Kỹ thuật làm gạch
Quá trình nung gạch hoạt động như thế nào?
Có hai phương pháp phổ biến để làm gạch. Đầu tiên là bán khô và ép khô. Phương pháp ép nhựa là phương pháp làm gạch thứ hai. Sự khác biệt nằm ở lượng độ ẩm khác nhau có trong nguyên liệu trong cả hai phương pháp sản xuất. Cần lưu ý rằng phương pháp sản xuất thứ hai được sử dụng rộng rãi nhất.
Gạch nhựa đúc có thể rỗng hoặc đặc. Nguyên lý sản xuất của cả hai loại gạch này đều giống nhau, điểm khác biệt là đất sét được pha chế kỹ hơn để làm gạch rỗng.
Các giai đoạn sản xuất gạch sau đây có thể được phân biệt:
- Chuẩn bị nguyên liệu
- Đúc thanh
- Sấy khô gạch thô
- Đốt cháy
Cần lưu ý rằng mỗi giai đoạn được đặc trưng bởi việc tuân thủ cẩn thận các thông số. Ví dụ, để thực hiện nung, là công đoạn cuối cùng của sản xuất, tất cả các yêu cầu kỹ thuật phải được tuân thủ. Công nghệ nung gạch ngụ ý tuân thủ cả điều kiện nhiệt độ và thời gian. Nếu không, một sản phẩm bị lỗi là không thể tránh khỏi.
Lò hầm
Hầu hết các nhà máy gạch sản xuất gạch đơn và đá gốm đều được trang bị lò nung kiểu này. Chúng đại diện cho một đường hầm mà xe đẩy hoặc băng chuyền có nguyên liệu thô di chuyển qua đó. Không gian làm việc của chúng có thể có một hoặc hai kênh nằm trên một đường thẳng hoặc có dạng khép kín, hình khuyên.

Nguyên lý hoạt động
Trái ngược với các nhà máy vòng, ở đây mọi thứ diễn ra theo chiều ngược lại: vật liệu di chuyển qua các khu vực làm nóng, ủ và làm mát tĩnh tại, được phân chia rõ ràng. Vật liệu di chuyển tuần tự từ vùng này sang vùng khác. Trong một lò như vậy, chỉ có một lối vào và một khu vực xả. Chúng được đặt ở hai đầu đối diện của đường hầm và được trang bị các cơ cấu bịt kín không gian bên trong của lò trong quá trình tải và dỡ vật liệu. Quá trình làm kín xảy ra tự động, giúp tránh tiêu thụ quá nhiều chất làm mát. Không gian phía trên sàn, dưới băng tải hay dưới đáy xe đẩy cũng không nóng lên vì được rào lại bằng cổng cát.
Khí thiên nhiên được sử dụng làm chất mang nhiệt. Đôi khi chúng được sửa đổi để chạy bằng nhiên liệu dầu, nhiên liệu diesel, dầu sưởi và năng lượng điện. Có thể kết hợp các tùy chọn.
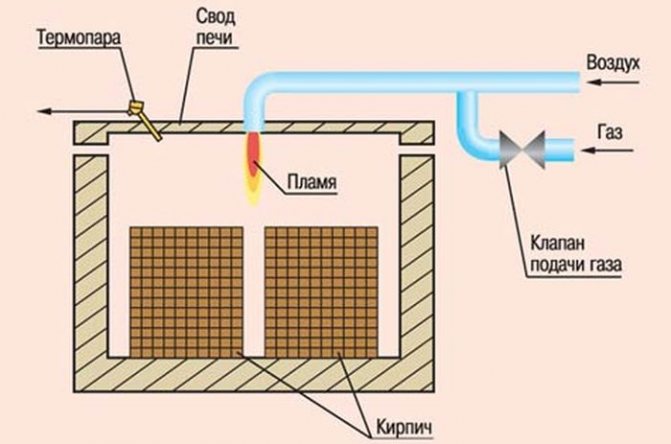
Lò hoạt động suốt ngày đêm. Đầu đốt bằng khí đốt trực tiếp tia lửa đang cháy vào khối gạch (trong lò hở) hoặc qua tấm chắn bảo vệ (trong lò múp). Quạt và thiết bị bắt khói được lắp đặt dọc theo toàn bộ kênh, hướng lượng không khí được làm nóng và khói lò cần thiết đến các khu vực cần thiết của lò thông qua các kênh tuần hoàn đặc biệt. Các thiết bị này hoạt động độc lập với nhau và được điều khiển từ xa bởi người vận hành. Lò được công nhân nạp thủ công, việc bốc dỡ được cơ giới hóa.
Công nghệ nung được tự động hóa hết mức có thể. Các chương trình máy tính đặc biệt với sự trợ giúp của nhiều cảm biến giám sát quá trình công nghệ và đưa ra các lệnh điều khiển:
- chế độ nhiệt độ ở tất cả các khu.
- áp suất không khí.
- tốc độ của xe đẩy.
Việc lựa chọn chế độ vận hành của lò được thực hiện tự động và phụ thuộc vào các thông số ban đầu của gạch thô (loại, hình dạng, kích thước, độ ẩm, kiểu lồng).Bộ điều khiển lưu trữ tất cả các chế độ có thể có trong bộ nhớ và chọn chế độ tối ưu nhất. Việc kiểm tra chất lượng thành phẩm cũng được tự động hóa. Thời gian của chu trình công nghệ đối với sản phẩm rắn từ 36 đến 40 giờ, đá rỗng sàng trong ngày.
izkirpicha.com
Làm thế nào gạch gốm được nung
Gạch thô có độ ẩm từ 8% đến 12%, được đưa vào lò để nung, nơi nó được làm khô ban đầu. Sau đó, nhiệt độ tăng lên đến mức 500-800 ° C, tại đó sự mất nước của các khoáng chất từ đất sét xảy ra. Vì điều này, sản phẩm bị co lại. Ở nhiệt độ trên 200 ° C, các tạp chất hữu cơ dễ bay hơi và các chất phụ gia được quan sát thấy.
Ở giai đoạn này, nhiệt độ nung gạch tăng với tốc độ 300-350 ° C / h. Nhiệt độ được giữ không đổi cho đến khi đốt cháy hết cacbon. Và chỉ sau đó, nhiệt độ được nâng lên 800 ° C. Tiếp xúc với nhiệt độ như vậy làm cho sản phẩm bị thay đổi cấu trúc. Trong một thời gian, chúng duy trì nhiệt độ tối đa để gạch nung nóng đồng đều. Sau đó nhiệt độ bắt đầu giảm dần.
Thời gian nung gạch có thể đạt từ 6 giờ đến 48 giờ. Trong khi quá trình này diễn ra, cấu trúc của viên gạch sẽ thay đổi liên tục. Nếu quan sát công nghệ sản xuất thì sản phẩm đầu ra là sản phẩm có độ bền cao và khả năng chịu nước. Nó được đặc trưng bởi các đặc tính cách âm và cách nhiệt, cũng như khả năng chống lại các điều kiện nhiệt độ khác nhau.
Chúng tôi khuyên bạn nên đọc:
Mua thiết bị sản xuất gạch Lego ở Nga là gì?
Lựa chọn máy đóng gạch cát-vôi.
Quy trình này là gì và các tính năng công nghệ
Xử lý nhiệt vật liệu xây dựng bằng đất sét dưới tác động của nhiệt độ cao được gọi là nung. Đây là công đoạn cuối cùng trong quá trình sản xuất gạch block. Công nghệ nung bao gồm 3 giai đoạn:
- Làm nóng lên.
- Đốt cháy.
- Làm mát.
Ở giai đoạn đầu tiên, gạch được nung ở nhiệt độ 120 độ, để làm bay hơi nước khỏi nó. Sau đó, để đốt cháy các tạp chất có nguồn gốc hữu cơ và rút chất lỏng cuối cùng, nó được đun nóng đến 600 gr. Ở công đoạn tiếp theo, nhiệt độ nung gạch là 920-980 độ. Đồng thời, đất sét bắt đầu co lại và có được sức mạnh. Trong điều kiện nhiệt độ tối đa không đổi, khối gạch cứng lại và mòn đi trong một thời gian. Ở giai đoạn cuối cùng, vật liệu xây dựng bằng đất sét được làm nguội. Nếu trong quá trình xử lý nhiệt không có vi phạm công nghệ, màu sắc của khối sẽ có màu đỏ cam và cấu trúc đồng nhất. Để có được gạch tráng men, cần phải nung lại.
Để tạo ra một viên gạch nung chất lượng cao và chắc chắn mà không có vết nứt, cần phải kiểm soát nhiệt độ nghiêm ngặt trong quá trình xử lý nhiệt.
Các loại lò gạch
Nhiều loại lò khác nhau được sử dụng trong giai đoạn nung. Việc sử dụng thiết bị lò gạch nào trong sản xuất phụ thuộc vào nhiều yếu tố khác nhau. Lò gạch đồng thời vừa là một thiết bị quá trình vừa là một hệ thống hở nhiệt động. Trong đó diễn ra các quá trình nhiệt không đổi.
Lò vòng

Lò gạch vòng
Một loại lò gạch là lò vòng. Đó là những lò vòm được sử dụng rộng rãi nhất trong sản xuất gạch. Nếu lò gạch hình khuyên không được lắp đặt trong nhà máy sản xuất thì nên sử dụng lò không có mái che. Chi phí xây dựng đắt hơn một chút so với lò nướng đặt sàn, tuy nhiên, việc bảo trì chúng thuận tiện và dễ dàng hơn rất nhiều.

