punta.
La soldadura en fred es realitza tant a Rússia com a l’estranger. Entre les marques nacionals, els adhesius "Polymet", "Titan" i "Almaz" són els més demandats. De les estrangeres, les més famoses són les soldadures en fred "Hi-Gear", "Abro", "PermatexCold Weld", "Wurth Liquid".
On s'aplica
La soldadura en fred Mastix es pot utilitzar tant a casa com en treballs professionals. Tot depèn del tipus de material i de les condicions ambientals. La seva principal aplicació és l’ús de soldadura en fred en forma de cola convencional. Ha de combinar aquells materials que no es poden enganxar amb cola normal.
Molt sovint s’utilitza per reparar canonades a les canonades d’aigua, s’hi segellen els forats dels contenidors, es reparen les peces de la màquina i molt més. La massa plàstica, que és aquesta barreja, uneix perfectament les esquerdes (fins i tot pot penetrar a l’objecte). Si l'objecte no s'utilitza a temperatures superiors als 150 graus, la soldadura en fred pot reparar eficaçment tots els encenalls que hi contenen, amb la seva ajuda podeu acabar les peces necessàries o que falten o reparar l'equip d'una altra manera. És molt important no utilitzar la peça fins que la cola estigui seca.
El material que s'obté després d'assecar la soldadura en fred no és prou resistent per suportar l'estrès dels forts impactes. Però pot suportar fàcilment les càrregues que provoca la vibració, per tant s’utilitza de manera molt eficaç per reparar mecanismes en moviment. Els components següents es poden trobar com a part de la soldadura en fred de Mastix:
- Farciments d’origen mineral;
- Farciments metàl·lics;
- Resina epoxídica;
- Resina amina.
Procediment d'eliminació de fuites
La tecnologia de reparació de canonades i altres productes mitjançant soldadura en fred inclou diverses etapes:
Preparació de superfícies
Les zones amb les quals entrarà en contacte la cola s’han de netejar de brutícia, òxid i pintura. Per a això, el material es tracta amb paper de vidre gruixut. Cal treballar amb un abrasiu prou exhaustiu perquè quedi ratllades ben visibles a la superfície. Només si hi són presents, l’adhesió de la cola al material serà màxima.
Soldadura en fred de canonades
Després de polir, la zona de contacte s’ha de tractar amb algun tipus de dissolvent, si és possible, i assecar-la. Com a dissolvent, podeu utilitzar acetona o alguna cosa de detergents.
Per accelerar el procés, podeu assecar la zona tractada amb un assecador de cabells normal. Per cert, si el material que es repara resulta estar una mica escalfat, la connexió adhesiva serà més fiable.
Preparació de la cola

Aquest paràgraf de les instruccions s'aplica a les formulacions de dos components. Cal tallar un tros de volum suficient de la vareta.
Talla-la recta, en cas contrari, la relació del material base amb l’enduridor serà incorrecta.
El fragment tallat s’ha de pastar a fons amb els dits, amb guants de protecció (es poden humitejar prèviament amb aigua) per tal que l’estructura i el color de la barreja siguin uniformes. En aquest cas, com ja s’ha dit, es generarà calor.
La vida útil de la cola acabada es limita literalment a uns quants minuts (que s’indica a l’envàs); llavors comença la polimerització. Es pot ampliar lleugerament proporcionant una eliminació intensiva de la calor generada. Per fer-ho, podeu esprémer la barreja de manera que s’obté un element de capa fina (la superfície augmentarà), o bé podeu treure-la a una habitació més fresca.
Les canonades de propilè s’utilitzen cada vegada més en sistemes de calefacció. es realitza de tres maneres, que es descriuen detalladament a l'article.
Es donen les característiques tècniques de les canonades de polipropilè per a la calefacció.
Els tubs d’acer, coure i plàstic s’utilitzen en sistemes de calefacció. Però, quin és millor? En aquest tema, considerarem els avantatges i desavantatges de diferents tipus de canonades.
Reparació
La cola s’aplica a les superfícies que s’han d’enganxar o al forat si s’utilitza com a massilla. En el segon cas, és convenient assegurar-se que la barreja penetri profundament al forat. A l'exterior, la massa de cola s'ha de suavitzar amb una espàtula o una altra eina plana mullada en aigua, eliminant l'excés amb un drap humit.
