เทคนิคการทำอิฐ
การยิงอิฐทำงานอย่างไร?
มีสองวิธีทั่วไปในการทำอิฐ ประการแรกคือการกดแบบกึ่งแห้งและแบบแห้ง วิธีการขึ้นรูปพลาสติกเป็นวิธีการทำอิฐแบบที่สอง ความแตกต่างอยู่ที่ปริมาณความชื้นที่แตกต่างกันที่มีอยู่ในวัตถุดิบทั้งในวิธีการผลิต ควรสังเกตว่าวิธีการผลิตที่สองใช้กันอย่างแพร่หลายมากที่สุด
อิฐที่ขึ้นรูปด้วยพลาสติกอาจมีลักษณะกลวงหรือแข็ง หลักการของการผลิตอิฐทั้งสองประเภทนั้นเหมือนกันความแตกต่างคือดินเหนียวถูกเตรียมไว้อย่างละเอียดกว่าสำหรับอิฐกลวง
ขั้นตอนต่อไปนี้ของการก่ออิฐสามารถแยกแยะได้:
- การเตรียมวัตถุดิบ
- ปั้นบาร์
- การอบแห้งอิฐดิบ
- การเผาไหม้
ควรสังเกตว่าแต่ละขั้นตอนมีลักษณะการปฏิบัติตามพารามิเตอร์อย่างรอบคอบ ตัวอย่างเช่นเพื่อดำเนินการยิงซึ่งเป็นขั้นตอนสุดท้ายของการผลิตต้องปฏิบัติตามข้อกำหนดทางเทคนิคทั้งหมด เทคโนโลยีการยิงอิฐหมายถึงการปฏิบัติตามเงื่อนไขทั้งอุณหภูมิและเวลา มิฉะนั้นสินค้าที่มีตำหนิเป็นสิ่งที่หลีกเลี่ยงไม่ได้
เตาอบอุโมงค์
โรงงานอิฐส่วนใหญ่ที่ผลิตอิฐแข็งเดี่ยวและหินเซรามิกติดตั้งเตาเผาประเภทนี้ เป็นตัวแทนของอุโมงค์ที่รถเข็นหรือสายพานลำเลียงที่มีการเคลื่อนย้ายวัตถุดิบ พื้นที่ทำงานของพวกเขาสามารถมีหนึ่งหรือสองช่องที่อยู่ในแนวเส้นตรงหรือมีรูปทรงวงแหวนปิด

หลักการทำงาน
ในทางตรงกันข้ามกับพืชวงแหวนทุกอย่างเกิดขึ้นในทางอื่น: วัสดุเคลื่อนที่ผ่านโซนนิ่งที่เหลืออยู่โดยมีการแบ่งเขตความร้อนการหลอมและการระบายความร้อนอย่างชัดเจน วัสดุจะเคลื่อนที่ตามลำดับจากโซนหนึ่งไปอีกโซน ในเตาเผาดังกล่าวมีทางเข้าเพียงทางเดียวและพื้นที่ระบายเดียว พวกเขาตั้งอยู่ที่ปลายด้านตรงข้ามของอุโมงค์และติดตั้งกลไกที่ปิดผนึกช่องว่างด้านในของเตาอย่างแน่นหนาระหว่างการขนถ่ายวัสดุ การปิดผนึกจะเกิดขึ้นโดยอัตโนมัติซึ่งจะหลีกเลี่ยงการใช้น้ำหล่อเย็นมากเกินไป พื้นที่เหนือพื้นใต้สายพานลำเลียงหรือด้านล่างของรถเข็นจะไม่อุ่นขึ้นเช่นกันเนื่องจากมีรั้วกั้นด้วยประตูทราย
ก๊าซธรรมชาติใช้เป็นตัวพาความร้อน บางครั้งมีการปรับเปลี่ยนให้ใช้น้ำมันเตาน้ำมันดีเซลน้ำมันให้ความร้อนและพลังงานไฟฟ้า การรวมกันของตัวเลือกเป็นไปได้
เตาอบทำงานตลอดเวลา เตาแก๊สจะนำก๊าซที่เผาไหม้ไปยังมวลอิฐโดยตรง (ในเตาเผาแบบเปิด) หรือผ่านหน้าจอป้องกัน (ในเตาเผา) พัดลมและเครื่องดักจับควันถูกติดตั้งตลอดทั้งช่องโดยกำหนดปริมาณอากาศร้อนและก๊าซไอเสียที่ต้องการไปยังโซนที่ต้องการของเตาผ่านช่องทางการไหลเวียนพิเศษ อุปกรณ์เหล่านี้ทำงานแยกจากกันและควบคุมโดยผู้ปฏิบัติงานจากระยะไกล คนงานโหลดเตาเผาด้วยตนเองและการขนถ่ายเป็นเครื่องจักร
เทคโนโลยีการยิงเป็นแบบอัตโนมัติให้มากที่สุด โปรแกรมคอมพิวเตอร์พิเศษด้วยความช่วยเหลือของเซ็นเซอร์จำนวนมากตรวจสอบกระบวนการทางเทคโนโลยีและให้คำสั่งควบคุม:
- ระบบอุณหภูมิในทุกโซน
- ความกดอากาศ
- ความเร็วของรถเข็น
การเลือกโหมดการทำงานของเตาเผาจะดำเนินการโดยอัตโนมัติและขึ้นอยู่กับพารามิเตอร์เริ่มต้นของอิฐดิบ (ประเภทรูปร่างขนาดระดับความชื้นประเภทของกรง)คอนโทรลเลอร์จะเก็บโหมดที่เป็นไปได้ทั้งหมดไว้ในหน่วยความจำและเลือกโหมดที่เหมาะสมที่สุด การควบคุมคุณภาพของผลิตภัณฑ์สำเร็จรูปยังเป็นแบบอัตโนมัติ ระยะเวลาของวงจรเทคโนโลยีสำหรับผลิตภัณฑ์ที่เป็นของแข็งคือ 36 ถึง 40 ชั่วโมงหินกลวงจะพร้อมในหนึ่งวัน
izkirpicha.com
อิฐเซรามิกถูกยิงอย่างไร
อิฐดิบมีความชื้น 8% ถึง 12% เข้าสู่เตาเผาเพื่อเผาโดยเริ่มแห้ง จากนั้นอุณหภูมิจะเพิ่มขึ้นถึงระดับ 500-800 ° C ซึ่งจะเกิดการคายน้ำของแร่ธาตุจากดินเหนียว ด้วยเหตุนี้ผลิตภัณฑ์จึงหดตัว ที่อุณหภูมิสูงกว่า 200 ° C จะสังเกตเห็นการปล่อยสิ่งสกปรกอินทรีย์และสารเติมแต่งที่ระเหยได้
ในขั้นตอนนี้อุณหภูมิในการเผาอิฐจะเพิ่มขึ้นที่อัตรา 300-350 ° C / h อุณหภูมิจะคงที่จนกว่าคาร์บอนจะถูกเผาไหม้ และหลังจากนั้นอุณหภูมิจะเพิ่มขึ้นเป็น 800 ° C การสัมผัสกับอุณหภูมิดังกล่าวทำให้ผลิตภัณฑ์เปลี่ยนโครงสร้าง บางครั้งพวกเขาจะรักษาอุณหภูมิสูงสุดเพื่อให้ความร้อนกับอิฐสม่ำเสมอ จากนั้นอุณหภูมิจะเริ่มลดลงเรื่อย ๆ
เวลาในการยิงอิฐสามารถเข้าถึงได้ตั้งแต่ 6 ชั่วโมงถึง 48 ชั่วโมง ในขณะที่กระบวนการนี้กำลังเกิดขึ้นอิฐมีการเปลี่ยนแปลงโครงสร้างซ้ำ ๆ หากปฏิบัติตามเทคโนโลยีการผลิตผลผลิตจะเป็นผลิตภัณฑ์ที่มีคุณสมบัติความแข็งแรงสูงและกันน้ำได้ มีคุณสมบัติเป็นฉนวนกันเสียงและความร้อนตลอดจนความต้านทานต่อสภาวะอุณหภูมิต่างๆ
เราแนะนำให้อ่าน:
จะซื้ออุปกรณ์อะไรในการผลิตตัวต่อเลโก้ในรัสเซีย?
การเลือกเครื่องก่ออิฐปูนทราย
กระบวนการนี้และคุณสมบัติของเทคโนโลยีคืออะไร
การรักษาความร้อนของวัสดุก่อสร้างดินเหนียวภายใต้อิทธิพลของอุณหภูมิสูงเรียกว่าการยิง นี่เป็นขั้นตอนสุดท้ายในการผลิตอิฐบล็อก เทคโนโลยีการยิงประกอบด้วย 3 ขั้นตอน:
- อุ่นเครื่อง.
- การเผาไหม้
- คูลลิ่ง.