Sơ đồ lò vòng để nung gạch
Việc nung gạch trong lò hình khuyên cho kết quả chất lượng cao hơn đáng kể so với lò sàn và lượng nhiên liệu tiêu thụ trên 1.000 viên gạch nung ít hơn vài lần.Một ưu điểm khác của những loại bếp này là chúng có thể được đốt bằng nhiều loại nhiên liệu khác nhau. Tất cả điều này ảnh hưởng đến việc sử dụng rộng rãi các lò nung vòng.
Lò hầm
Lò nướng hầm đang thay thế lò vòng, dần dần thay thế chúng. Ngày càng có nhiều nhà máy gạch lớn sử dụng chúng trong sản xuất của mình. Trong lò tuynen, gạch di chuyển trên các xe đẩy đặc biệt, ngược lại với các xe quay tròn, nơi viên gạch đứng yên và các chế độ nhiệt độ khác nhau được truyền qua đó. Lò tuynel để nung gạch dễ bảo trì hơn, vì việc bốc dỡ và xếp lô gạch diễn ra bên ngoài lò, nơi có điều kiện nhiệt độ chấp nhận được cho nhân công. Ngoài ra, việc cơ giới hóa các quy trình trước khu vực làm việc dễ dàng hơn nhiều so với trong đó. Lò nung là một đường hầm có đường ray bên trong. Việc nung gạch trong lò tuynel diễn ra trên các xe đẩy, xe đẩy từng chiếc một dọc theo toàn bộ chiều dài của đường hầm. Sau một khoảng thời gian nhất định, một xe đẩy mới với gạch thô đi vào đường hầm và một xe đẩy với các sản phẩm làm sẵn rời khỏi đường hầm.

Lò gạch tuynel
Lò có thể được lắp với nhiều nguồn nhiệt khác nhau. Có thể đốt nóng lò để rang bằng than, dầu. Một lò điện hoặc lò đốt gas đang được lắp đặt. Tính dễ bảo trì và lợi ích kinh tế của sản xuất phụ thuộc vào loại nguồn nhiệt được chọn. Nếu chọn lò khí đốt gạch để sản xuất thì bất kể là lò hình khuyên hay lò tuynel, chỉ cần tuân thủ các thông số công nghệ đều đạt chất lượng cao.
Bạn có thể quan tâm:
Chọn máy ép để sản xuất gạch Lego.
Loại đất sét nào thích hợp để làm gạch?
Các loại lò
Để nung gốm và sản xuất gạch nung, kể cả gạch gốm, các lò nung đặc biệt được sử dụng. Chúng có 2 loại:
- đường hầm;
- nhẫn.
Lò hầm

Thiết bị dạng đường hầm là một lò khí dài giống như đường hầm để nung gạch. Bên trong có 3 buồng và ray. Xe đẩy kim loại di chuyển dọc theo chúng với sự trợ giúp của bộ đẩy tự động. Trước khi vào lò, chúng được chất bằng gạch không nung. Lối vào và lối ra được niêm phong tuyệt đối. Sau khi sấy ở 1 buồng, khối gạch được chuyển sang buồng 2 để nung. Nó được cung cấp bởi các đầu đốt khí liên tục duy trì nhiệt độ ở mức 920-980 độ. Sau đó, gạch đi vào vùng thứ ba với nhiệt độ thấp hơn, nơi nó được làm lạnh. Sau khi kết thúc chế độ, các bộ đẩy sẽ lăn các xe đẩy ra khỏi lò và các khối gạch nguội hoàn toàn bên ngoài lò.
Lò vòng
Các thiết bị loại này bao gồm nhiều phần liền nhau có dạng vòng. Mỗi lò đều có cửa sổ để nạp và dỡ nguyên liệu, cũng như nguồn gia nhiệt riêng. Lò nung vòng đảm bảo quá trình nung được liên tục. Như vậy, một lô gạch được trải qua tất cả các công đoạn xử lý nhiệt, nằm trong cùng một ngăn. Buồng liền kề thúc đẩy quá trình sưởi ấm, các khối được nung với chi phí nhiên liệu của chính chúng, và nhiệt độ của phần tiếp theo được cung cấp làm mát.
Chúng tôi nung gạch tại nhà
Nếu bạn tạm dừng việc sản xuất khối lượng lớn tại các nhà máy gạch và nghĩ đến việc sản xuất với số lượng nhỏ hơn, thì bạn hoàn toàn có thể tổ chức nung gạch gốm tại nhà. Để đốt một viên gạch với số lượng nhỏ, bạn sẽ cần một thùng kim loại thông thường có dung tích từ 200 đến 250 lít. Trước đây, nó là cần thiết để cắt bỏ các đáy trong nó ở cả hai bên.
Đốt lửa cũng có thể được thực hiện bằng cách sử dụng lửa.Để làm được điều này, bạn cần đào một cái hố sâu nửa mét và đặt một cái thùng ở trên nó, nhô cao hơn mép hố ở độ cao khoảng 20 cm, ở nơi không có đáy thấp hơn thì cần. để điều chỉnh các giá đỡ dưới dạng thanh hoặc lưới kim loại. Điều này là cần thiết để có cơ sở cho việc chứa gạch bên trong thùng.
Sau khi đổ đầy gạch vào thùng, hãy đậy phần trên của thùng bằng nắp để giảm thiểu thất thoát nhiệt. Quá trình nung kéo dài khoảng 20 giờ, tùy thuộc vào bản chất của thành phần đất sét được sử dụng trong gạch. Có thể nung gạch bằng gas, nhưng như đã nói ở trên, lợi nhuận kinh tế phụ thuộc vào loại chất đốt.
Sơ đồ lò nung gạch bằng khí
Chúng tôi đề xuất các bài viết này:
Những ma trận tốt nhất cho những viên gạch Lego để mua là gì?
Làm thế nào để chọn một máy ép gạch bằng tay?
Đặc điểm của quy trình nung gạch gốm nhiều tầng trong lò tuynel
Việc gia tăng tốc độ xây dựng và sự cạnh tranh giữa các nhà sản xuất vật liệu xây dựng trên thị trường Uzbekistan đòi hỏi sự gia tăng về số lượng và nâng cao chất lượng của các loại gạch xây dựng. Giải pháp cho vấn đề này có thể đạt được bằng cách cải tiến hệ thống điều khiển các quá trình công nghệ sấy, nung và chu trình sản xuất gạch. Chính trong quá trình nung và sấy khô, các đặc tính của sản phẩm được hình thành, quyết định chất lượng của sản phẩm. Nó bao gồm cả các chỉ số cơ học và thủy lý đo được (độ bền, khả năng chống sương giá và hấp thụ nước) và các khuyết tật thị giác (vết nứt, tan chảy, cháy nổ). Quá trình rang và sấy khô nên được coi là quá trình truyền nhiệt và truyền khối lượng nhiều tầng, đi kèm với sự biến đổi pha và hóa học của nguyên liệu thô.
Quá trình công nghệ, sản xuất gạch được thực hiện chủ yếu trong lò tuynel, được đặc trưng bởi sự phân bố nhiệt độ của môi trường khí (trường nhiệt độ) và tải trọng của sản phẩm, tính không ổn định của các tính chất của bán thành phẩm, cũng như không thể kiểm soát các đặc tính của vật liệu gốm trong thời gian dài (lên đến 120 giờ) của nó trong thời gian thực. Việc thiếu các khuyến nghị cơ bản để lựa chọn trường nhiệt độ tối ưu, có tính đến các chỉ tiêu chất lượng của thành phẩm, sự thay đổi tính chất của dòng nguyên liệu đầu vào, trạng thái của thiết bị công nghệ, đòi hỏi phải tạo ra một mô hình toán học của quá trình, tối ưu hóa và cải tiến hệ thống điều khiển tự động.
Tạo ra một hệ thống điều khiển cho quá trình nung gạch gốm trong lò tuynel, góp phần nâng cao chất lượng thành phẩm bằng cách ngăn ngừa các trường hợp khẩn cấp, đưa ra các hành động ưu tiên thu được từ việc dự đoán các đặc tính của sản phẩm và xác định nhiệt độ tối ưu trong điều kiện không ổn định của bán thành phẩm.
Lò nung tuynel là một hệ thống sưởi ấm liên tục trong đó điện tích của sản phẩm di chuyển dọc theo một kênh nung tuyến tính dài về phía vật mang nhiệt. Chuyển động của sản phẩm qua lò nung xảy ra do quá trình đẩy một ô tô mới vào kênh nung sau một thời gian nhất định, gọi là khoảng thời gian đẩy. Cơ cấu đẩy các ô tô được gọi là bộ đẩy. Tại lối vào và lối ra, lò được trang bị rèm cơ khí để loại bỏ sự hút không khí vào kênh nung. Giữa rèm lối vào và vùng sưởi có chiều dài một toa hàng trước. Đặc điểm thiết kế này của lò được thiết kế để ngăn chặn sự vi phạm chế độ nhiệt độ của lò khi đẩy sản phẩm mới vào. Chiếc xe đầu tiên được đẩy vào khu vực trước, trong khi tấm rèm giữa nó và khu vực sưởi ấm được hạ xuống. Sau khi đóng cửa vào, rèm cửa ra của kho sơ bộ được nâng lên và ô tô được đẩy trực tiếp vào kênh lò.
Kênh lò được quy ước chia thành các vị trí, chiều dài bằng chiều dài ô tô, tức là số vị trí bằng số ô tô được nung.