Si el forat perforat és massa gran, s’ha de soldar per sobre un pegat metàl·lic.
En el cas d’utilitzar soldadures en fred per enganxar dues parts, s’han de fixar durant el temps de presa. Per a diferents marques, oscil·la entre els 15 i els 60 minuts.
Però serà possible sotmetre l’articulació adhesiva a càrregues només després d’un enduriment complet, que pot trigar d’1 a 24 hores.
Si l'usuari no ha pogut assecar i desgreixar la superfície a tractar, l'adhesiu s'ha de suavitzar endavant i enrere després de l'aplicació fins que s'adhereixi al producte.
Si la reparació s’ha de dur a terme a baixa temperatura, cal enrotllar la cola acabada de preparar en una bola i deixar-la escalfar espontàniament fins a una temperatura de 40-50 graus. En aquest cas, per descomptat, el temps de retenció no hauria de superar la vida útil de la barreja. Per tant, si el temps de vida de la cola acabada declarat a les instruccions és de 5 a 7 minuts, s’hauria d’escalfar no més de 4 minuts. Després, la massa de cola es pot utilitzar per al propòsit previst.
Perquè la composició s’escalfi bé ha de tenir un volum suficient. Per tant, per a reparacions en condicions de gelada, es recomana tirar la bola com a mínim d’un terç de l’embalatge estàndard (normalment la canya pesa uns 55 g).
Soldar tubs de plàstic no requereix una alta qualificació i és molt possible aprendre a soldar-los vosaltres mateixos. - llegir la descripció de la tecnologia.
Es descriuen les característiques dels tubs de ventilació de plàstic.
Reparació de canonades de polímer

Per a les canonades de polímer, es necessiten compostos especialitzats.
Independentment de la composició química del material que es processi i de la naturalesa de la soldadura utilitzada, és imprescindible seguir les condicions i recomanacions prescrites a les instruccions.
La soldadura en fred per a canonades de calefacció de plàstic es realitza segons el següent esquema:
- un pas obligatori és preparar la superfície del material a reparar. Per a això, la superfície dels extrems de la canonada es processa amb paper de vidre i després es desgreixa. La rugositat del tub augmentarà l’adherència a l’adhesiu. Els contaminants greixosos poden reaccionar químicament amb components de soldadura en fred i degradar el seu rendiment;
- determinar la tolerància de perpendicularitat correcta dels extrems. En el cas de canonades amb un diàmetre de 20 ... 40 mm, no hauria de ser superior a 2 mm;
- mesureu als extrems de les canonades la meitat de la longitud de l'acoblament per determinar l'àrea de la superfície tractada;
- les marques són ciclades, és a dir, s’elimina una capa fina de material (0,1 ... 0,2 mm) de les canonades, també s’eliminen les rebaves;
- la preparació directa de l’adhesiu consisteix a barrejar els components fins que es forma una massa homogènia. En el cas de la soldadura amb plastilina, les mans s’humitegen amb aigua abans de barrejar-les. La pasta no s’enganxarà a la pell. La vida útil de les formulacions líquides no dura més de 3 minuts, de manera que cal actuar ràpidament;
- la barreja preparada s'aplica a la superfície del material reparat o enganxat. Ho posen tot sota la premsa. Quina força ha d’actuar sobre la costura s’indica a les instruccions per a la soldadura en fred.
El circuit de calefacció o canonada reparat es pot utilitzar vuit hores després de la soldadura.
Vídeo sobre el tema
Descripció
La cola està dissenyada per a un encolat, reparació i segellat ràpid i fiable de radiadors de calefacció, canonades per al subministrament d’aigua freda i calenta, clavegueram d’edificis domèstics i industrials i estructures de plàstic, metalls ferrosos i no ferrosos. La temperatura de funcionament dels productes reparats és de -60 ° C a + 150 ° C. Proporciona una reparació fiable sobre superfícies humides i greixoses, a temperatures baixes (fins a -10 ° C) (subjecte a barrejar la barreja en una habitació càlida).