ในขั้นตอนแรกอิฐจะถูกทำให้ร้อนที่อุณหภูมิ 120 องศาเพื่อให้น้ำระเหยออกไป จากนั้นเพื่อเผาผลาญสิ่งเจือปนจากแหล่งกำเนิดอินทรีย์และการถอนของเหลวขั้นสุดท้ายออกไป จะถูกให้ความร้อนถึง 600 กรัม ในขั้นตอนต่อไปอุณหภูมิการยิงอิฐคือ 920-980 องศา ในขณะเดียวกันดินก็เริ่มหดตัวและได้รับความแข็งแรง ภายใต้สภาวะอุณหภูมิสูงสุดคงที่อิฐบล็อกจะแข็งตัวและอ่อนตัวลงในบางครั้ง ในขั้นตอนสุดท้ายวัสดุก่อสร้างดินเหนียวที่ได้จะถูกทำให้เย็นลง หากในระหว่างการอบชุบไม่มีการละเมิดเทคโนโลยีสีของบล็อกจะเป็นสีส้มแดงและโครงสร้างจะสม่ำเสมอกัน ในการรับอิฐเคลือบจำเป็นต้องมีการยิงซ้ำ
เพื่อให้ได้อิฐที่แข็งแรงและมีคุณภาพสูงโดยไม่มีรอยแตกจำเป็นต้องมีการควบคุมอุณหภูมิอย่างเข้มงวดในระหว่างการอบชุบ
ประเภทของเตาเผาอิฐ
มีการใช้เตาเผาต่างๆในช่วงการยิง อุปกรณ์เตาเผาอิฐใดที่จะใช้ในการผลิตขึ้นอยู่กับปัจจัยต่างๆ เตาเผาอิฐเป็นทั้งอุปกรณ์กระบวนการและระบบเปิดทางอุณหพลศาสตร์ในเวลาเดียวกัน กระบวนการระบายความร้อนคงที่เกิดขึ้นในนั้น
เตาแหวน

เตาเผาอิฐวงแหวน
เตาเผาอิฐชนิดหนึ่งคือเตาเผาวงแหวน เป็นเตาเผาแบบโค้งที่ใช้กันอย่างแพร่หลายในการผลิตอิฐ หากไม่ได้ติดตั้งเตาเผาอิฐรูปวงแหวนที่โรงงานผลิตขอแนะนำให้ใช้โดยไม่มีหลังคา ค่าใช้จ่ายในการก่อสร้างนั้นแพงกว่าเล็กน้อยเมื่อเทียบกับเตาอบแบบตั้งพื้น อย่างไรก็ตาม การบำรุงรักษาสะดวกและง่ายกว่ามาก

แผนภาพของเตาเผาแบบวงแหวนสำหรับการเผาอิฐ
การยิงอิฐในเตาเผาทรงกลมให้ผลลัพธ์ที่มีคุณภาพสูงกว่าเตาเผาแบบตั้งพื้นอย่างมีนัยสำคัญและมีการใช้เชื้อเพลิงน้อยกว่าหลายเท่าต่ออิฐที่เผาได้ 1,000 ก้อนข้อดีอีกอย่างของเตาเหล่านี้คือสามารถยิงได้ด้วยเชื้อเพลิงประเภทต่างๆ ทั้งหมดนี้มีอิทธิพลต่อการใช้เตาหลอมแหวนอย่างแพร่หลาย
เตาอบอุโมงค์
เตาอบแบบอุโมงค์กำลังเปลี่ยนเตาอบแบบวงแหวนค่อยๆเปลี่ยน โรงงานอิฐขนาดใหญ่จำนวนมากขึ้นใช้พวกเขาในการผลิต ในเตาเผาในอุโมงค์อิฐจะเคลื่อนที่ไปบนรถเข็นพิเศษในทางตรงกันข้ามกับก้อนกลมที่อิฐอยู่นิ่งและระบบอุณหภูมิต่างๆจะถูกส่งผ่านไป เตาเผาอุโมงค์สำหรับการอบอิฐนั้นง่ายต่อการบำรุงรักษาเนื่องจากการขนถ่ายและการขนถ่ายอิฐชุดนั้นเกิดขึ้นนอกเตาเผาซึ่งมีอุณหภูมิที่ยอมรับได้สำหรับบุคลากร นอกจากนี้ยังง่ายกว่าในการปรับแต่งกระบวนการที่อยู่ด้านหน้าของพื้นที่ทำงานมากกว่าในกระบวนการ เตาเผาเป็นอุโมงค์ที่มีรางอยู่ข้างใน การยิงอิฐในเตาเผาในอุโมงค์จะเกิดขึ้นบนรถเข็นซึ่งยืนทีละก้อนตลอดความยาวของอุโมงค์ หลังจากช่วงเวลาหนึ่ง รถเข็นใหม่ที่มีอิฐดิบจะเข้าไปในอุโมงค์ และรถเข็นที่มีผลิตภัณฑ์สำเร็จรูปจะออกจากด้านหลังอุโมงค์

เตาเผาอิฐอุโมงค์
เตาอบสามารถติดตั้งแหล่งความร้อนได้หลายแบบ เป็นไปได้ที่จะให้ความร้อนกับเตาเผาสำหรับการย่างด้วยถ่านหินน้ำมัน กำลังติดตั้งเตาไฟฟ้าหรือเตาแก๊ส ความสะดวกในการบริการและผลประโยชน์ทางเศรษฐกิจของการผลิตขึ้นอยู่กับประเภทของแหล่งความร้อนที่เลือก หากเลือกเตาเผาก๊าซสำหรับการเผาอิฐสำหรับการผลิตไม่ว่าจะเป็นเตาเผาแบบวงแหวนหรือแบบอุโมงค์ผลลัพธ์จะมีคุณภาพสูงก็ต่อเมื่อสังเกตเห็นพารามิเตอร์ทางเทคโนโลยีเท่านั้น
คุณอาจสนใจ:
การเลือกแท่นพิมพ์สำหรับผลิตตัวต่อเลโก้
ดินแบบไหนที่เหมาะกับการก่ออิฐ?
ประเภทเตา
สำหรับการเผาเซรามิกและการผลิตที่เผารวมถึงอิฐเซรามิกจะใช้เตาเผาพิเศษ มี 2 ประเภท:
- อุโมงค์;
- แหวน.
เตาอบอุโมงค์

อุปกรณ์ประเภทอุโมงค์เป็นเตาเผาก๊าซยาวคล้ายอุโมงค์สำหรับยิงอิฐ ภายในมี 3 ห้องและราง รถเข็นโลหะเคลื่อนไปตามพวกเขาด้วยความช่วยเหลือของตัวผลักดันอัตโนมัติ ก่อนเข้าเตาเผาพวกเขาจะเต็มไปด้วยอิฐที่ไม่ได้เผา ทางเข้าและทางออกถูกปิดผนึกอย่างแน่นหนา หลังจากอบแห้งใน 1 ห้องอิฐบล็อกจะถูกย้ายไปที่ 2 เพื่อทำการยิง มีให้โดยเตาแก๊สที่รักษาอุณหภูมิอย่างต่อเนื่องที่ระดับ 920-980 องศา จากนั้นอิฐจะเข้าสู่โซนที่สามด้วยอุณหภูมิที่ต่ำกว่าซึ่งจะถูกทำให้เย็นลง หลังจากสิ้นสุดโหมดผู้ผลักดันจะหมุนรถเข็นออกจากเตาเผาและอิฐบล็อกจะเย็นสนิทจากภายนอก
เตาแหวน
อุปกรณ์ประเภทนี้ประกอบด้วยส่วนที่อยู่ติดกันหลายส่วนในรูปแบบของวงแหวน แต่ละห้องมีหน้าต่างสำหรับขนถ่ายวัสดุรวมถึงแหล่งความร้อนของตัวเองเตาเผาแบบวงแหวนช่วยให้มั่นใจได้ถึงความต่อเนื่องของกระบวนการยิง ดังนั้นอิฐบล็อกชุดหนึ่งจึงต้องผ่านการบำบัดความร้อนทุกขั้นตอนโดยอยู่ในช่องเดียวกัน ห้องที่อยู่ติดกันส่งเสริมความร้อนบล็อกจะถูกเผาด้วยค่าใช้จ่ายของเชื้อเพลิงของตัวเองและการระบายความร้อนจะได้รับจากอุณหภูมิของส่วนถัดไป
เราก่ออิฐที่บ้าน
หากคุณหลีกเลี่ยงการผลิตจำนวนมากในโรงงานอิฐและคิดถึงปริมาณการผลิตที่น้อยลงก็เป็นไปได้ที่จะจัดระเบียบการเผาอิฐเซรามิกที่บ้าน ในการเผาอิฐในปริมาณเล็กน้อยคุณจะต้องใช้ถังโลหะธรรมดาที่มีความจุ 200 ถึง 250 ลิตร ก่อนหน้านี้จำเป็นต้องตัดพื้นทั้งสองด้านออก
การยิงยังสามารถทำได้โดยใช้ไฟในการทำเช่นนี้คุณต้องขุดหลุมลึกครึ่งเมตรและติดตั้งถังด้านบนยกขึ้นเหนือขอบหลุมที่ความสูงประมาณ 20 ซม. ในที่ที่ไม่มีก้นล่างจำเป็น เพื่อปรับรองรับในรูปแบบของแท่งหรือตะแกรงโลหะ นี่เป็นสิ่งจำเป็นเพื่อให้มีพื้นฐานสำหรับเก็บอิฐไว้ในถัง
หลังจากบรรจุอิฐในถังแล้วให้ปิดส่วนบนด้วยฝาเพื่อลดการสูญเสียความร้อนให้น้อยที่สุด การยิงใช้เวลาประมาณ 20 ชั่วโมงขึ้นอยู่กับลักษณะขององค์ประกอบดินที่ใช้ในอิฐ เป็นไปได้ที่จะยิงอิฐด้วยแก๊ส แต่ดังที่ได้กล่าวมาแล้วความสามารถในการทำกำไรทางเศรษฐกิจขึ้นอยู่กับประเภทของเชื้อเพลิง
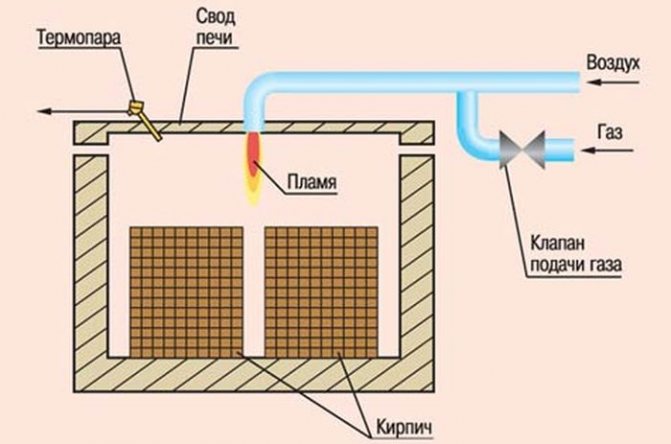
แผนภาพของเตาเผาสำหรับเผาอิฐด้วยแก๊ส
เราขอแนะนำบทความเหล่านี้:
เมทริกซ์ที่ดีที่สุดสำหรับการซื้อตัวต่อเลโก้คืออะไร?
วิธีการเลือกอิฐกดด้วยตนเอง?