Khi chọn kiểu nạp, cần tính đến thiết kế và kích thước của kênh đốt, loại sản phẩm, nhiên liệu và phương pháp đốt của nó, và thiết kế của thiết bị đốt.
Sơ đồ cơ cấu của quá trình sản xuất gạch gốm có thể được biểu diễn như một chuỗi các quy trình (công đoạn) công nghệ liên kết với nhau. [1] Hình. một.

Quả sung. 1. Sơ đồ khối sản xuất gạch men
Cách bố trí của điện tích. Các thành phần nguyên liệu thô của phí (hỗn hợp đất sét và tạp chất, được trộn theo tỷ lệ nhất định) được đưa đến kho chứa đất sét, từ đó chúng được di chuyển bằng cần cẩu gắp đến phễu của máy cấp liệu hộp riêng lẻ, thực hiện cấp liệu và thể tích đồng nhất liều lượng của các thành phần của phí. Liều lượng được quy định bởi chiều cao nâng của cửa và tốc độ của đai nạp, được tính toán theo một cách nhất định.
Các thành phần định lượng của phí được đưa vào máy nghiền dao, nơi chúng được nghiền trước. Sau đó phí chuyển qua giai đoạn xử lý, diễn ra ở phân xưởng tương ứng. Nó chứa máy chạy để nghiền ướt, máy lăn để nghiền thô và mịn, máy trộn đất sét. Trong quá trình chạy của quá trình nghiền ướt, quá trình nghiền, trộn, nghiền, làm ẩm điện tích bằng nước, nghiền và đẩy nó qua các tấm có lắp các lỗ trong vùng nghiền diễn ra. Kích thước hạt tối đa của mẻ sau khi chạy là 50mm. Máy trộn chảo, được lắp đặt dưới máy chạy, nạp phí vào băng tải, đưa nó đến máy nghiền con lăn. Nó thực hiện mài sơ cấp và mài điện tích. Kết quả của quá trình xử lý này, kích thước hạt không vượt quá 3-5 mm. Sau lần nghiền ban đầu, phí được băng tải đưa đến máy nghiền con lăn thứ hai. Các quá trình diễn ra trong nó tương tự như các quá trình trong thiết bị trước đó, nhưng kích thước tối đa của các hạt điện tích đã là 1mm. [2]
Sau khi xử lý như vậy, điện tích đi vào hỗn hợp đất sét. Tại đây sẽ diễn ra quá trình trộn chuyên sâu, đồng nhất và làm ẩm thêm điện tích đến độ ẩm đúc nhất định. Vào mùa đông, nếu cần, khối gốm được làm nóng bằng hơi nước. Trong buồng của máy trộn đất sét, phí được nén chặt và ép qua các lỗ trên ghi. Sau đó, nó được đưa vào bộ nạp và từ đó - để đúc thành máy ép chân không sâu.
Sự hình thành. Khối gốm di chuyển vào máng của khối, trong đó nó được hấp và đẩy bởi các cánh quạt vào bộ phận chuyển tiếp. Trong đó, các cánh, được thay thế bằng một hệ thống sâu, đẩy khối lượng đã chuẩn bị qua các lỗ thoát hình côn. Các con dao cắt khối lượng thành các tấm, được đưa vào buồng chân không để khử khí. Từ đó, thông qua các cuộn thức ăn, chúng đi vào khoang chứa giun, tại đây một bộ giun được đẩy qua ống ngậm gắn trên đầu ép. Do đó, một thanh thu được ở dạng một dải liên tục. [3]
Cắt. Bên trong ống ngậm, các lõi được gắn trên một giá đỡ đặc biệt, được hình thành thông qua các lỗ trên thanh. Một dải gỗ liên tục được cắt thành nguyên liệu thô - các sản phẩm được xếp trên xe đẩy sấy khô và đưa vào máy sấy đường hầm.
Làm khô. Môi chất làm mát là không khí đi ra từ vùng làm mát của lò tuynel. Sự lưu thông theo chiều dọc của chất làm mát trong hệ thống máy sấy được cung cấp bởi các quạt hút để loại bỏ chất làm mát đã qua sử dụng. Việc điều chỉnh số lượng của nó được thực hiện với sự trợ giúp của bộ giảm chấn gắn trên trần của máy sấy. Một phần chất làm mát được lấy từ máy sấy bằng các quạt di động, chúng luân chuyển theo hướng ngang của các kênh của bộ phận, thổi đều nguyên liệu thô.Sấy khô được thiết kế để loại bỏ độ ẩm dư thừa khỏi nguyên liệu thô, như một chỉ số cho biết độ ẩm tương đối còn lại của nguyên liệu thô tại đầu ra của thiết bị. Theo quy định của công nghệ sản xuất, giá trị của biến này nằm trong khoảng 1,5-3%. [bốn]
Xe đẩy với nguyên liệu khô được kéo ra khỏi máy sấy và đưa đến cơ sở trung chuyển. Tại đây nguyên liệu thô được chuyển lên các ô tô của lò nung. Cấu trúc thu được là kết quả của hoạt động này được gọi là kết cấu gạch. Những chiếc xe tải được chuyển đến lò nung, nơi chúng được nung.
Quá trình nung là cuối cùng và quan trọng nhất trong quá trình sản xuất gạch, vì chính trong quá trình này, các thuộc tính của sản phẩm xác định khái niệm “chất lượng” cuối cùng được hình thành. Nó bao gồm cả các chỉ số cơ học và thủy lý đo được (cường độ, khả năng chống sương giá và hấp thụ nước, v.v.) và các khuyết tật thị giác (vết nứt, nóng chảy, cháy nổ, v.v.).
Chu trình nung bao gồm các giai đoạn nung nóng, giữ trong vùng nhiệt độ cao (thiêu kết) và làm nguội, mỗi giai đoạn này được đặc trưng bởi các quá trình hóa lý nhất định diễn ra trong khối gốm. Các đặc tính cuối cùng của sản phẩm phụ thuộc vào tính đúng đắn của các quá trình này, do đó cần tuân thủ các yêu cầu rõ ràng về chế độ nhiệt độ và thời gian nung ở mỗi vị trí của lò.
Như vậy, quy ước lò nung được chia thành 3 vùng: nung, rang và làm nguội. Vùng gia nhiệt được thiết kế để làm khô sản phẩm cuối cùng và gia nhiệt chúng đến nhiệt độ của môi trường khí của vùng nung. Vùng sưởi bao gồm ba phần. Ở thiết bị đầu tiên, nằm sau kho sơ bộ, quá trình sấy nguyên liệu thô bắt đầu trên các xe lò nung mới được đưa vào sử dụng bằng sức nóng của khí thải, đã đi qua các khu vực khác của khu vực này (Hình 1). Ở đoạn thứ hai, ở hai bên kênh, có các lỗ thoát khí thải ra khỏi lò. Ở giai đoạn thứ ba, các sản phẩm được đốt nóng với khói lò và các sản phẩm đốt cháy nhiên liệu đi ra từ vùng nung.
Khu vực bắn được chia thành hai khu vực: khu vực cháy nhỏ và khu vực bắn lớn. Trong khu vực cháy nhỏ, bán thành phẩm được đốt nóng mạnh bởi nhiệt của khói lò phát ra từ khu vực cháy lớn, cũng như nhiệt của nhiên liệu đốt trong các đầu đốt của khu vực này. Các đầu đốt được tập hợp thành các nhóm đầu đốt đặt tại mỗi vị trí của vùng nung. Trong khu vực có lửa cao, sản phẩm được giữ ở nhiệt độ tối đa.
Vùng làm mát thường được chia thành vùng làm mát nhanh và vùng làm mát cuối cùng. Không khí bên ngoài được cung cấp cho vùng làm mát thông qua một khe hở trên mái và các đường dẫn trong cửa ra lò bằng một quạt được lắp đặt đặc biệt. Không khí cung cấp cho đường hầm từ môi trường di chuyển dọc theo nó, làm mát gạch. Các lỗ được tạo ra ở cả hai bức tường của vùng làm mát, qua đó không khí được làm nóng được đưa ra khỏi kênh nung vào kênh gia nhiệt, và được đưa vào máy sấy.
Văn chương:
- Ladanyuk A.P., Tregub V.G., Kishenko V.D. Quản lý các tổ hợp công nghệ trong các hệ thống tích hợp máy tính // Các vấn đề của Quản lý và Tin học. - 2002. - Số 2.
- Yaroshchuk I.V., Ostapenko Yu.A. Nghiên cứu thực nghiệm gạch nung trong lò tuynen để tạo hỗ trợ toán học cho hệ thống điều khiển. tác phẩm của quốc tế lần thứ VIII. khoa học kỹ thuật tâm sự. "Kỹ thuật cơ khí và công nghệ vào đầu thế kỷ XXI." - Tập Z. - Donetsk: DonSTU, 2001.
- Quy chuẩn công nghệ sản xuất gạch, đá gốm tại nhà máy vật liệu gốm ốp tường. Tán thành. giám đốc nhà máy vật liệu xây dựng. - K., 1994 .-- 63 tr.
- Gốm chế tạo máy / Garshin A.P., Gropyanov V.M., Zaitsev G.P., Semenov S.S. - SPb: GTU, 1997. - 726 tr.
Những gì bạn cần để mua một lò gạch
Nếu bạn nghĩ đến việc bắt đầu kinh doanh gạch men, thì bạn cần cân nhắc lựa chọn nghiêm túc hơn là đốt đống lửa trong sân. Nếu bạn đã quyết định mua một chiếc lò gạch mini thì bạn cần lựa chọn cho mình một phương án phù hợp nhất. Cần phải suy nghĩ về những khối lượng nào được lên kế hoạch sản xuất, bởi vì mỗi lò có công suất riêng.