Informació tècnica
Aplicació
Les superfícies que s’uneixen o el lloc de reparació s’han de netejar de brutícia i òxid, assegureu-vos de netejar-les amb paper de vidre gruixut (per a metalls), desgreixar si és possible (amb acetona, etc.) i eixugar-les. Talleu la part necessària de la vareta i barregeu bé els dos components amb els dits (potser mullats) fins obtenir un color uniforme de la massa. Quan s’utilitza sobre superfícies humides o greixoses, s’ha de suavitzar la barreja d’anada i tornada fins que quedi adherida a la superfície (mentre que la força d’unió disminueix un 20-25% per a les superfícies greixoses). No permeteu que els components de la vareta entrin en contacte amb els ulls i la pell. Utilitzeu guants de protecció per evitar el contacte amb la pell. En cas de contacte amb els ulls, esbandiu amb aigua i busqueu consell mèdic. No utilitzeu sobre superfícies en contacte amb els aliments.
Desavantatges de Mastix
- El temps d'assecat aquí és lleugerament superior al d'altres marques, per tant, poden sorgir alguns problemes quan es treballa amb diferents temperatures;
- Durant la preparació, es poden formar grumolls, cosa que disminueix la qualitat de l’articulació i pot comportar la necessitat de reelaboració.
Àrea d'aplicació
Soldadura en fred Mastix per a metall s'utilitza tant a casa com en diversos procediments de reparació de professionals, en funció del tipus de material.Bàsicament, s’utilitza com a cola normal, que hauria de connectar metall, fusta, plàstic, pedra i altres coses difícils d’enganxar. Una funció igualment important és la reparació de canonades, diversos contenidors, peces de vehicles i altres coses. Les esquerdes es poden reparar aplicant una massa plàstica i amb penetració a les parts internes.
Si el producte no funciona a temperatures superiors a 150 graus centígrads, es poden reparar xips, restaurar peces i realitzar altres procediments de reparació. El més important és aguantar aquest temps, després del qual podeu posar la peça en funcionament. Les propietats de la fortalesa aquí no són prou fortes per suportar xocs forts, però les càrregues de vibració, que sovint es troben en mecanismes en moviment, es toleren amb força normalitat.
- Farciments minerals;
- Farciments metàl·lics;
- Resina amina;
- Resina epoxídica.
Vistes
Per al metall: té una càrrega de metall en la seva composició, que millora la qualitat de la connexió amb les superfícies metàl·liques. Tolera bé el contacte amb la humitat, de manera que es pot utilitzar en reparacions de fontaneria. No és altament sensible a la neteja superficial, de manera que es pot utilitzar amb parts humides i greixoses.
Universal: la barreja s'utilitza per a la reparació ràpida de qualsevol superfície. Té una àmplia gamma de temperatures de funcionament. Aquesta és l'opció més popular i d'ús freqüent que pot ser necessària a totes les llars.
Resistent a la calor: aquesta soldadura en fred té la temperatura d’explosió més alta, que és de 250 graus centígrads. S’utilitza per unir metalls, tant ferrosos com no ferrosos, que s’utilitzen en esferes tèrmicament actives.
Per a la fontaneria: la cola s’utilitza per treballar en condicions humides. Molt sovint, es tracta de la reparació de la fontaneria, on es necessita una alta resistència a la humitat i la capacitat de suportar el treball a pressió. Connecta metall, porcellana, es pot utilitzar per restaurar talles, etc.
Soldadura en fred Mastix d'acer ràpid: conté un farciment d'acer en la composició, que millora la qualitat de la connexió i la restauració d'elements perduts amb acer.
Mastix de soldadura en fred per a alumini: conté un farciment d'alumini que fa que la unió a aquest metall sigui més forta.
Propietats i característiques de Mastix
Abans de prendre Mastix, heu d’estudiar-ne les característiques:
Característiques d'ús
Instruccions per a l'ús de soldadura en fred Mastix assumeix la sobreexposició de totes les normes. En la fase inicial, heu de netejar la superfície de la qual es durà a terme el treball.
Fins i tot si l’embalatge indica que aquest pas es pot descuidar i que la cola es pot utilitzar sobre superfícies greixoses, per a una millor connexió, tot i així hauríeu de netejar-ho tot ".
Després d’això, haureu de tallar la part que utilitzarà de la massa total. Aquí s’ha de tenir en compte que els dos components són iguals. Tot seguit s’amassa i s’aplica a la superfície. A continuació, cal esperar de 20 minuts a una hora perquè tot s’agafi de forma segura.