คุณสมบัติของกระบวนการเผาอิฐเซรามิกหลายขั้นตอนในเตาเผาอุโมงค์
การเพิ่มขึ้นของการก่อสร้างและการแข่งขันระหว่างผู้ผลิตวัสดุก่อสร้างในตลาดอุซเบกทำให้จำเป็นต้องเพิ่มปริมาณและปรับปรุงคุณภาพของอิฐ การแก้ปัญหานี้สามารถทำได้โดยการปรับปรุงระบบควบคุมสำหรับกระบวนการทางเทคโนโลยีของการอบแห้งการยิงและวงจรการผลิตสำหรับการผลิตอิฐ ในระหว่างการเผาและการอบแห้งคุณสมบัติของผลิตภัณฑ์จะเกิดขึ้นซึ่งเป็นตัวกำหนดคุณภาพของผลิตภัณฑ์ ซึ่งรวมทั้งตัวชี้วัดทางกลและอุทกศาสตร์ที่วัดได้ (ความแข็งแรง การต้านทานความเย็นจัด และการดูดซึมน้ำ) และข้อบกพร่องด้านการมองเห็น (รอยแตก การหลอมเหลว การเหนื่อยหน่าย) การคั่วและการอบแห้งควรถือเป็นกระบวนการถ่ายเทความร้อนและมวลหลายขั้นตอนซึ่งมาพร้อมกับการเปลี่ยนเฟสและทางเคมีของวัตถุดิบ
กระบวนการทางเทคโนโลยีการผลิตอิฐส่วนใหญ่ดำเนินการในเตาอบอุโมงค์มีลักษณะการกระจายตัวของอุณหภูมิของตัวกลางที่เป็นก๊าซ (สนามอุณหภูมิ) และภาระของผลิตภัณฑ์ความไม่แน่นอนของคุณสมบัติของผลิตภัณฑ์กึ่งสำเร็จรูป เช่นเดียวกับความเป็นไปไม่ได้ในการควบคุมคุณสมบัติของวัสดุเซรามิกในช่วงเวลาที่ยาวนาน (สูงสุด 120 ชั่วโมง) อยู่ในเตาเผาในโหมดเรียลไทม์ ขาดคำแนะนำที่พิสูจน์ได้สำหรับการเลือกฟิลด์อุณหภูมิที่เหมาะสม โดยคำนึงถึงตัวบ่งชี้คุณภาพของผลิตภัณฑ์สำเร็จรูป การเปลี่ยนแปลงคุณสมบัติของการไหลของวัสดุที่ป้อนเข้า สถานะของอุปกรณ์เทคโนโลยี จำเป็นต้องสร้างแบบจำลองทางคณิตศาสตร์ของกระบวนการ การเพิ่มประสิทธิภาพและการปรับปรุงระบบควบคุมอัตโนมัติ
การสร้างระบบควบคุมสำหรับกระบวนการเผาอิฐเซรามิกในเตาเผาแบบอุโมงค์ซึ่งมีส่วนช่วยในการปรับปรุงคุณภาพของผลิตภัณฑ์สำเร็จรูปโดยการป้องกันเหตุฉุกเฉิน การแนะนำการดำเนินการล่วงหน้าที่ได้จากการทำนายลักษณะของผลิตภัณฑ์และการกำหนดอุณหภูมิที่เหมาะสม ฟิลด์ในสภาวะความไม่เสถียรของผลิตภัณฑ์กึ่งสำเร็จรูป
เตาเผาแบบอุโมงค์คือการติดตั้งระบบทำความร้อนแบบต่อเนื่องซึ่งประจุของผลิตภัณฑ์จะเคลื่อนที่ไปตามช่องยิงที่เป็นเส้นตรงยาวไปยังตัวพาความร้อน การเคลื่อนตัวของผลิตภัณฑ์ผ่านเตาเผาเกิดขึ้นเนื่องจากการผลักรถใหม่เข้าไปในช่องทางการเผาไหม้หลังจากผ่านไประยะหนึ่งซึ่งเรียกว่าช่วงการผลักดัน กลไกที่ผลักดันรถยนต์เรียกว่าเครื่องผลักดัน ที่ช่องทางเข้าและทางออกเตาจะติดตั้งม่านกลเพื่อกำจัดการรั่วไหลของอากาศเข้าสู่ช่องยิง ห้องพรีแชมเบอร์หนึ่งความยาวของแคร่ตั้งอยู่ระหว่างม่านทางเข้าและโซนความร้อน คุณลักษณะการออกแบบของเตาเผานี้ได้รับการออกแบบมาเพื่อป้องกันการละเมิดระบอบอุณหภูมิของเตาเผาเมื่อผลักดันผลิตภัณฑ์ใหม่ รถจะถูกผลักเข้าไปในห้องเก็บของก่อนในขณะที่ม่านกั้นระหว่างมันกับโซนทำความร้อนจะลดลง หลังจากปิดทางเข้าม่านทางออกของ prechamber จะถูกยกขึ้นและรถจะถูกดันเข้าไปในช่องเตาเผาโดยตรง
ช่องเตาเผาแบ่งออกเป็นตำแหน่งตามอัตภาพซึ่งความยาวจะเท่ากับความยาวของเตาเผานั่นคือจำนวนตำแหน่งเท่ากับจำนวนรถยนต์ที่ถูกยิง
เมื่อเลือกประเภทของประจุจะต้องคำนึงถึงการออกแบบและขนาดของช่องยิงประเภทของผลิตภัณฑ์เชื้อเพลิงและวิธีการเผาไหม้และการออกแบบอุปกรณ์หัวเผา
แผนภาพโครงสร้างของการผลิตอิฐเซรามิกสามารถแสดงเป็นห่วงโซ่ของกระบวนการทางเทคโนโลยีที่เชื่อมต่อกัน (ขั้นตอน) [1] มะเดื่อ หนึ่ง.

รูปที่. 1. แผนภาพบล็อกของการผลิตอิฐเซรามิก
เค้าโครงของค่าใช้จ่าย ส่วนประกอบวัตถุดิบของประจุ (ส่วนผสมของดินเหนียวและสิ่งสกปรกที่ผสมกันในอัตราส่วนบางอย่าง) จะถูกส่งไปยังที่เก็บดินจากจุดที่เคลื่อนย้ายด้วยเครนจับไปยังถังของตัวป้อนกล่องแต่ละตัวซึ่งให้อาหารและปริมาตรที่สม่ำเสมอ การจ่ายส่วนประกอบของประจุ ปริมาณถูกควบคุมโดยความสูงในการยกของประตูและความเร็วของสายพานป้อนซึ่งคำนวณด้วยวิธีใดวิธีหนึ่ง
ส่วนประกอบของประจุจะถูกป้อนเข้ากับเครื่องบดมีดซึ่งจะถูกบดก่อน จากนั้นค่าใช้จ่ายจะเข้าสู่ขั้นตอนการประมวลผลซึ่งจะเกิดขึ้นในเวิร์กช็อปที่เกี่ยวข้อง ประกอบด้วยเครื่องบดแบบเปียกลูกกลิ้งบดหยาบและละเอียดเครื่องผสมดินเหนียว ในทางวิ่งของการบดแบบเปียกการบดการผสมการบดการชุบประจุด้วยน้ำการบดและการผลักดันผ่านแผ่นที่มีรูที่ติดตั้งอยู่ในโซนบดจะเกิดขึ้น ขนาดอนุภาคสูงสุดของชุดหลังจากนักวิ่งคือ 50 มม. เครื่องผสมอาหารที่ติดตั้งอยู่ใต้รางวิ่ง จะป้อนประจุไปยังสายพานลำเลียง ซึ่งจะส่งไปยังโรงสีลูกกลิ้ง ดำเนินการบดและบดประจุหลัก จากการประมวลผลนี้ขนาดอนุภาคไม่เกิน 3-5 มม. หลังจากการบดครั้งแรกประจุจะถูกป้อนโดยสายพานลำเลียงไปยังโรงสีลูกกลิ้งที่สอง กระบวนการที่เกิดขึ้นนั้นคล้ายกับในอุปกรณ์ก่อนหน้านี้ แต่ขนาดสูงสุดของอนุภาคประจุอยู่ที่ 1 มม. แล้ว [2]
หลังจากการแปรรูปดังกล่าวประจุจะเข้าสู่ส่วนผสมของดินเหนียว ที่นี่การผสมอย่างเข้มข้นการทำให้เป็นเนื้อเดียวกันและการทำให้ชื้นเพิ่มเติมของประจุไฟฟ้าที่กำหนดจะเกิดขึ้น ในฤดูหนาวถ้าจำเป็นมวลเซรามิกจะถูกทำให้ร้อนด้วยไอน้ำ ในห้องของเครื่องผสมดินประจุจะถูกบดอัดและกดผ่านรูในตะแกรง จากนั้นป้อนเข้าเครื่องป้อนและจากนั้น - สำหรับการปั้นเป็นเครื่องกดสูญญากาศตัวหนอน
การขึ้นรูป มวลเซรามิกเคลื่อนเข้าสู่รางของบล็อกซึ่งจะถูกนึ่งและผลักโดยใบมีดเข้าสู่ส่วนเปลี่ยนผ่าน ในนั้นใบมีดถูกแทนที่ด้วยระบบของเวิร์มผลักมวลที่เตรียมไว้ผ่านรูทางออกที่เรียว มีดตัดมวลเป็นแผ่นซึ่งป้อนเข้าไปในห้องสุญญากาศเพื่อขจัดอากาศ จากนั้นผ่านม้วนฟีดพวกมันเข้าไปในห้องตัวหนอนซึ่งชุดของเวิร์มจะถูกผลักผ่านปากเป่าที่ติดตั้งอยู่บนหัวกด ดังนั้นจึงได้รับแถบในรูปแบบของแถบต่อเนื่อง [3]
การตัด ภายในปากเป่าแกนจะติดตั้งอยู่บนตัวยึดพิเศษซึ่งก่อตัวเป็นรูในแถบ แถบไม้ต่อเนื่องถูกตัดเป็นวัตถุดิบ - ผลิตภัณฑ์ที่วางซ้อนกันบนรถเข็นสำหรับอบแห้งและป้อนลงในเครื่องอบอุโมงค์