Ngoài ra một điểm quan trọng là chọn bếp với loại nhiên liệu phù hợp, bởi vì trong thời buổi giá năng lượng thay đổi nhanh chóng, vấn đề này cần được xem xét nghiêm túc. Việc mua một lò nung có công suất lớn hơn là điều đáng xem xét nếu có kế hoạch tăng sản lượng.
Khi các câu hỏi về các đặc điểm chính được giải quyết, cần phải chọn phiên bản phù hợp của mô hình và bắt đầu tìm kiếm các tùy chọn để mua hàng có lợi. Giá của một lò gạch từ các đại lý và người bán khác nhau có thể dao động, vì vậy không cần phải vội vàng. Hầu hết các đại diện bán các sản phẩm này không đặt giá trong phạm vi công cộng, vì vậy bạn phải rất vất vả để tìm được một hợp đồng lớn. Nhưng kết quả của khoản tiết kiệm có thể vượt quá mọi mong đợi!
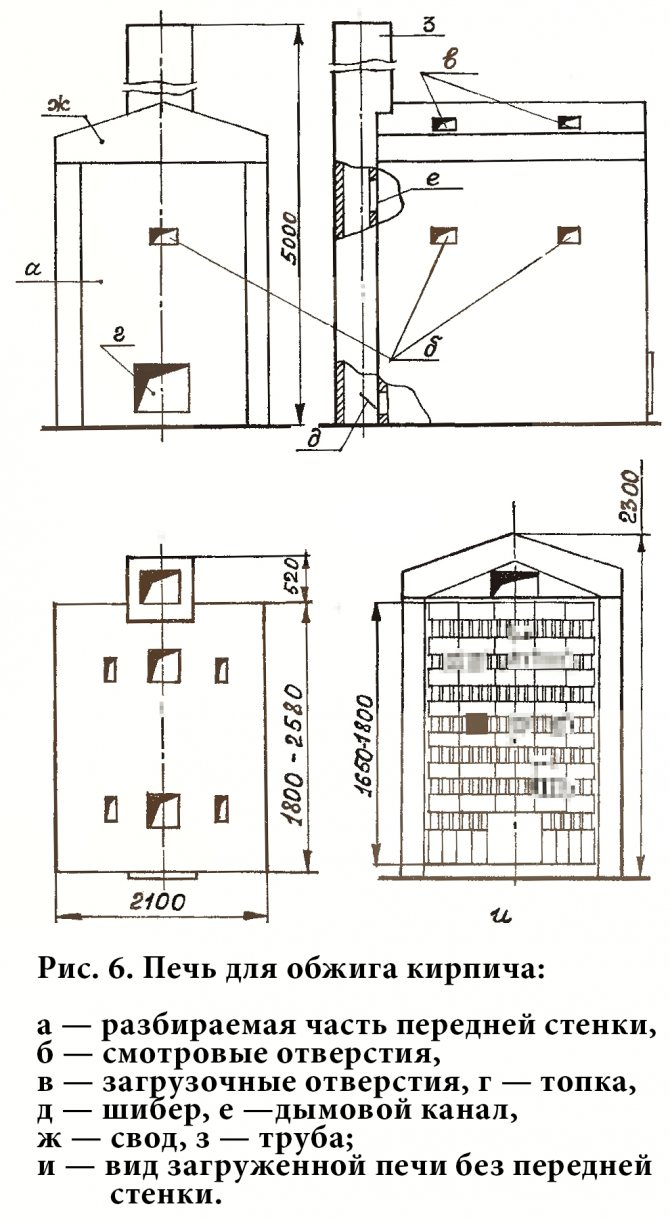
Một phương pháp nung gạch và một thiết bị để thực hiện nó
Sáng chế liên quan đến sản xuất gạch và gốm xây dựng. TÁC DỤNG: tăng cường độ của quá trình, đảm bảo độ đồng đều của quá trình nung và nâng cao chất lượng sản phẩm thu được. Kết cấu gạch được hình thành bằng cách đặt tuần tự một sản phẩm lên trên sản phẩm khác với sự tạo thành hai mặt đối diện của trụ với bề mặt rắn của sản phẩm. Các trụ của sản phẩm được đặt với sự tạo thành các khoảng trống giữa các cạnh nói trên của các trụ đủ để chất làm mát chuyển động tự do. Gạch được nung trong lò trục. Trong kênh nung của lò, các thanh dẫn thẳng đứng được lắp, sắp xếp thành từng nhóm dưới dạng một tập hợp các kênh dẫn đặt cách xa nhau. Nguồn chất làm mát được đặt trong các khe hở giữa các rãnh dẫn hướng và chất làm mát được đưa vào các khe hở giữa các mép ram của sản phẩm. 2 giây. và 12 giờ tối f-ly, 10 bịnh.
Lĩnh vực kỹ thuật liên quan đến sáng chế Sáng chế liên quan đến ngành vật liệu xây dựng và có thể được sử dụng trong sản xuất gạch và một số sản phẩm gốm sứ khác, cụ thể là trong quy trình công nghệ nung. Sáng chế có thể áp dụng cho tất cả các loại gạch và đá gốm có hình dạng hình chữ nhật song song, cũng như hình dạng gần với nó.
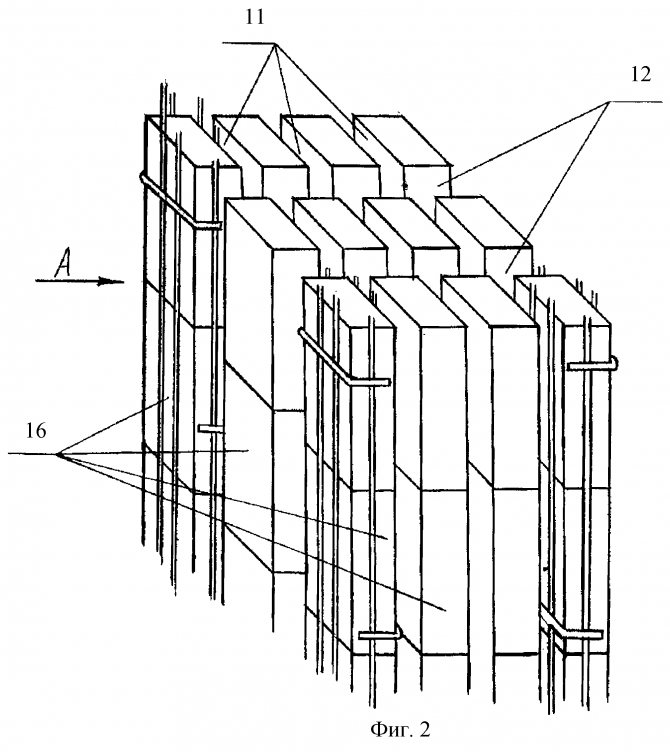
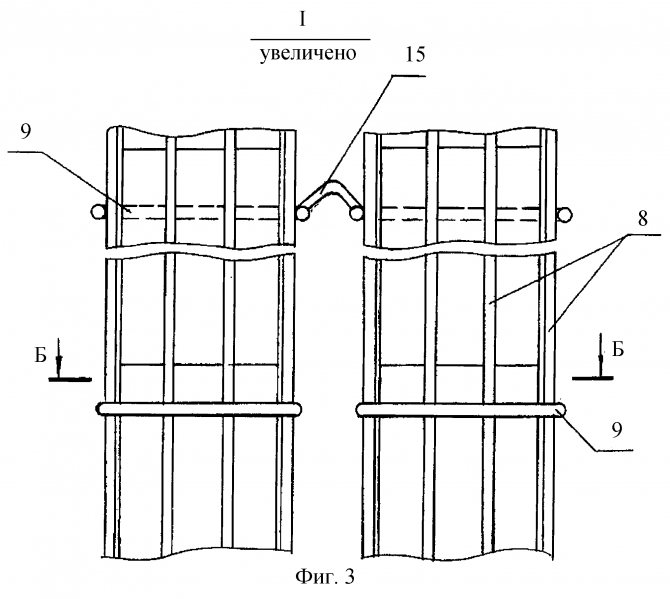
NGHỆ THUẬT NỀN TẢNG Các phương pháp nung gạch được biết đến rộng rãi nhất trong lò nung vòng và lò tuynel. Tuy nhiên, nhược điểm của những lò như vậy là gạch xếp chồng lên nhau nung không đều, sản xuất cồng kềnh, thất thoát nhiệt, cần có xe đẩy chuyên dụng để di chuyển tải sản phẩm. Gần đây, các lò nung liên tục thẳng đứng đã trở nên phổ biến: trục và rãnh, với vật liệu chuyển động và các khu công nghệ tĩnh. Quy trình công nghệ trong lò đứng được hướng từ trên xuống dưới, giúp cho sản phẩm có thể di chuyển được dưới trọng lượng của chính chúng và loại trừ các phương tiện chuyên dụng để di chuyển sản phẩm qua lò. Ngoài ra, thiết kế lò đứng giúp đưa nguồn nhiệt đến gần sản phẩm nung hơn, dẫn đến tăng hiệu suất nhiệt của quá trình và giảm thời gian nung. Do đó, các lò đứng ít tiêu tốn nguyên liệu hơn và phương pháp nung trong các lò như vậy nhanh hơn, năng suất hơn và tiết kiệm hơn. , F 27 B 9/14, publ. 27/04/1998), trong đó các sản phẩm được đưa tuần tự vào lò bằng một bộ đẩy từ máy ép.Sản phẩm được di chuyển theo đường xoắn ốc, được đặt bằng bàn lăn một vòng xoắn ốc, từ trên xuống dưới qua các khu gia nhiệt, nung và làm mát. Kênh chuyển động được tạo thành bởi một khe hở hình trụ giữa các thành lò đặt đồng trục (bên trong và bên ngoài). Việc nung gạch trong vùng nung được thực hiện bằng vòi đốt khí đặt ở thành ngoài lò, phương pháp này cho năng suất cao của quá trình nhưng cần có thiết bị đặc biệt. Ngoài ra, lồng gạch, là các sản phẩm được đặt chồng lên nhau chết trên khuôn (tức là trên giường), không cung cấp khả năng tiếp cận đồng đều của chất mang nhiệt đến toàn bộ bề mặt của sản phẩm, dẫn đến nung không đồng đều sản phẩm trong khối lượng của nó. Sản phẩm gốm trong lò đứng (bằng sáng chế 2098384, RU, loại C 04 B 33/32, F 27 B1 / 00, publ. 10.12.1997), bao gồm cả việc cung cấp chất làm mát vào lồng theo hướng ngang bởi một số lớp được hình thành và hướng về nhau bởi các dòng chảy hội tụ ở trung tâm của lồng, di chuyển lên một bước và sau đó tách ra khỏi tâm theo các hướng ngược lại. Trong trường hợp này, việc đóng gói sản phẩm được thực hiện theo cách có sự luân phiên về chiều cao của các hàng gạch được lắp trên mép muỗng và trên khuôn. Bố cục của lồng gạch được lắp trên cạnh thìa không thay đổi và được lặp lại qua một hàng theo chiều cao. Nó cung cấp thông qua các kênh để đi qua chất làm mát. Cài đặt của các hàng gạch đặt trên khối thay đổi. Trong phiên bản đầu tiên, có một kênh dẫn chất làm mát đi qua trung tâm của hàng, chia hàng thành hai phần bằng nhau. Trong phiên bản thứ hai, hai kênh bên được hình thành, nằm giữa điện tích và các bức tường đối diện của lò, mà các lò tiếp giáp với nhau. Sự chuyển động từng lớp nói trên của chất làm mát chảy qua các kênh được tạo thành bởi sự sắp xếp nhất định của các sản phẩm trong các hàng được lặp lại nhiều lần, cũng như sự luân phiên của các hàng trong lồng. Điều này đảm bảo sự phân bố đồng đều của chất làm mát và không khí để làm mát sản phẩm dọc theo chiều cao của ngăn xếp. Gạch thô được nạp bằng tay hoặc bằng máy tự động. Chuyển động của lồng có thể liên tục hoặc tuần hoàn sau một khoảng thời gian nhất định. Toàn bộ lồng gạch được giữ và di chuyển bằng một thiết bị đặc biệt, ưu điểm của sáng chế trên là nâng cao chất lượng sản phẩm bằng cách đảm bảo độ đồng đều khi nung, tuy nhiên lồng sản phẩm có cấu tạo khá phức tạp và cần một thiết bị đặc biệt. để di chuyển. Phương pháp gần nhất với sáng chế được tuyên bố là phương pháp nung các sản phẩm gốm tường trong lò đứng (bằng sáng chế cho sáng chế 2031340, RF, loại F 27 B 1/00, publ. 03/20/1995, bản tin 8), là một chu trình công nghệ bao gồm việc nạp sản phẩm theo cơ chế nạp từng lớp từ trên cùng của lò, chuyển động đồng bộ xuống một hàng, toàn bộ lượng nạp dọc theo kênh nung và từng lớp dỡ từng lô thành phẩm ra khỏi lò. đáy của cơ thể. Sản phẩm được xếp theo dạng cột trụ có tiết diện 250x250. Khi nung sản phẩm trong vòi phun, nhiên liệu được đốt cháy và thông qua các thiết bị phân phối khí, chất làm mát tạo thành sẽ thoát ra các khe hở và rửa sạch lồng. Thiết kế lồng đóng vai trò quyết định trong quá trình trao đổi nhiệt giữa sản phẩm và dòng khí, và trong sự lan truyền nhiệt trong thân của viên gạch. Việc gia nhiệt sản phẩm không đều, đặc biệt là trong điều kiện nung tốc độ cao dẫn đến sản phẩm bị cong vênh và biến dạng, đồng nghĩa với việc giảm chất lượng thành phẩm. Do đó, lồng lò phải cung cấp lực cản tối thiểu đối với sự chuyển động của khí và không khí, thúc đẩy sự phân bố lửa đồng đều nhất trên mặt cắt của kênh lò, ổn định và đồng thời thuận tiện cho việc xếp dỡ gạch.Lồng hoàn hảo về mặt kỹ thuật nhiệt, trong đó các sản phẩm được lắp đặt sao cho diện tích bề mặt tối đa có thể của sản phẩm được rửa sạch tự do và đồng đều bởi chất làm mát. Trong dung dịch theo bằng sáng chế 2031340, mỗi cột lồng được hình thành bởi các hàng gạch được lắp đặt chồng lên nhau với sự hình thành của mặt cắt 250x250, tức là ... một số sản phẩm trong mỗi hàng của trụ cột. Trong phiên bản thiết kế lồng này, có những khoảng trống như mê cung để chất làm mát đi qua, khiến chất làm mát khó tiếp cận với sản phẩm. Kết quả là cường độ nung giảm, thời gian cần thiết để làm nóng đủ sản phẩm tăng lên và ngoài ra, không đảm bảo gia nhiệt đồng đều cho các sản phẩm bên trong lồng. Một lò đứng để nung sản phẩm gốm đã được biết đến (bằng sáng chế cho sáng chế 2023965 , RF, loại F 27 V 1/00, publ. 30.11.1994, bản tin 22), chứa các kênh nung thẳng đứng được tạo thành bởi các vách thẳng đứng làm bằng vật liệu chịu nhiệt, các cơ cấu nạp và dỡ hàng nằm trên khung lò, tương ứng, phía trên đầu vào và bên dưới các phần đầu ra của các kênh dẫn bắn. Trong các khe tường giữa các phần liền kề của lò, có các thiết bị đầu đốt và các kênh cung cấp không khí cho quá trình đốt và làm mát sản phẩm, cũng như các kênh để loại bỏ không khí nóng và khói lò. Phần đầu vào của kênh nung được bịt kín và khu vực nung và làm mát được ngăn cách bằng các bộ giảm chấn có lò xo quay. Như các phần tử của cơ chế dỡ thành phẩm gốm sứ, xi lanh thủy lực, kẹp quay và băng tải được sử dụng. Lò được phân loại là lò nướng dạng khe đứng và có tất cả các ưu điểm của lò nướng dạng khe được liệt kê ở trên. Ngoài ra, lò còn thực hiện chế độ nung đối lưu bức xạ hiệu quả, trong đó các sản phẩm được đốt nóng bởi dòng khí thải và bức xạ nhiệt từ các bông nhỏ và các bức tường của đầu đốt. Tuy nhiên, lò bao gồm một số phần chứa một kênh nung thẳng đứng. và được ngăn cách bởi vật liệu tường, điều này nói lên mức tiêu thụ vật liệu cao của nó. Thiết kế của lồng trong lò này là một cột chứa các sản phẩm được xếp chồng lên nhau có trật tự, điều này ngụ ý rằng sự hiện diện của các khe hở nhỏ giữa các sản phẩm trong lồng, do đó, ảnh hưởng đến sự đồng đều của quá trình gia nhiệt của các sản phẩm, và do đó chất lượng của sản phẩm thu được. thiết bị sử dụng lò đứng (bằng sáng chế cho sáng chế 2031340, RF, loại F 27 B 1/00, publ. 03/20/1995, bull. 8), có thân hình chữ nhật thẳng đứng có sưởi , khu nung và làm lạnh, vách ngăn ngang có cửa sổ, thiết bị xếp dỡ, hộp cấp thoát khí, tải sản phẩm được đặt có khe hở ở cửa sổ vách ngăn và là một bộ cột trụ có tiết diện 250x250 mm. Để cải thiện quy trình điều tiết của quá trình nung, lò được trang bị các bể chảy có nước nằm trong vùng làm nóng và làm mát và được kết nối với nhau, và các thiết bị phân phối khí của lò được chế tạo dưới dạng các đoạn ống hình chữ nhật đặt trong Các hàng ngang giao nhau, che tải sản phẩm bị đứt gãy tại các điểm giao nhau cho lối ra Các đặc điểm thiết kế trên của lò giúp cải thiện phần nào độ đồng đều của quá trình nung, tuy nhiên, việc bố trí sản phẩm trong một lồng theo hình thức cột có kích thước 250x250 hạn chế sự tiếp cận của chất làm mát đến bề mặt của sản phẩm bên trong cột. tăng cường đồng thời quá trình nung. Vấn đề được giải quyết bởi thực tế là trong phương pháp nung gạch trong lò trục,bao gồm việc nạp sản phẩm từ đỉnh của thân lò có lắp đặt trên phí, được chế tạo dưới dạng tập hợp các trụ sản phẩm phân bố đều trong thể tích lò, chuyển động đồng bộ của điện tích dọc theo kênh nung, cung cấp chất làm mát cho khoảng trống giữa các cột và dỡ thành phẩm từ đáy lò, theo sáng chế đã được công bố, mỗi cột của chất tải được tạo thành sự lắp đặt tuần tự của sản phẩm này lên sản phẩm khác với sự tạo thành hai mặt đối diện của cột bởi các bề mặt ram của các sản phẩm, các trụ của sản phẩm được đặt trong kênh nung với sự tạo thành các khoảng trống giữa các trụ của các trụ này đủ cho sự chuyển động tự do của chất làm mát và chất làm mát được cung cấp trong các khe hở vuông góc với các cạnh được tạo thành bởi Bề mặt ram của sản phẩm. Kết quả kỹ thuật, cụ thể là độ đồng đều của quá trình nung sản phẩm, đạt được bằng cách tăng bề mặt trống để chất làm mát tiếp cận đồng đều. Sự gia tăng như vậy có thể xảy ra do cấu trúc đề xuất của lồng sản phẩm. Trong phương pháp được công bố, mỗi viên gạch được lắp đặt sao cho các cạnh của sản phẩm, nơi có diện tích bề mặt lớn nhất, tức là khuôn được rửa tự do bằng chất làm mát. Trong trường hợp này, trong một trường hợp cụ thể của việc thực hiện phương pháp được đề xuất, các viên gạch được lắp đặt "với một cái chọc vào một cái chọc", và trong một trường hợp khác - "với một cái thìa trên một cái thìa". Đầu chọc là mặt nhỏ nhất của viên gạch, do đó, nên thực hiện phương pháp lắp đặt các sản phẩm “chọc vào một viên gạch”. Trong bất kỳ trường hợp thực hiện phương pháp nào, một điều kiện không thể thiếu là sự hình thành hai mặt đối diện của cột với bề mặt rắn của sản phẩm, do đó, các cạnh rắn của sản phẩm, có diện tích bề mặt lớn nhất, trong mọi trường hợp. của việc hình thành các cột lồng vẫn tự do và mở để tiếp cận với chất làm mát. Các khoảng trống giữa các cạnh của các cột liền kề được tạo thành bởi các bề mặt rắn của sản phẩm là từ 10 đến 40 mm và các khoảng trống giữa các cạnh vuông góc với cho biết những cái có kích thước từ 20 đến 80 mm. Các khoảng trống được sử dụng để đảm bảo chất làm mát tiếp cận tự do với các sản phẩm. Tuy nhiên, khi kích thước của các khe hở giữa các cạnh tạo bởi bề mặt rắn của gạch lớn hơn 40 mm và kích thước