การอบแห้ง. สารหล่อเย็นคืออากาศที่มาจากโซนทำความเย็นของเตาเผาอุโมงค์ การไหลเวียนตามแนวยาวของสารหล่อเย็นในระบบเครื่องเป่านั้นมาจากพัดลมดูดอากาศซึ่งจะกำจัดสารหล่อเย็นที่ใช้แล้วออกไป การควบคุมปริมาณจะดำเนินการโดยใช้แดมเปอร์ที่ติดตั้งที่เพดานของเครื่องเป่า ส่วนหนึ่งของสารหล่อเย็นจะถูกนำมาจากเครื่องเป่าโดยพัดลมเคลื่อนที่ซึ่งจะไหลเวียนในทิศทางตามขวางของช่องของเครื่องเป่าวัตถุดิบอย่างสม่ำเสมอการอบแห้งได้รับการออกแบบมาเพื่อขจัดความชื้นส่วนเกินออกจากวัตถุดิบโดยเป็นตัวบ่งชี้ว่ามีความชื้นตกค้างสัมพัทธ์ของวัตถุดิบที่เต้าเสียบของเครื่อง ตามกฎระเบียบทางเทคโนโลยีของการผลิตค่าของตัวแปรนี้อยู่ในช่วง 1.5-3% [สี่]
รถเข็นที่มีวัตถุดิบแห้งจะถูกดึงออกจากเครื่องอบผ้าและส่งไปยังฐานการขนถ่าย ที่นี่วัตถุดิบจะถูกโอนไปยังรถเตาเผา โครงสร้างที่ได้รับจากการดำเนินการนี้เรียกว่าการตั้งค่าอิฐ รถที่บรรทุกมาจะถูกเคลื่อนย้ายไปที่เตาเผาซึ่งจะถูกยิงออกไป
กระบวนการยิงเป็นขั้นตอนสุดท้ายและสำคัญที่สุดในการผลิตอิฐเนื่องจากในระหว่างขั้นตอนนี้คุณสมบัติของผลิตภัณฑ์ที่กำหนดแนวคิดเรื่อง "คุณภาพ" จะเกิดขึ้นในที่สุด ซึ่งรวมทั้งตัวชี้วัดทางกลและอุทกศาสตร์ที่วัดได้ (ความแข็งแรง การต้านทานความเย็นจัด และการดูดซึมน้ำ ฯลฯ) และข้อบกพร่องด้านการมองเห็น (รอยแตก การหลอมเหลว การเหนื่อยหน่าย ฯลฯ)
วงจรการยิงประกอบด้วยช่วงเวลาของการให้ความร้อนการกักเก็บในบริเวณที่มีอุณหภูมิสูง (การเผา) และการทำให้เย็นแต่ละช่วงเวลาเหล่านี้มีลักษณะเฉพาะด้วยกระบวนการทางเคมีฟิสิกส์บางอย่างที่เกิดขึ้นในมวลเซรามิก คุณสมบัติสุดท้ายของผลิตภัณฑ์ขึ้นอยู่กับความถูกต้องของกระบวนการเหล่านี้ซึ่งจำเป็นต้องปฏิบัติตามข้อกำหนดที่ชัดเจนสำหรับระบบอุณหภูมิและระยะเวลาในการยิงในแต่ละตำแหน่งของเตาเผา
ดังนั้นเตาเผาในอุโมงค์จึงแบ่งออกเป็น 3 โซนตามอัตภาพ: ความร้อนการย่างและการทำความเย็น โซนทำความร้อนมีไว้สำหรับการอบแห้งผลิตภัณฑ์ขั้นสุดท้ายและให้ความร้อนกับอุณหภูมิของตัวกลางที่เป็นก๊าซของเขตยิง โซนทำความร้อนประกอบด้วยสามส่วน ในส่วนแรกซึ่งอยู่หลังห้องเตรียมการ การอบแห้งวัตถุดิบเริ่มต้นในรถยนต์เตาเผาที่เพิ่งเปิดตัวใหม่ด้วยความร้อนของก๊าซไอเสียที่ไหลผ่านส่วนอื่นๆ ของโซนนี้แล้ว (รูปที่ 1) ในส่วนที่สองทั้งสองด้านของช่องมีช่องสำหรับระบายก๊าซไอเสียออกจากเตาเผา ในขั้นตอนที่สามผลิตภัณฑ์จะได้รับความร้อนจากก๊าซไอเสียและผลิตภัณฑ์จากการเผาไหม้เชื้อเพลิงที่มาจากเขตยิง
โซนการยิงแบ่งออกเป็นสองส่วน: ไฟขนาดเล็กและขนาดใหญ่ ในบริเวณที่เกิดเพลิงไหม้ขนาดเล็กผลิตภัณฑ์กึ่งสำเร็จรูปจะได้รับความร้อนอย่างเข้มข้นจากความร้อนของก๊าซไอเสียที่มาจากพื้นที่ไฟไหม้ขนาดใหญ่เช่นเดียวกับความร้อนของเชื้อเพลิงที่ถูกเผาในเตาเผาของบริเวณนี้ หัวเผาจะถูกจัดกลุ่มเป็นกลุ่มเตาที่อยู่ในแต่ละตำแหน่งของเขตยิง ในบริเวณที่มีไฟสูงผลิตภัณฑ์จะถูกเก็บไว้ที่อุณหภูมิสูงสุด
โซนทำความเย็นแบ่งตามอัตภาพออกเป็นโซนทำความเย็นเร็วและสุดท้าย อากาศภายนอกถูกส่งไปยังโซนทำความเย็นผ่านช่องเปิดที่หลังคาและช่องต่างๆในเต้าเสียบเตาโดยใช้พัดลมที่ติดตั้งมาเป็นพิเศษ อากาศที่จ่ายไปยังอุโมงค์จากสภาพแวดล้อมเคลื่อนไปตามนั้นทำให้อิฐเย็นลง รูถูกสร้างขึ้นในผนังทั้งสองของเขตทำความเย็นซึ่งอากาศร้อนจะถูกลบออกจากช่องทางการยิงเข้าไปในช่องความร้อนและถูกบังคับเข้าไปในเครื่องอบผ้า
วรรณคดี:
- Ladanyuk A.P. , Tregub V.G. , Kishenko V.D. การจัดการคอมเพล็กซ์เทคโนโลยีในระบบคอมพิวเตอร์บูรณาการ // ปัญหาการจัดการและสารสนเทศ. - 2545. - ฉบับที่ 2.
- Yaroshchuk I.V. , Ostapenko Yu.A. การศึกษาทดลองอิฐที่ยิงในเตาเผาอุโมงค์เพื่อสร้างการสนับสนุนทางคณิตศาสตร์สำหรับระบบควบคุม ผลงานของ VIII international วิทยาศาสตร์และเทคนิค Conf. "วิศวกรรมเครื่องกลและเทคโนสเฟียร์ในช่วงเปลี่ยนศตวรรษที่ 21" - Volume Z. - โดเนตสค์: DonSTU, 2001
- กฎระเบียบทางเทคโนโลยีสำหรับการผลิตหินเซรามิกและอิฐที่โรงงานวัสดุผนังเซรามิก ได้รับการอนุมัติ ผู้อำนวยการโรงงานวัสดุก่อสร้าง - พ. 2537 .-- 63 น.
- เซรามิกสำหรับสร้างเครื่องจักร / Garshin A.P. , Gropyanov V.M. , Zaitsev G.P. , Semenov S.S .-- SPb: GTU, 1997 .-- 726 p.
สิ่งที่คุณต้องซื้อเตาเผาอิฐ
หากคุณคิดจะเริ่มต้นธุรกิจอิฐเซรามิกคุณต้องพิจารณาทางเลือกที่จริงจังมากกว่าการเผากองไฟในสนาม หากคุณตัดสินใจซื้อเตาเผาอิฐขนาดเล็กแล้วคุณต้องเลือกตัวเลือกที่เหมาะสมที่สุด เป็นเรื่องน่าคิดเกี่ยวกับปริมาณที่วางแผนไว้ว่าจะผลิตเนื่องจากแต่ละเตามีกำลังการผลิตของตัวเอง
จุดสำคัญคือการเลือกเตาที่มีเชื้อเพลิงประเภทที่เหมาะสมเนื่องจากในช่วงเวลาที่ราคาพลังงานเปลี่ยนแปลงอย่างรวดเร็วปัญหานี้ต้องได้รับการเอาใจใส่อย่างจริงจัง เป็นมูลค่าการพิจารณาความเป็นไปได้ในการซื้อเตาเผาที่มีกำลังการผลิตสูงขึ้นหากมีแผนที่จะเพิ่มการผลิต
เมื่อคำถามเกี่ยวกับคุณสมบัติหลักได้รับการแก้ไขแล้วจำเป็นต้องเลือกรุ่นที่เหมาะสมและเริ่มมองหาตัวเลือกสำหรับการซื้อต่อรอง ราคาของเตาเผาอิฐจากตัวแทนจำหน่ายและผู้ขายที่แตกต่างกันอาจมีความผันผวนดังนั้นจึงไม่จำเป็นต้องเร่งรีบ ตัวแทนส่วนใหญ่ที่ขายผลิตภัณฑ์เหล่านี้ไม่ได้กำหนดราคาไว้เป็นสาธารณสมบัติดังนั้นคุณต้องทำงานอย่างหนักเพื่อค้นหาจำนวนมาก แต่ผลของการประหยัดสามารถเกินความคาดหมาย!
วิธีการยิงอิฐและอุปกรณ์สำหรับการใช้งาน
การประดิษฐ์เกี่ยวข้องกับการผลิตอิฐและการสร้างเซรามิก เอฟเฟกต์: เพิ่มความเข้มข้นของกระบวนการทำให้มั่นใจในความสม่ำเสมอของการยิงและปรับปรุงคุณภาพของผลิตภัณฑ์ที่ได้รับ การก่ออิฐเกิดขึ้นจากการวางผลิตภัณฑ์หนึ่งชิ้นไว้ด้านบนของอีกผลิตภัณฑ์หนึ่งตามลำดับโดยมีการก่อตัวของเสาสองหน้าตรงข้ามกับพื้นผิวที่มั่นคงของผลิตภัณฑ์ เสาของผลิตภัณฑ์ถูกวางโดยทำให้เกิดช่องว่างระหว่างใบหน้าดังกล่าวของเสา ซึ่งเพียงพอสำหรับการเคลื่อนที่ของสารหล่อเย็นอย่างอิสระ อิฐถูกยิงในเตาเผาแบบเพลา ในช่องยิงของเตาเผาตัวกั้นแนวตั้งจะถูกติดตั้งโดยจัดเรียงเป็นกลุ่มในรูปแบบของชุดช่องนำโดยเว้นระยะห่างจากกัน แหล่งที่มาของสารหล่อเย็นจะอยู่ในช่องว่างระหว่างช่องนำและสารหล่อเย็นจะถูกป้อนเข้าไปในช่องว่างระหว่างขอบแม่พิมพ์ของผลิตภัณฑ์ 2 วินาที และ 12 หน้า f-ly 10 ป่วย