lớn hơn 80 mm, đối với các khe hở giữa các cạnh vuông góc với các cạnh nêu trên, cần có đủ ứng suất nhiệt độ. để bắn không được cung cấp. Khi kích thước của các khe hở giữa các bề mặt giả của viên gạch nhỏ hơn 10 mm, không thể đặt các bộ phận kẹp của cơ cấu cố định vào chúng để giữ các trụ của sản phẩm trong quá trình dỡ hàng. Kích thước của các khe hở giữa các cạnh vuông góc với bề mặt khuôn của sản phẩm, nhỏ hơn 20 mm, sẽ không cho phép đặt các nguồn nhiệt năng của các thiết bị nung và thải khí vào chúng. sản phẩm trong kênh nung bằng một lượng bằng kích thước của sản phẩm dọc theo chiều cao của cột thì sản phẩm được dỡ ra. Việc dỡ hàng được thực hiện theo thứ tự, và sơ bộ, mỗi sản phẩm được cố định ở một hàng cao hơn hàng dỡ hàng. Mục đích cũng đạt được là do lò trục để nung gạch có chứa kênh nung, thiết bị gia tải được lắp đặt phía trên cửa trên của lò, một thiết bị nằm dưới cửa dưới của lò dỡ hàng, bao gồm cơ cấu cố định phí và cơ cấu hạ và dỡ sản phẩm, nguồn nhiệt năng để nung, nằm trong kênh nung và các thiết bị thoát khí, theo theo sáng chế được công bố, lò được trang bị các thanh dẫn thẳng đứng được gắn trong kênh nung, được sắp xếp theo nhóm dưới dạng một tập hợp các thanh dẫn cách xa nhau với các rãnh khác bao phủ tự do các trụ từ được lắp đặt liên tiếp nhau với hình thành bề mặt ram của hai mặt đối diện của trụ sản phẩm,trong khi các thanh dẫn thẳng đứng của các kênh dẫn hướng liền kề gần với các cạnh đã đề cập của các trụ được đặt cách xa nhau với sự hình thành các khoảng trống giữa các trụ của sản phẩm đủ cho sự chuyển động tự do của dòng chất làm mát, và các nguồn nhiệt năng là đặt trong các khoảng trống vuông góc với những cái đã nêu. Việc đưa các thanh dẫn thẳng đứng vào thiết bị, phân chia thể tích làm việc của lò thành một tập hợp các kênh dẫn hướng thẳng đứng, giúp cho việc tổ chức các sản phẩm nung lần lượt từ trên xuống dưới dọc theo kênh nung. Với giải pháp này, kích thước của các kênh càng gần với kích thước của cột sản phẩm được vận chuyển càng tốt, nhưng chúng không cản trở sự di chuyển của sản phẩm. Các thanh dẫn dọc có thể được chế tạo dưới dạng các thanh dọc làm bằng hợp kim chịu nhiệt. Các thanh được kết hợp thành nhóm tạo thành kênh dẫn hướng và được cố định với nhau bằng các giá đỡ nằm ngang che các thanh ở phía này hoặc phía bên kia của kênh với các cạnh đực xen kẽ dọc theo chiều cao kênh. Các kim ghim chỉ có kết nối điểm với các thanh dẫn, chẳng hạn, được thực hiện bằng phương pháp hàn và các thanh hàn cũng được thay thế. Việc không có kết nối cứng đảm bảo tính di động của hệ thống, loại bỏ các biến dạng và biến dạng có thể xảy ra trong quá trình nung ở nhiệt độ cao. Thanh dẫn dọc có thể được làm bằng các dải vật liệu chịu nhiệt mỏng, tuy nhiên, theo bất kỳ phương án nào, độ dày của thanh dẫn phải nhỏ hơn đáng kể so với kích thước của sản phẩm nung. Đây là điều kiện cần thiết để đảm bảo sự lưu thông tự do của chất làm mát giữa các vật phẩm trong lò. Vì vậy, tập hợp các tính năng thiết yếu được liệt kê cho phép bạn có được kết quả kỹ thuật tương tự như phương pháp, cụ thể là đảm bảo nung đồng đều các mặt hàng trong lò . Việc thu được cùng một kết quả kỹ thuật cho thấy sự thống nhất của khái niệm sáng chế kết nối giữa phương pháp và thiết bị đã được công bố. Các kênh dẫn hướng để di chuyển các sản phẩm nung được đặt cách nhau và tạo thành các khoảng trống. Kích thước của các khe hở giữa các mặt của các rãnh dẫn tương ứng với các mặt của trụ lồng được tạo thành bởi các bề mặt ram của sản phẩm là từ 10 đến 40 mm và kích thước của các khe hở vuông góc với chúng là từ 20 đến 80 mm. . Các giá trị khe hở tương ứng với các điều kiện thực hiện phương pháp nung và được giải thích ở trên. Giới hạn trên của các khoảng thời gian là do lý do công nghệ, cụ thể là thực tế là với các khoảng trống lớn, ứng suất nhiệt độ đủ sẽ không được tạo ra để đảm bảo độ nóng cần thiết của sản phẩm. Các giới hạn thấp hơn là do các lý do kỹ thuật, cụ thể là thực tế là trong các khe hở có đặt các nguồn năng lượng nhiệt, các thiết bị thoát khí và các bộ phận kẹp của cơ cấu cố định. Lò trục chứa các nguồn nhiệt năng để nung, có thể được thực hiện trong dạng đầu đốt chùm kiểu khuếch tán được đặt trong kênh nung và được lắp đặt sao cho vị trí của các lỗ thoát chất làm mát trùng với vị trí của các khe hở giữa các cạnh của trụ lồng được tạo thành bởi các bề mặt ram của các sản phẩm. Do đó, các dòng nước làm mát được định hướng chặt chẽ và hướng vào các khe hở giữa các mặt của trụ lồng được tạo thành bởi các bề mặt ram của sản phẩm. Giải pháp kỹ thuật này giúp tăng hiệu suất nhiệt và tính kinh tế của quá trình nung do nguồn nhiệt gần đúng nhất với sản phẩm nung, tăng cường độ của quá trình do sự định hướng chặt chẽ của dòng chất mang nhiệt.Để tổ chức các dòng chất mang nhiệt, lò có thể được trang bị thêm các van nằm ngang trong các khe hở giữa các rãnh dẫn phía trên các nguồn nhiệt.Công nghệ nung sử dụng vòi đốt khí cần có các rãnh đặc biệt để loại bỏ các sản phẩm đốt cháy khí. Lò được cung cấp các thiết bị xả khí được chế tạo dưới dạng ống, các ống được đặt trong thể tích làm việc của kênh nung lò và đặt vào các khe hở giữa các kênh dẫn tương tự như bố trí các vòi đốt khí. Việc hạ cột sản phẩm được thực hiện theo chế độ từng bước do sự tương tác của cơ cấu cố định có thể quay so với trục ngang của bàn và băng tải xích, chúng cùng nhau tạo thành cơ cấu dỡ sản phẩm. kênh rang của lò trong quá trình dỡ hàng dưới của sản phẩm. Bàn quay, được lắp đặt với khả năng chuyển động thẳng đứng qua lại, cho phép tách hàng sản phẩm không tải phía dưới và chuyển các sản phẩm này sang phương tiện vận chuyển, loại bỏ nguy cơ hư hỏng bề mặt của thành phẩm. Bàn quay được trang bị các rãnh nằm ở phía đối diện với trục quay của bàn và có khả năng đi qua chúng bằng các băng tải xích. Do đó, việc sử dụng các phương tiện đẩy bổ sung được loại trừ, các sản phẩm không tải được đặt trực tiếp trên băng tải, và sau đó được đưa ra khỏi vùng lò. Khi thực hiện băng tải dưới dạng băng tải xích, hai sợi được cung cấp cho mỗi chồng sản phẩm.Ngoài kết quả kỹ thuật