สนามเทคนิคการประดิษฐ์เกี่ยวข้องกับอุตสาหกรรมวัสดุก่อสร้างและสามารถใช้ในการผลิตอิฐและผลิตภัณฑ์เซรามิกอื่น ๆ ได้แก่ ในกระบวนการทางเทคโนโลยีของการยิง การประดิษฐ์นี้ใช้ได้กับอิฐและหินเซรามิกทุกประเภทที่มีรูปทรงสี่เหลี่ยมขนานกันและมีรูปร่างใกล้เคียงกัน
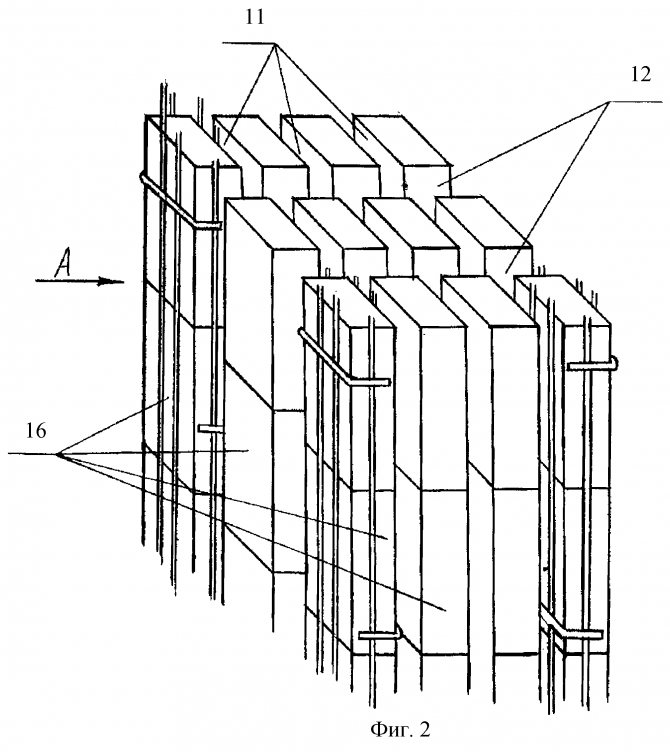
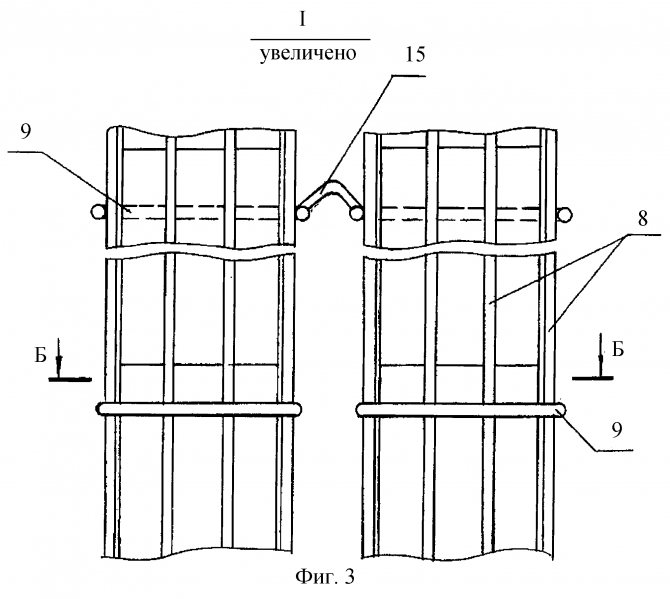
BACKGROUND ART วิธีการที่รู้จักกันอย่างแพร่หลายในการยิงอิฐในเตาเผาวงแหวนและอุโมงค์ อย่างไรก็ตามข้อเสียของเตาเผาดังกล่าวคือการยิงอิฐที่เรียงซ้อนกันไม่สม่ำเสมอการผลิตที่ยุ่งยากการสูญเสียความร้อนการมีรถเข็นพิเศษสำหรับเคลื่อนย้ายสินค้า เมื่อเร็ว ๆ นี้เตาเผาแบบต่อเนื่องในแนวตั้งได้แพร่หลาย: เพลาและช่องพร้อมวัสดุที่เคลื่อนที่และโซนเทคโนโลยีที่อยู่กับที่ กระบวนการทางเทคโนโลยีในเตาเผาแนวตั้งถูกกำหนดจากบนลงล่างซึ่งทำให้สามารถใช้การเคลื่อนไหวของผลิตภัณฑ์ภายใต้น้ำหนักของตัวเองและไม่รวมยานพาหนะพิเศษสำหรับการเคลื่อนย้ายผลิตภัณฑ์ผ่านเตาเผา นอกจากนี้ การออกแบบเตาเผาในแนวตั้งทำให้สามารถนำแหล่งความร้อนเข้าใกล้ผลิตภัณฑ์ที่ถูกเผามากขึ้น ซึ่งทำให้ประสิทธิภาพเชิงความร้อนของกระบวนการเพิ่มขึ้นและเวลาในการเผาไหม้ลดลง ดังนั้นเตาเผาแนวตั้งจึงใช้วัสดุน้อยกว่าและวิธีการยิงในเตาเผาดังกล่าวเร็วกว่ามีประสิทธิผลและประหยัดกว่ามีวิธีการยิงผลิตภัณฑ์เซรามิกที่เป็นที่รู้จัก (สิทธิบัตรการประดิษฐ์ 2110027, RF, คลาส F 27 B 1/00 , F 27 B 9 / 14, publ. 04/27/1998) ซึ่งผลิตภัณฑ์จะถูกป้อนเข้าเตาเผาตามลำดับโดยใช้เครื่องดันผลิตภัณฑ์จะถูกเคลื่อนย้ายไปตามเส้นทางเกลียวซึ่งกำหนดโดยตารางลูกกลิ้งแบบหมุนเกลียวเดียวจากบนลงล่างผ่านโซนความร้อนการยิงและการทำความเย็น ช่องทางการเคลื่อนที่เกิดจากช่องว่างทรงกระบอกระหว่างผนังเตาที่อยู่ร่วมกัน (ด้านในและด้านนอก) การให้ความร้อนของอิฐในเขตยิงจะดำเนินการโดยใช้เตาแก๊สที่ผนังด้านนอกของเตาเผาวิธีนี้ให้ผลผลิตสูงในกระบวนการ แต่ต้องใช้อุปกรณ์พิเศษ นอกจากนี้กรงอิฐซึ่งเป็นผลิตภัณฑ์ที่วางทับกันตาย (เช่นนอนบนเตียง) ไม่สามารถเข้าถึงตัวพาความร้อนไปยังพื้นผิวทั้งหมดของผลิตภัณฑ์ได้อย่างสม่ำเสมอซึ่งนำไปสู่การยิงที่ไม่สม่ำเสมอของ ผลิตภัณฑ์ในปริมาตรผลิตภัณฑ์เซรามิกในเตาเผาแนวตั้ง (สิทธิบัตรการประดิษฐ์ 2098384, RU, คลาส C 04 B 33/32, F 27 B1 / 00, publ. 10.12.1997) รวมถึงการจ่ายสารหล่อเย็นลงในกรง ในแนวนอนโดยสร้างขึ้นหลายชั้นทีละชั้นและพุ่งเข้าหากันโดยสายน้ำที่ไหลมาบรรจบกันตรงกลางกรงเลื่อนขึ้นหนึ่งขั้นแล้วเบี่ยงออกจากจุดศูนย์กลางในทิศทางตรงกันข้าม ในกรณีนี้การบรรจุผลิตภัณฑ์จะดำเนินการในลักษณะที่มีการสลับความสูงของแถวของอิฐที่ติดตั้งบนขอบช้อนและบนแม่พิมพ์ โครงร่างของกรงอิฐที่ติดตั้งบนขอบช้อนไม่เปลี่ยนแปลงและทำซ้ำผ่านแถวที่มีความสูง มีช่องสำหรับทางผ่านของสารหล่อเย็น การตั้งค่าของแถวของอิฐที่วางบนบล็อกเปลี่ยนไป ในรุ่นแรกมีช่องทางเดียวสำหรับทางเดินของสารหล่อเย็นและผ่านตรงกลางของแถวแบ่งแถวออกเป็นสองส่วนเท่า ๆ กัน ในรุ่นที่สองจะมีช่องด้านข้างสองช่องซึ่งตั้งอยู่ระหว่างประจุและผนังด้านตรงข้ามของเตาเผาซึ่งเตาเผาอยู่ติดกัน การเคลื่อนที่แบบทีละชั้นที่กล่าวถึงข้างต้นของสารหล่อเย็นจะไหลผ่านช่องที่เกิดจากการจัดเรียงผลิตภัณฑ์บางอย่างในแถวซ้ำหลาย ๆ ครั้งเช่นเดียวกับการสลับแถวในกรง เพื่อให้แน่ใจว่ามีการกระจายของสารหล่อเย็นและอากาศอย่างสม่ำเสมอสำหรับผลิตภัณฑ์ทำความเย็นตามความสูงของกอง อิฐดิบถูกโหลดด้วยตนเองหรือด้วยเครื่องจักรอัตโนมัติ การเคลื่อนไหวของกรงอาจเป็นไปอย่างต่อเนื่องหรือเป็นระยะหลังจากช่วงเวลาหนึ่ง อิฐทั้งกรงถูกยึดและเคลื่อนย้ายด้วยอุปกรณ์พิเศษข้อได้เปรียบของสิ่งประดิษฐ์ข้างต้นคือการปรับปรุงคุณภาพของผลิตภัณฑ์โดยการรับประกันความสม่ำเสมอของการยิงอย่างไรก็ตามกรงของผลิตภัณฑ์มีโครงสร้างที่ค่อนข้างซับซ้อนและต้องใช้อุปกรณ์พิเศษ สำหรับการเคลื่อนย้ายสิ่งที่ใกล้เคียงที่สุดกับสิ่งประดิษฐ์ที่อ้างสิทธิ์คือวิธีการยิงผลิตภัณฑ์เซรามิกติดผนังในเตาเผาแนวตั้ง (สิทธิบัตรการประดิษฐ์ 2031340, RF, คลาส F 27 B 1/00, เผยแพร่ 03/20/1995, แถลงการณ์ 8) ซึ่ง เป็นวัฏจักรทางเทคโนโลยีที่รวมถึงการโหลดผลิตภัณฑ์โดยกลไกการโหลดทีละชั้นจากด้านบนของเตาเผาการเคลื่อนที่แบบซิงโครนัสลงหนึ่งแถวของประจุทั้งหมดตามช่องการยิงและการขนถ่ายผลิตภัณฑ์สำเร็จรูปแบบทีละชั้นจาก ด้านล่างของร่างกาย ผลิตภัณฑ์บรรจุในรูปแบบของเสาที่มีขนาด 250x250 เมื่อยิงผลิตภัณฑ์ในหัวฉีด เชื้อเพลิงถูกเผาไหม้ และผ่านอุปกรณ์จ่ายแก๊ส สารหล่อเย็นที่ได้จะออกจากช่องว่างและล้างกรง การออกแบบกรงมีบทบาทชี้ขาดทั้งในกระบวนการแลกเปลี่ยนความร้อนระหว่างผลิตภัณฑ์และการไหลของก๊าซ และในการแผ่ความร้อนในร่างกายของอิฐ ความร้อนที่ไม่สม่ำเสมอของผลิตภัณฑ์โดยเฉพาะอย่างยิ่งภายใต้สภาวะการยิงด้วยความเร็วสูงจะนำไปสู่การบิดงอและการเสียรูปของผลิตภัณฑ์ซึ่งหมายถึงการลดลงของคุณภาพของผลิตภัณฑ์สำเร็จรูป ดังนั้นกรงควรให้ความต้านทานต่อการเคลื่อนที่ของก๊าซและอากาศน้อยที่สุดส่งเสริมการกระจายของไฟที่สม่ำเสมอที่สุดในส่วนของช่องเตามีความเสถียรและในเวลาเดียวกันก็สะดวกในการขนถ่ายอิฐกรงเหมาะอย่างยิ่งในแง่วิศวกรรมความร้อนซึ่งผลิตภัณฑ์ได้รับการติดตั้งเพื่อให้พื้นที่ผิวสูงสุดที่เป็นไปได้ของผลิตภัณฑ์ถูกล้างอย่างอิสระและสม่ำเสมอโดยสารหล่อเย็นในการแก้ปัญหาตามสิทธิบัตร 2031340 แต่ละคอลัมน์ของกรงถูกสร้างขึ้น แถวของอิฐติดตั้งอยู่ด้านบนของแต่ละอื่น ๆ ด้วยการก่อตัวของส่วน 250x250 นั่นคือ ... ผลิตภัณฑ์หลายอย่างในแต่ละแถวของเสา ในการออกแบบกรงรุ่นนี้มีช่องว่างของเขาวงกตสำหรับทางเดินของสารหล่อเย็นซึ่งทำให้สารหล่อเย็นเข้าถึงผลิตภัณฑ์ได้ยาก เป็นผลให้ความรุนแรงของการยิงลดลงเวลาที่ต้องใช้ในการให้ความร้อนที่เพียงพอของผลิตภัณฑ์จะเพิ่มขึ้นและนอกจากนี้ไม่มั่นใจว่าผลิตภัณฑ์ภายในกรงจะร้อนสม่ำเสมอเตาเผาแนวตั้งสำหรับการยิงผลิตภัณฑ์เซรามิกเป็นที่ทราบกันดี (สิทธิบัตรการประดิษฐ์ 2023965 , RF, คลาส F 27 V 1 / 00, publ. 30.11.1994, กระดานข่าว 22) ที่มีช่องการยิงแนวตั้งที่เกิดจากผนังแนวตั้งที่ทำจากวัสดุทนความร้อนกลไกการขนถ่ายที่อยู่บนโครงเตาหลอมตามลำดับเหนือ ทางเข้าและด้านล่างส่วนทางออกของช่องยิง ในช่องว่างของผนังระหว่างส่วนที่อยู่ติดกันของเตาเผามีอุปกรณ์หัวเผาและช่องสำหรับจ่ายอากาศสำหรับผลิตภัณฑ์เผาไหม้และระบายความร้อนรวมถึงช่องสำหรับกำจัดอากาศร้อนและก๊าซไอเสีย ส่วนทางเข้าของช่องยิงถูกปิดผนึกและโซนการยิงและการระบายความร้อนจะถูกแยกออกจากกันโดยการหมุนแดมเปอร์สปริงโหลด ในฐานะที่เป็นองค์ประกอบของกลไกในการขนถ่ายผลิตภัณฑ์เซรามิกสำเร็จรูปจะใช้กระบอกสูบไฮดรอลิกแคลมป์หมุนและสายพานลำเลียง เตาเผาจัดเป็นเตาอบแบบสล็อตแนวตั้งและมีข้อดีทั้งหมดของเตาอบแบบสล็อตที่ระบุไว้ข้างต้น นอกจากนี้เตาเผายังใช้โหมดการแผ่รังสีแบบหมุนเวียนที่มีประสิทธิภาพซึ่งผลิตภัณฑ์จะได้รับความร้อนจากการไหลของก๊าซไอเสียและการแผ่รังสีความร้อนจากไมโครเกล็ดและผนังของเตาเผาอย่างไรก็ตามเตาประกอบด้วยหลายส่วนที่มีช่องยิงแนวตั้งหนึ่งช่อง และคั่นด้วยวัสดุผนังซึ่งพูดถึงการใช้วัสดุที่สูง การออกแบบกรงในเตาเผานี้เป็นเสาของผลิตภัณฑ์ที่เรียงซ้อนกันอย่างเป็นระเบียบซึ่งแสดงถึงการมีช่องว่างเล็ก ๆ ระหว่างผลิตภัณฑ์ในกรงซึ่งจะส่งผลต่อความสม่ำเสมอของความร้อนของผลิตภัณฑ์และ ดังนั้นคุณภาพของผลิตภัณฑ์ที่ได้รับอุปกรณ์ดังกล่าวใช้เตาเผาแนวตั้ง (สิทธิบัตรสำหรับการประดิษฐ์ 2031340, RF, คลาส F 27 B 1/00, publ. 03/20/1995, bull. 8) ซึ่งมีตัวเครื่องเป็นรูปสี่เหลี่ยมผืนผ้าแนวตั้งพร้อมเครื่องทำความร้อน , โซนยิงและระบายความร้อน, พาร์ติชันแนวนอนพร้อมหน้าต่าง, อุปกรณ์ขนถ่าย, ช่องจ่ายแก๊สและเต้าเสียบ, โหลดผลิตภัณฑ์ซึ่งวางโดยมีช่องว่างในหน้าต่างของพาร์ติชันและเป็นชุดเสาที่มีส่วน 250x250 มม. เพื่อปรับปรุงกฎระเบียบของกระบวนการเผาเตาเผามีถังไหลที่มีน้ำอยู่ในโซนความร้อนและความเย็นและเชื่อมต่อกันและอุปกรณ์จ่ายก๊าซของเตาเผาจะทำในรูปแบบของส่วนท่อสี่เหลี่ยมที่วางใน ตัดกันเป็นแถวแนวนอนซึ่งครอบคลุมน้ำหนักของผลิตภัณฑ์ที่มีจุดตัดที่จุดตัดสำหรับทางออกคุณสมบัติการออกแบบข้างต้นของเตาทำให้สามารถปรับปรุงความสม่ำเสมอของการยิงได้บ้างอย่างไรก็ตามการจัดเรียงผลิตภัณฑ์ในกรงในรูปแบบของ เสาขนาด 250x250 จำกัด การเข้าถึงสารหล่อเย็นไปยังพื้นผิวของผลิตภัณฑ์ภายในคอลัมน์การเพิ่มความเข้มข้นของกระบวนการยิงพร้อมกันปัญหาได้รับการแก้ไขโดยข้อเท็จจริงที่ว่าในวิธีการยิงอิฐในเตาเพลารวมถึงการโหลดผลิตภัณฑ์จากด้านบนของตัวเตาพร้อมการติดตั้งบนประจุทำในรูปแบบของชุดเสาผลิตภัณฑ์ที่กระจายอย่างเท่าเทียมกันในปริมาตรของเตาเผาการเคลื่อนที่แบบซิงโครนัสของประจุไปตามช่องการเผาไหม้การจัดหา สารหล่อเย็นไปยังช่องว่างระหว่างเสาและการขนถ่ายผลิตภัณฑ์สำเร็จรูปออกจากด้านล่างของเตาเผาตามการประดิษฐ์ที่อ้างสิทธิ์แต่ละคอลัมน์ของประจุจะถูกสร้างขึ้นตามลำดับการติดตั้งผลิตภัณฑ์หนึ่งบนอีกชิ้นหนึ่งโดยมีการก่อตัวของสองหน้าตรงข้ามของเสาโดย พื้นผิวทางลาดของผลิตภัณฑ์เสาของผลิตภัณฑ์จะถูกวางไว้ในช่องยิงโดยมีการก่อตัวของช่องว่างระหว่างเสาดังกล่าวของเสาเพียงพอสำหรับการเคลื่อนที่ของสารหล่อเย็นอย่างอิสระและสารหล่อเย็นจะถูกจ่ายให้ในช่องว่างที่ตั้งฉากกับ ขอบที่เกิดจากพื้นผิว ram ของผลิตภัณฑ์ผลลัพธ์ทางเทคนิคคือความสม่ำเสมอของผลิตภัณฑ์ยิงทำได้โดยการเพิ่มพื้นผิวที่ว่างสำหรับการเข้าถึงตัวพาความร้อนอย่างสม่ำเสมอ การเพิ่มขึ้นดังกล่าวเป็นไปได้เนื่องจากโครงสร้างที่เสนอของกรงผลิตภัณฑ์ ในวิธีการที่อ้างสิทธิ์ อิฐแต่ละก้อนจะถูกติดตั้งในลักษณะที่ขอบของผลิตภัณฑ์ ใหญ่ที่สุดในพื้นที่ผิวคือ แม่พิมพ์จะถูกล้างโดยสารหล่อเย็นอย่างอิสระ ในกรณีนี้ ในกรณีเฉพาะของการดำเนินการตามวิธีการที่เสนอ อิฐจะถูกติดตั้ง "ด้วยการสะกิด" และในอีกกรณีหนึ่ง - "ด้วยช้อนบนช้อน" การโผล่เป็นส่วนที่เล็กที่สุดของอิฐดังนั้นจึงควรนำวิธีการนี้ไปใช้กับการติดตั้งผลิตภัณฑ์ ไม่ว่าในกรณีใด ๆ ของการใช้วิธีนี้เงื่อนไขที่ขาดไม่ได้คือการก่อตัวของสองใบหน้าที่ตรงกันข้ามของคอลัมน์กับพื้นผิวที่เป็นของแข็งของผลิตภัณฑ์ดังนั้นขอบทึบของผลิตภัณฑ์ซึ่งมีพื้นที่ผิวที่ใหญ่ที่สุดไม่ว่าในกรณีใด ๆ ของการก่อตัวของเสากรงยังคงว่างและเปิดสำหรับการเข้าถึงสารหล่อเย็นช่องว่างระหว่างขอบของเสาที่อยู่ติดกันซึ่งเกิดจากพื้นผิวที่เป็นของแข็งของผลิตภัณฑ์อยู่ระหว่าง 10 ถึง 40 มม. และช่องว่างระหว่างขอบที่ตั้งฉากกับ กล่าวว่ามีขนาดตั้งแต่ 20 ถึง 80 มม. ช่องว่างนี้ใช้เพื่อให้แน่ใจว่าสารหล่อเย็นเข้าสู่ผลิตภัณฑ์ได้ฟรี อย่างไรก็ตามเมื่อขนาดของช่องว่างระหว่างขอบที่เกิดจากพื้นผิวทึบของอิฐมากกว่า 40 มม. และมีขนาดมากกว่า 80 มม. สำหรับช่องว่างระหว่างขอบที่ตั้งฉากกับที่กล่าวมาข้างต้นจำเป็นต้องมีความเค้นอุณหภูมิที่เพียงพอ ไม่ได้จัดเตรียมไว้สำหรับการยิง เมื่อขนาดของช่องว่างระหว่างพื้นผิวจำลองของอิฐน้อยกว่า 10 มม. จึงเป็นไปไม่ได้ที่จะวางองค์ประกอบยึดของกลไกการยึดไว้เพื่อยึดเสาของผลิตภัณฑ์ในระหว่างการขนถ่าย ขนาดของช่องว่างระหว่างขอบที่ตั้งฉากกับพื้นผิวแม่พิมพ์ของผลิตภัณฑ์น้อยกว่า 20 มม. จะไม่อนุญาตให้วางแหล่งที่มาของพลังงานความร้อนจากการยิงและอุปกรณ์ระบายก๊าซในช่องเหล่านั้นเมื่อเสร็จสิ้นการเคลื่อนย้ายเสาของ ผลิตภัณฑ์ในช่องยิงด้วยจำนวนเท่ากับขนาดของผลิตภัณฑ์ตามความสูงของคอลัมน์ผลิตภัณฑ์จะถูกยกเลิกการโหลด การขนถ่ายจะดำเนินการตามลำดับและในเบื้องต้นผลิตภัณฑ์แต่ละชิ้นจะได้รับการแก้ไขในแถวที่สูงกว่าผลิตภัณฑ์ที่ไม่ได้บรรจุนอกจากนี้จุดมุ่งหมายนี้ยังทำได้โดยข้อเท็จจริงที่ว่าเตาเผาแบบเพลาสำหรับยิงอิฐที่มีช่องยิงซึ่งเป็นอุปกรณ์โหลดที่ติดตั้งอยู่เหนือ การเปิดด้านบนของเตาเผาอุปกรณ์ที่อยู่ใต้ช่องเปิดด้านล่างของการขนถ่ายเตาเผารวมถึงกลไกการตรึงประจุและกลไกในการลดและขนถ่ายผลิตภัณฑ์แหล่งที่มาของพลังงานความร้อนสำหรับการยิงซึ่งอยู่ในช่องยิงและอุปกรณ์ระบายก๊าซตาม สำหรับสิ่งประดิษฐ์ที่อ้างสิทธิ์เตาเผาติดตั้งตัวนำทางแนวตั้งที่ติดตั้งอยู่ในช่องยิงซึ่งจัดเรียงเป็นกลุ่มในรูปแบบของชุดไกด์ที่เว้นระยะห่างจากช่องอื่นอย่างอิสระครอบคลุมเสาจากการติดตั้งต่อเนื่องกันที่ด้านบนของอีกช่องหนึ่งด้วย