trên, giúp cải thiện chất lượng sản phẩm được sản xuất, thiết bị được công bố có đặc điểm là nhiệt hiệu quả do sự phân bố đồng đều của chất tải nhiệt trên tiết diện và chiều cao của lò, hiệu suất nhiệt và cường độ nung quá trình, do sự gần gũi của các đầu đốt với các sản phẩm nung, đồng thời tiêu thụ vật liệu nhỏ, đơn giản và dễ bảo trì và sửa chữa Danh sách các hình vẽ Sáng chế được minh họa bằng các hình vẽ, mô tả: hình 1 - lò trục, biểu diễn giản đồ; trong bộ lễ phục. 2 là sơ đồ đóng gói sản phẩm với việc lắp đặt các viên gạch với hình chiếu "xiên vào mông", hình chiếu đẳng áp trực diện, cho thấy khoảng trống giữa các trụ của sản phẩm khi chịu tải và vị trí của các thanh dẫn cho trụ của các sản phẩm; trong bộ lễ phục. 3 - phần tử từ xa I của hình 1, thể hiện vị trí tương đối của các thanh dẫn dọc và giá đỡ ngang, tạo thành các kênh dẫn sản phẩm đi qua; Hình 4 là một mặt cắt ngang b-b trong hình 3, cho thấy các khoảng trống giữa các kênh dẫn hướng; trong bộ lễ phục. 5 là hình chiếu bên của lồng với một sơ đồ minh họa vị trí của các đầu đốt khí và các thiết bị thông hơi; trong bộ lễ phục. 6 - mặt cắt B-B trong Hình 5, cho thấy sự phân bố của các dòng chất mang nhiệt; Hình 7 - các phần tử của cơ cấu khóa; trong bộ lễ phục. 8 - cơ cấu dỡ tải và thể hiện các vị trí cực hạn của bàn quay khi làm việc với băng tải xích; Hình 9 là hình chiếu từ trên xuống của một băng tải xích với các sản phẩm không tải; Hình 10 là bản phác thảo của một viên gạch có các cạnh. Thông tin xác nhận khả năng thực hiện sáng chế Phương pháp nung một viên gạch đã được công bố được thực hiện bằng thiết bị đã được công bố. Một lò trục để nung gạch có chứa (xem Hình 1 ) thân 1, trong đó đặt kênh nung 2. Phía trên cửa trên của lò, một cơ cấu nạp 3 được lắp đặt. Dưới lỗ mở dưới của lò có cơ cấu cố định 4 và cơ cấu hạ và dỡ sản phẩm, được chế tạo dưới dạng bàn 5 quay quanh trục ngang 6, được lắp đặt với khả năng chuyển động tịnh tiến theo phương thẳng đứng và tương tác với băng tải xích. 7.Lò được trang bị các thanh dẫn đứng 8, lắp trong kênh nung 2. Các thanh dẫn 8 được chế tạo dưới dạng thanh thẳng đứng bằng hợp kim chịu nhiệt, được sắp xếp theo nhóm bằng các giá đỡ nằm ngang 9 và tạo thành một bộ cùng loại. của các kênh dẫn hướng dọc 10 để đi qua các trụ của tải sản phẩm. Các giá đỡ nằm ngang 9 bao phủ các thanh từ bên này hoặc bên kia, xen kẽ dọc theo chiều cao kênh của các bên nam (xem hình 3). Các kênh dẫn hướng 10 dùng để tổ chức việc di chuyển sản phẩm đến để nung. Kích thước của các kênh dẫn hướng càng gần với kích thước của sản phẩm đi qua chúng càng tốt. Các kênh hướng dẫn 10 xác định các khoảng trống 11 và 12 giữa chúng (xem Hình 4). Kích thước của các khe hở 12 là 75 mm và do vị trí của các nguồn năng lượng nhiệt đốt trong chúng, được chế tạo dưới dạng các đầu đốt chùm 13 kiểu khuếch tán, các ống 14 để loại bỏ khí thải và không khí nóng. và van 15, được làm ở dạng dải biên dạng và được lắp đặt theo chiều ngang giữa các thanh dẫn 8 (xem Hình 5). Sản phẩm đặt trong lò là một bộ trụ 16 (xem Hình 2). Mỗi trụ có được bằng cách lắp liên tiếp một sản phẩm này lên một sản phẩm khác trên mặt nhỏ nhất, tức là "Chọc vào một cái chọc" (xem Hình 10). Đầu đốt 13 có lỗ 17 cho đầu ra của chất làm mát (xem Hình 6). Các đầu đốt được lắp đặt giữa các rãnh dẫn hướng và vị trí của các lỗ 17 trùng với vị trí của các khe hở 11 giữa các cạnh của trụ lồng 16 được tạo thành bởi các bề mặt ram của sản phẩm. Kích thước của khoảng trống 11 là 35 mm. Một mặt, giá trị là do các lý do công nghệ và đủ để các dòng nhiệt đi qua tự do, mặt khác, các phần tử kẹp 18 của cơ cấu cố định 4 nằm trong các khoảng trống 11. Cơ chế cố định 4 là được chế tạo dưới dạng một bộ kẹp đàn hồi 18, riêng lẻ cho từng cột sản phẩm (xem. 7), hoạt động từ bộ truyền động thủy lực và dùng để giữ các trụ của tải sản phẩm trong quá trình dỡ hàng. Bàn quay 5 được trang bị (xem Hình 8) với các rãnh 19 nằm ở phía đối diện với trục quay 6 và được làm với khả năng đi qua chúng bằng các băng tải xích 7. Phương pháp nung sản phẩm trong lò trên được thực hiện như sau: bằng cơ cấu 3, tải chuẩn bị để nung sản phẩm (trong trường hợp của chúng tôi, đây là những viên gạch) được lắp đặt trên hàng cột trên 16 của lồng của lò trục sẵn sàng vận hành. Trong lò đốt khí 13, nhiên liệu khí được đốt cháy, và chất làm mát thu được thông qua các lỗ 17 được đưa vào dòng chảy có hướng vào các khoảng trống 11 giữa do các cạnh của trụ lồng được tạo thành bởi các bề mặt khối của gạch (xem. Hình 6). Do thực tế là các trụ được đặt cách nhau trong thể tích của lò với sự hình thành của các khe hở 11 và 12, chất làm mát tự do rửa từng trụ 16 của sản phẩm, do đó đảm bảo độ nóng đồng đều của từng viên gạch. Vật mang nhiệt càng gần sản phẩm nung càng tốt, góp phần tăng cường độ nung và cho phép đốt cháy sản phẩm không có khuyết tật với các chỉ tiêu kỹ thuật cao trong thời gian ngắn nhất có thể với mức tiêu hao nhiên liệu tối thiểu. Các van 15, hạn chế sự lan truyền của chất mang nhiệt chảy theo phương thẳng đứng lên trên và hướng dòng chất mang nhiệt theo hướng ngang giữa các trụ 16 của sản phẩm, cũng góp phần vào sự đồng đều của quá trình đốt. Chất thải khói thu được do quá trình đốt cháy và không khí nóng được thu giữ bằng các ống 14 và đưa ra khỏi vùng nung. Sau khi thời gian nung quy định về mặt công nghệ trôi qua. cơ cấu cố định 4 kẹp các viên gạch của hàng áp chót, so với hàng không tải bằng các bộ phận kẹp riêng lẻ 18 và giữ các trụ 16 sản phẩm. Bàn xoay 5, với hàng thành phẩm thấp hơn 20 nằm trên đó, được hạ xuống một lượng bằng chiều cao của sản phẩm trong cột phí, do đó tách hàng gạch không tải.Sau đó, bàn 5 được quay quanh trục hoành 6, trong khi các sản phẩm không tải 20 được xếp thẳng lên băng tải 7 (xem Hình 9), đi qua rãnh 19 của bảng 5, và sau đó được lấy ra khỏi khu vực bảng, tạo cơ hội cho người sau để leo lên vị trí ban đầu. Lô gạch thô tiếp theo đang được bốc. Các trụ 16 được tháo cố định. Lồng gạch được hạ xuống bằng kích thước của viên gạch dọc theo chiều cao của trụ lồng 16. Sau đó, việc dỡ hàng diễn ra và chu kỳ lặp lại.
Yêu cầu
1. Phương pháp nung gạch trong lò trục, kể cả nạp sản phẩm từ đỉnh thân lò có lắp đặt trên phí, được chế tạo dưới dạng tập hợp các trụ sản phẩm phân bố đều trong thể tích kênh lò, chuyển động đồng bộ. tích điện dọc theo kênh nung, cung cấp chất làm mát vào các khoảng trống giữa các cột và dỡ hàng từ bên dưới các lò nung thành phẩm, có đặc điểm là mỗi cột của lồng được tạo thành bằng cách lắp đặt liên tiếp sản phẩm này lên sản phẩm khác để tạo thành hai mặt đối diện của trụ của các bề mặt ram của sản phẩm, các trụ của sản phẩm được đặt trong kênh nung với sự tạo thành các khe hở giữa các trụ của các trụ đủ để chất làm nguội chuyển động tự do, và chất làm nguội được thực hiện trong các khe hở vuông góc. đến các cạnh được tạo thành bởi các bề mặt ram của sản phẩm.2. Phương pháp theo điểm 1, có đặc điểm là các vật phẩm trong cột lồng được chọc vào mông.3. Phương pháp theo điểm 1, có đặc điểm là các sản phẩm trong cột lồng được đặt bằng thìa trên thìa. Phương pháp theo điểm 2 hoặc 3, có đặc điểm là khe hở giữa các cạnh của các trụ liền kề do bề mặt ram của sản phẩm tạo thành là 10-40 mm, khe hở giữa các cạnh vuông góc với các trụ đã nói là 20-80 mm. . Phương pháp theo bất kỳ một trong các đoạn văn. 1-4, có đặc điểm là việc dỡ sản phẩm được thực hiện theo trình tự sau khi hoàn thành chuyển động của các trụ sản phẩm trong kênh nung với một lượng bằng với kích thước của sản phẩm dọc theo chiều cao của cột, và trong quá trình dỡ hàng, mỗi sản phẩm được cố định ở một hàng cao hơn hàng không tải.6. Lò trục dùng để nung gạch, có chứa kênh nung, thiết bị xếp hàng được lắp ở phía trên cửa lò, thiết bị dỡ hàng nằm dưới cửa lò phía dưới, bao gồm cơ cấu cố định phí và cơ cấu hạ và dỡ sản phẩm, nguồn nhiệt năng để nung nằm trong kênh nung và các thiết bị thoát khí có đặc điểm là lò được trang bị các thanh dẫn thẳng đứng gắn trong kênh nung, được bố trí thành từng nhóm dưới dạng một tập hợp các kênh dẫn cách nhau một cách tự do. ôm lấy các trụ từ được lắp đặt liên tiếp nhau trên đỉnh của trụ kia với sự tạo thành bề mặt ram của hai mặt đối diện của trụ sản phẩm, trong khi gần với các cạnh đã đề cập của trụ, các thanh dẫn dọc của các rãnh dẫn hướng liền kề được đặt cách nhau với nhau với sự hình thành các khoảng trống giữa các trụ của sản phẩm đủ cho sự chuyển động tự do của dòng chất làm mát và các nguồn nhiệt năng lượng được đặt trong các khoảng trống vuông góc với trên.7. Lò theo điểm 6, có đặc điểm là các khe hở giữa các mặt của các rãnh dẫn tương ứng với các cạnh của trụ lồng được tạo thành bởi các bề mặt ram của sản phẩm là từ 10 đến 40 mm, và các khe hở vuông góc với chúng là từ 20 đến 80 mm. Lò theo điểm 6 hoặc 7, có đặc điểm là các thanh dẫn thẳng đứng được chế tạo dưới dạng các thanh thẳng đứng bằng hợp kim chịu nhiệt và được kết hợp thành các nhóm bằng các giá đỡ nằm ngang bao phủ các thanh từ phía này hoặc phía bên kia của kênh, xen kẽ dọc theo chiều cao kênh của các bên nam. chín. Lò theo bất kỳ một trong các đoạn văn.6-8, có đặc điểm là các nguồn năng lượng nhiệt để đốt được tạo ra dưới dạng các đầu đốt chùm kiểu khuếch tán được lắp đặt với sự căn chỉnh về vị trí của các lỗ cho đầu ra của chất làm mát và các khoảng trống giữa các cạnh của lồng. trụ được tạo thành bởi các bề mặt ram của sản phẩm. Lò theo điểm 9, có đặc điểm là lò được trang bị các van để tổ chức các dòng chất làm mát, nằm ngang trong các khe hở giữa các kênh dẫn phía trên các nguồn nhiệt năng. Lò theo bất kỳ một trong các đoạn văn. 6-10, có đặc điểm là các thiết bị phóng khí được chế tạo dưới dạng ống nằm trong các khe hở giữa các kênh dẫn tương tự như các nguồn nhiệt năng. Lò theo bất kỳ một trong các đoạn văn. 6-11, có đặc điểm là cơ cấu cố định điện tích được thực hiện dưới dạng một tập hợp các phần tử kẹp riêng cho từng cột sản phẩm. Lò theo bất kỳ một trong các đoạn văn. 6-12, có đặc điểm là cơ cấu hạ và dỡ sản phẩm được chế tạo dưới dạng bàn xoay so với trục nằm ngang, được lắp đặt với khả năng chuyển động qua lại theo phương thẳng đứng. Lò theo điểm 13, có đặc điểm là bàn quay được cung cấp các rãnh nằm ở phía đối diện với trục quay của bàn và được tạo ra với khả năng đi qua các băng tải xích.
SỐ LIỆU
,
,
,
,
,
,
,
,
,
Chúng tôi tự tay xây dựng một lò nung gốm sứ
Loại lò được chọn dựa trên số lượng sản phẩm được nung. Nếu khối lượng nhỏ, chúng tôi làm một lò nướng 250-300 lít. Đối với công việc lớn hơn, bạn sẽ cần lò lớn, kích thước của một căn phòng nhỏ.
Dụng cụ
Để xây dựng một lò nung nhỏ, bạn cần các công cụ sau:
- Dụng cụ thợ khóa - để làm việc với kim loại. Máy hàn, bộ cờ lê, giũa, máy mài góc (máy mài góc), máy khoan, búa.
- Để làm việc với gạch nung và gốm sứ - búa, bay, đĩa kim cương của thợ nề dùng cho máy mài góc.
- Phương tiện bảo vệ cá nhân. Mặt nạ phòng độc, kính bảo hộ, găng tay và quần áo cotton dày là những thứ bắt buộc phải có khi làm việc với máy mài góc và len khoáng.
Trình tự công việc
Lò gồm thân, đầu đốt, trần, khoang cách nhiệt, nắp.
Trình tự thi công:
- Nhà ở. Chúng tôi chọn một hộp kim loại hình chữ nhật nếu gạch nung hoặc một thùng kim loại được sử dụng làm lớp lót, nếu chúng tôi cách nhiệt bằng len chịu lửa khoáng.
Trong cấu trúc hình trụ, sự phân bố nhiệt đều hơn. Chúng tôi hàn chân vào cơ thể.
- Chúng tôi đặt xuống dưới cùng của lớp lót khung, đặt bốn chất cách điện bằng gốm từ đường dây điện hoặc gạch nung trên mỗi cạnh - chúng sẽ đóng vai trò là các bài đăng chồng lên nhau.
- Chúng tôi lót các bức tường và mái nhà. Tốt hơn là đặt gạch nung trên vữa. Chúng tôi sử dụng cao lanh mật độ cao hoặc len bazan. Chúng tôi xoắn hình trụ từ một tấm bông gòn thành nhiều lớp để tránh các đường nối - cầu nối thất thoát nhiệt. Gắn chặt vào tường bằng dây amiăng và nút gốm. Các cạnh của đỉnh cách nhiệt được bọc bên ngoài, điều này sẽ làm kín và cách nhiệt các mối nối của nắp và thân.
- Chúng tôi sẽ trùng lặp trên các bài viết.
Với khối lượng sản phẩm lớn, chúng tôi sử dụng khối xây khô từ gạch nung xếp chồng lên nhau, với khối lượng nhỏ - gạch men sứ có kích thước phù hợp.
- Chúng tôi cài đặt ổ ghi. Nó có thể được mua tại các cửa hàng cung cấp khí đốt. Sức mạnh tốt hơn để nhận không ít hơn 2 kilowatt (phụ thuộc vào nhiệt mất mát và thể tích của kết cấu).
- Chúng tôi khoan một lỗ cho đầu đốt ở dưới cùng của thân và lớp lót. Ngọn lửa không được chạm vào sản phẩm, đây là nguyên tắc chính của việc đặt vòi phun. Đặt vòi theo chiều ngang giúp điều chỉnh và bảo trì dễ dàng hơn.
- Chúng tôi cách nhiệt vỏ của cấu trúc. Để giảm thiểu tổn thất nhiệt, chúng tôi cách nhiệt toàn bộ cấu trúc từ bên ngoài.
- Chúng tôi để lại một lỗ trên nắp để thoát các sản phẩm cháy và kiểm soát quá trình. Chúng tôi cung cấp một van để kiểm soát nhiệt độ.
- Để lấy dữ liệu về nhiệt độ bên trong lò, chúng tôi lắp một cặp nhiệt độ của một nhiệt kế điện tử.
Lò nướng đã sẵn sàng. Một cuộc chạy thử nghiệm được thực hiện. Nếu khối xây được sử dụng bằng gạch nung, thì trước tiên lò được làm khô ở chế độ nhẹ nhàng.
Làm thế nào để nung gốm?
Để nung gốm sứ đúng cách, cần quan sát chế độ nhiệt độ trong lò. Việc khai hỏa diễn ra trong ba giai đoạn:
- Sự bay hơi của độ ẩm. Sản phẩm được làm nóng lên đến 250 ° C và đứng ở nhiệt độ đó.
- Phát sáng lên đến 900 ° C trong lò kín. Quá trình thiêu kết đất sét diễn ra.
- Làm lạnh dần dần.
Các lò nung không chỉ phải phát triển nhiệt độ cần thiết mà còn phải cho phép nó được điều chỉnh. Thiết kế càng đơn giản càng tốt, bốc dỡ sản phẩm - dễ dàng.