การก่อตัวของสองใบหน้าที่ตรงกันข้ามกันของเสาผลิตภัณฑ์โดยพื้นผิวทางลาดในขณะที่เส้นนำแนวตั้งของช่องนำที่อยู่ติดกันใกล้กับขอบที่กล่าวถึงของเสาจะมีระยะห่างจากกันโดยมีการก่อตัวของช่องว่างระหว่างเสาของผลิตภัณฑ์เพียงพอสำหรับการไหลเวียนของสารหล่อเย็นอย่างอิสระและแหล่งพลังงานความร้อนคือ วางไว้ในช่องว่างที่ตั้งฉากกับช่องที่กล่าวถึง การนำเส้นนำแนวตั้งเข้าสู่โครงสร้างของอุปกรณ์ทำให้ปริมาตรการทำงานของเตาเผากลายเป็นชุดของช่องนำแนวตั้งทำให้สามารถจัดระเบียบทางเดินของผลิตภัณฑ์ที่ยิงได้ตามลำดับจากบนลงล่างตามช่องยิง . ด้วยโซลูชันนี้ขนาดของช่องสัญญาณจะใกล้เคียงกับขนาดของคอลัมน์ที่ขนส่งของผลิตภัณฑ์มากที่สุด แต่จะไม่ขัดขวางการเคลื่อนย้ายของผลิตภัณฑ์ ไกด์แนวตั้งสามารถทำเป็นแท่งแนวตั้งที่ทำจากโลหะผสมทนความร้อนได้ แท่งจะรวมกันเป็นกลุ่มที่สร้างช่องนำและยึดติดกันโดยใช้วงเล็บแนวนอนคลุมแท่งที่ด้านใดด้านหนึ่งของช่องโดยมีด้านชายสลับกันตามความสูงของช่อง ลวดเย็บกระดาษมีจุดเชื่อมต่อกับตัวกั้นเท่านั้นตัวอย่างเช่นทำด้วยวิธีการเชื่อมและแท่งเชื่อมจะสลับกันด้วย การไม่มีการเชื่อมต่อที่เข้มงวดช่วยให้มั่นใจได้ถึงความคล่องตัวของระบบช่วยขจัดความผิดเพี้ยนและการเสียรูปที่อาจเกิดขึ้นได้ในระหว่างการยิงที่อุณหภูมิสูง ตัวกั้นแนวตั้งสามารถทำจากแถบบาง ๆ ของวัสดุทนความร้อน อย่างไรก็ตาม ในรูปลักษณ์ใด ๆ ความหนาของตัวกั้นควรน้อยกว่าขนาดของผลิตภัณฑ์ที่เผา นี่เป็นเงื่อนไขที่จำเป็นเพื่อให้แน่ใจว่ามีการไหลเวียนของสารหล่อเย็นอย่างอิสระระหว่างรายการที่อยู่ในการชาร์จดังนั้นชุดคุณสมบัติที่จำเป็นที่ระบุไว้จะช่วยให้คุณได้รับผลลัพธ์ทางเทคนิคที่คล้ายคลึงกับวิธีการนี้กล่าวคือเพื่อให้แน่ใจว่ามีการยิงอย่างสม่ำเสมอ เตาเผา การได้รับผลลัพธ์ทางเทคนิคเดียวกันบ่งบอกถึงความเป็นเอกภาพของแนวคิดการประดิษฐ์ที่เชื่อมต่อวิธีการและอุปกรณ์ที่อ้างสิทธิ์ช่องคำแนะนำสำหรับการเคลื่อนย้ายผลิตภัณฑ์ที่เป็นเชื้อเพลิงจะเว้นระยะห่างจากการก่อตัวของช่องว่าง ขนาดของช่องว่างระหว่างด้านข้างของช่องนำที่สอดคล้องกับใบหน้าของเสากรงที่เกิดจากพื้นผิวของผลิตภัณฑ์มีค่าตั้งแต่ 10 ถึง 40 มม. และขนาดของช่องว่างที่ตั้งฉากกับพวกเขาอยู่ระหว่าง 20 ถึง 80 มม. . ขนาดช่องว่างสอดคล้องกับเงื่อนไขสำหรับการใช้วิธีการยิงและได้อธิบายไว้ข้างต้น ขีด จำกัด บนของช่วงเวลาเกิดจากเหตุผลทางเทคโนโลยีกล่าวคือเมื่อมีช่องว่างขนาดใหญ่จะไม่สร้างความเครียดจากอุณหภูมิที่เพียงพอเพื่อให้แน่ใจว่าผลิตภัณฑ์มีความร้อนที่จำเป็น ข้อ จำกัด ด้านล่างเกิดจากเหตุผลทางเทคนิคกล่าวคือความจริงที่ว่าช่องว่างรองรับแหล่งพลังงานความร้อนอุปกรณ์ไอเสียของก๊าซและองค์ประกอบยึดของกลไกการยึดเตาเพลาประกอบด้วยแหล่งพลังงานความร้อนสำหรับการยิงซึ่งสามารถทำได้ในรูปแบบของ หัวเผาลำแสงชนิดกระจายวางในช่องยิงและติดตั้งในลักษณะที่ตำแหน่งของรูสำหรับทางออกของสารหล่อเย็นตรงกับตำแหน่งของช่องว่างระหว่างขอบของเสากรงที่เกิดจากพื้นผิวของผลิตภัณฑ์ . ดังนั้นการไหลของน้ำหล่อเย็นจึงถูกจัดวางอย่างเคร่งครัดและมุ่งตรงไปยังช่องว่างระหว่างใบหน้าของเสากรงที่เกิดขึ้นจากพื้นผิวตัวแยกของผลิตภัณฑ์ วิธีการแก้ปัญหาทางเทคนิคนี้ทำให้สามารถเพิ่มประสิทธิภาพเชิงความร้อนและความประหยัดของกระบวนการยิงได้เนื่องจากการประมาณแหล่งความร้อนสูงสุดไปยังผลิตภัณฑ์ที่เป็นเชื้อเพลิงเพื่อเพิ่มความเข้มของกระบวนการเนื่องจากการวางแนวที่เข้มงวดของการไหลของตัวพาความร้อนในการจัดระเบียบการไหลของตัวพาความร้อนเตาเผาสามารถติดตั้งเพิ่มเติมด้วยวาล์วที่อยู่ในแนวนอนในช่องว่างระหว่างช่องนำเหนือแหล่งความร้อนเทคโนโลยีการยิงโดยใช้หัวเผาก๊าซต้องใช้ช่องพิเศษในการกำจัดผลิตภัณฑ์การเผาไหม้ของก๊าซ เตาเผามาพร้อมกับอุปกรณ์ปล่อยก๊าซที่ทำในรูปแบบของท่อและท่อจะถูกวางไว้ในปริมาตรการทำงานของช่องยิงของเตาเผาและวางไว้ในช่องว่างระหว่างช่องทางที่คล้ายกับการจัดเรียงของหัวเผาก๊าซ การลดคอลัมน์ผลิตภัณฑ์จะดำเนินการในโหมดทีละขั้นตอนเนื่องจากการทำงานร่วมกันของกลไกการยึดซึ่งสามารถหมุนได้โดยสัมพันธ์กับแกนแนวนอนของโต๊ะและสายพานลำเลียงซึ่งรวมกันเป็นกลไกในการขนถ่ายผลิตภัณฑ์ ช่องย่างของเตาในกระบวนการขนถ่ายผลิตภัณฑ์แถวล่างโต๊ะหมุนที่ติดตั้งด้วยความเป็นไปได้ของการเคลื่อนที่ในแนวตั้งแบบลูกสูบช่วยให้คุณสามารถแยกแถวล่างของผลิตภัณฑ์ที่ไม่ได้บรรจุและถ่ายโอนผลิตภัณฑ์เหล่านี้ไปยังวิธีการขนส่งกำจัด ความเสี่ยงที่จะเกิดความเสียหายกับพื้นผิวของผลิตภัณฑ์สำเร็จรูป โต๊ะหมุนมีช่องที่อยู่ด้านตรงข้ามกับแกนหมุนของโต๊ะและมีความเป็นไปได้ที่จะส่งผ่านไปยังสายพานลำเลียงแบบโซ่ ดังนั้นจึงไม่รวมการใช้วิธีการผลักดันเพิ่มเติมผลิตภัณฑ์ที่ไม่ได้โหลดจะถูกวางลงบนสายพานโดยตรงจากนั้นจึงนำออกจากโซนเตาเผา เมื่อดำเนินการลำเลียงในรูปแบบของโซ่ลำเลียงจะมีการจัดเตรียมเธรดสองชุดสำหรับแต่ละกองผลิตภัณฑ์นอกเหนือจากผลทางเทคนิคข้างต้นซึ่งทำให้สามารถปรับปรุงคุณภาพของผลิตภัณฑ์ที่ผลิตได้แล้วอุปกรณ์ที่อ้างสิทธิ์ยังมีลักษณะการระบายความร้อน ประสิทธิภาพเนื่องจากการกระจายความร้อนที่สม่ำเสมอในส่วนและความสูงของเตาประสิทธิภาพเชิงความร้อนและความเข้มข้นของการยิงในกระบวนการเนื่องจากความใกล้ชิดของหัวเผากับผลิตภัณฑ์ที่เป็นเชื้อเพลิงและในเวลาเดียวกันการใช้วัสดุขนาดเล็กความเรียบง่าย และความสะดวกในการบำรุงรักษาและซ่อมแซมรายการตัวเลขของภาพวาดการประดิษฐ์แสดงโดยภาพวาดซึ่งแสดงให้เห็น: รูปที่ 1 - เตาเพลาการแสดงแผนผัง; ในรูป 2 เป็นแผนภาพของการบรรจุผลิตภัณฑ์ด้วยการติดตั้งอิฐที่มี "โผล่ก้น" การฉายภาพไอโซเมตริกด้านหน้าซึ่งแสดงช่องว่างระหว่างเสาของผลิตภัณฑ์ในการรับน้ำหนักและตำแหน่งของไกด์สำหรับเสาของ ผลิตภัณฑ์; ในรูป 3 - องค์ประกอบระยะไกล I ของรูปที่ 1 แสดงตำแหน่งสัมพัทธ์ของเส้นบอกแนวแนวตั้งและวงเล็บแนวนอนสร้างช่องทางสำหรับทางเดินของผลิตภัณฑ์ รูปที่ 4 คือส่วนแนวนอน b-b ในรูปที่ 3 ซึ่งแสดงช่องว่างระหว่างช่องนำทาง ในรูป 5 เป็นมุมมองด้านข้างของกรงพร้อมภาพประกอบแผนผังตำแหน่งของเตาแก๊สและอุปกรณ์ระบายก๊าซ ในรูป 6 - ส่วน B-B ในรูปที่ 5 ซึ่งแสดงการกระจายของการไหลของตัวพาความร้อน รูปที่ 7 - องค์ประกอบของกลไกการล็อค ในรูป 8 - กลไกการขนถ่ายและแสดงตำแหน่งสุดขั้วของโต๊ะหมุนเมื่อทำงานกับสายพานลำเลียง รูปที่ 9 คือมุมมองด้านบนของสายพานลำเลียงที่มีผลิตภัณฑ์ที่ไม่ได้โหลด รูปที่ 10 เป็นภาพร่างของอิฐที่แสดงขอบข้อมูลที่ยืนยันความเป็นไปได้ของการประดิษฐ์วิธีการยิงอิฐที่อ้างสิทธิ์ได้ดำเนินการโดยใช้อุปกรณ์ที่อ้างสิทธิ์เตาเผาแบบเพลาสำหรับยิงอิฐประกอบด้วย (ดูรูปที่ 1 ) ร่างกาย 1 ซึ่งมีช่องยิง 2 อยู่เหนือช่องเปิดด้านบนของเตาเผามีการติดตั้งกลไกการโหลด 3 ภายใต้การเปิดด้านล่างของเตาเผามีกลไกการตรึง 4 และกลไกสำหรับการลดและการขนถ่ายผลิตภัณฑ์ทำในรูปแบบของตารางที่ 5 หมุนรอบแกนแนวนอน 6 ซึ่งติดตั้งด้วยความเป็นไปได้ในการตอบสนองในแนวตั้งและโต้ตอบกับสายพานลำเลียง 7.เตาเผาติดตั้งไกด์แนวตั้ง 8 ติดตั้งในช่องยิง 2 ไกด์ 8 ทำในรูปของแท่งโลหะผสมทนความร้อนในแนวตั้งจัดเรียงเป็นกลุ่มโดยใช้ตัวยึดแนวนอน 9 และขึ้นรูปเป็นชุดชนิดเดียวกัน ของช่องนำแนวตั้ง 10 สำหรับทางเดินของเสาหลักของโหลดผลิตภัณฑ์ ลวดเย็บกระดาษแนวนอน 9 หุ้มแท่งจากด้านใดด้านหนึ่งสลับกันไปตามความสูงของช่องของด้านชาย (ดูรูปที่ 3) ช่องนำ 10 ทำหน้าที่จัดระเบียบทางเดินของผลิตภัณฑ์ที่มาถึงเพื่อทำการยิง ขนาดของช่องคำแนะนำจะใกล้เคียงกับขนาดของผลิตภัณฑ์ที่ผ่านช่องเหล่านั้นมากที่สุด ช่องทางแนะนำ 10 กำหนดช่องว่าง 11 และ 12 ระหว่างพวกเขา (ดูรูปที่ 4) ขนาดของช่องว่าง 12 คือ 75 มม. และเนื่องจากตำแหน่งในแหล่งพลังงานความร้อนในการยิงทำในรูปแบบของเครื่องเผาลำแสง 13 ชนิดการแพร่กระจายท่อ 14 สำหรับการกำจัดก๊าซไอเสียและอากาศร้อน และวาล์ว 15 ทำในรูปแบบของแถบโปรไฟล์และติดตั้งในแนวนอนระหว่างตัวกั้น 8 (ดูรูปที่ 5) การตั้งค่าผลิตภัณฑ์ในเตาอบเป็นชุดเสา 16 (ดูรูปที่ 2) เสาแต่ละต้นได้มาจากการวางผลิตภัณฑ์หนึ่งชิ้นบนอีกด้านหนึ่งบนใบหน้าที่เล็กที่สุดตามลำดับ นั่นคือ "จิ้มก้น" (ดูรูปที่ 10) หัวเผา 13 มีรู 17 สำหรับทางออกของสารหล่อเย็น (ดูรูปที่ 6) มีการติดตั้งหัวเผาระหว่างช่องนำและตำแหน่งของหลุม 17 ตรงกับตำแหน่งของช่องว่าง 11 ระหว่างขอบของเสากรง 16 ที่เกิดจากพื้นผิวของผลิตภัณฑ์ ขนาดของช่องว่าง 11 คือ 35 มม. ในแง่หนึ่งค่านี้เกิดจากเหตุผลทางเทคโนโลยีและเพียงพอสำหรับการไหลผ่านของความร้อนอย่างอิสระในทางกลับกันองค์ประกอบการจับ 18 ของกลไกการยึด 4 จะอยู่ในช่องว่าง 11. กลไกการยึด 4 คือ ทำในรูปแบบของชุดหนีบยางยืด 18 สำหรับแต่ละคอลัมน์ของผลิตภัณฑ์ (ดู 7) ทำงานจากไดรฟ์ไฮดรอลิกและทำหน้าที่ยึดเสาหลักของสินค้าในระหว่างการขนถ่าย โต๊ะหมุน 5 มีการติดตั้ง (ดูรูปที่ 8) โดยมีช่อง 19 อยู่ทางด้านตรงข้ามกับแกนหมุน 6 และมีความเป็นไปได้ในการส่งผ่านโซ่ลำเลียง 7. วิธีการยิงผลิตภัณฑ์ในเตาด้านบนมีการใช้งานดังนี้: โดยกลไก 3 โหลดที่เตรียมไว้สำหรับการยิงผลิตภัณฑ์ (ในกรณีของเราคืออิฐ) ติดตั้งที่แถวบนของเสา 16 ของกรงของเตาเพลาที่พร้อมใช้งานสารหล่อเย็นที่เกิดขึ้นผ่านรู 17 จะถูกป้อนเข้า กระแสตรงเข้าสู่ช่องว่าง 11 ระหว่าง ทำตามขอบของเสากรงที่เกิดจากพื้นผิวบล็อกของอิฐ (ดู. รูปที่ 6) เนื่องจากความจริงที่ว่าเสามีระยะห่างกันในปริมาตรของเตาเผาด้วยการก่อตัวของช่องว่าง 11 และ 12 สารหล่อเย็นจะล้างแต่ละเสา 16 ของผลิตภัณฑ์ได้อย่างอิสระดังนั้นจึงมั่นใจได้ว่าอิฐแต่ละก้อนมีความร้อนสม่ำเสมอ ผู้ให้บริการความร้อนอยู่ใกล้กับผลิตภัณฑ์ที่จะยิงมากที่สุดซึ่งก่อให้เกิดความรุนแรงของการยิงและช่วยให้การเผาไหม้ผลิตภัณฑ์ในเวลาที่สั้นที่สุดโดยมีการใช้เชื้อเพลิงน้อยที่สุดโดยไม่มีข้อบกพร่องโดยมีพารามิเตอร์ทางเทคนิคสูง วาล์ว 15 ซึ่ง จำกัด การแพร่กระจายของตัวพาความร้อนให้ไหลในแนวตั้งขึ้นไปข้างบนและกำหนดทิศทางให้ตัวพาความร้อนไหลในแนวนอนระหว่างเสา 16 ของผลิตภัณฑ์ยังช่วยให้การยิงมีความสม่ำเสมอของควันเสียที่ได้จากการเผาไหม้และ อากาศร้อนจะถูกจับโดยท่อ 14 และนำออกจากพื้นที่ยิงหลังจากหมดเวลาการยิงที่ระบุทางเทคโนโลยีกลไกการยึด 4 ยึดอิฐของจุดสุดท้ายเทียบกับแถวที่ไม่ได้โหลดโดยใช้องค์ประกอบการยึดแต่ละชิ้น 18 และยึด เสาหลัก 16 ของผลิตภัณฑ์ จานหมุน 5 ซึ่งมีแถวล่างของผลิตภัณฑ์สำเร็จรูป 20 อยู่บนนั้นจะลดลงด้วยจำนวนที่เท่ากับความสูงของผลิตภัณฑ์ในคอลัมน์ประจุดังนั้นจึงแยกแถวของอิฐที่ไม่ได้โหลดออกจากนั้นตาราง 5 จะหมุนรอบแกนแนวนอน 6 ในขณะที่ผลิตภัณฑ์ที่ไม่ได้โหลด 20 จะวางซ้อนกันโดยตรงบนสายพานลำเลียง 7 (ดูภาพประกอบ 9) ผ่านช่อง 19 ของตาราง 5 จากนั้นนำออกจากพื้นที่ของ ตารางให้โอกาสหลังในการไต่ขึ้นสู่ตำแหน่งเริ่มต้น กำลังโหลดอิฐดิบชุดต่อไป เสา 16 ได้รับการแก้ไขกรงอิฐจะลดลงตามขนาดของอิฐตามความสูงของเสากรง 16 จากนั้นการขนถ่ายจะเกิดขึ้นและวงจรจะทำซ้ำ
อ้างสิทธิ์
1. วิธีการยิงอิฐในเตาเพลารวมถึงการโหลดผลิตภัณฑ์จากด้านบนของตัวเตาพร้อมการติดตั้งโดยใช้ประจุทำในรูปแบบของชุดเสาผลิตภัณฑ์ที่กระจายอย่างเท่าเทียมกันในปริมาตรของช่องเตาเผาการเคลื่อนที่แบบซิงโครนัส ของประจุตามช่องยิงจ่ายสารหล่อเย็นไปยังช่องว่างระหว่างเสาและขนถ่ายจากเตาเผาด้านล่างของผลิตภัณฑ์สำเร็จรูปโดยมีลักษณะที่เสาแต่ละอันของกรงเกิดจากการติดตั้งตามลำดับของผลิตภัณฑ์หนึ่งบนอีกชิ้นหนึ่งเพื่อสร้างสองหน้าตรงข้าม ของเสาโดยพื้นผิวทางลาดของผลิตภัณฑ์เสาของผลิตภัณฑ์จะถูกวางไว้ในช่องยิงโดยมีการก่อตัวของช่องว่างระหว่างเสาของเสาเพียงพอสำหรับการเคลื่อนที่ของสารหล่อเย็นอย่างอิสระและการจ่ายสารหล่อเย็นจะดำเนินการใน ช่องว่างที่ตั้งฉากกับขอบที่เกิดจากพื้นผิวของผลิตภัณฑ์ 2. วิธีการตามข้อเรียกร้องที่ 1 มีลักษณะที่บทความในคอลัมน์กรงถูกสะกิดที่ก้น 3. วิธีการตามข้อเรียกร้อง 1 มีลักษณะที่ผลิตภัณฑ์ในคอลัมน์กรงวางช้อนบนช้อน วิธีการตามข้อเรียกร้อง 2 หรือ 3 โดยมีลักษณะที่ช่องว่างระหว่างขอบของเสาที่อยู่ติดกันซึ่งเกิดจากพื้นผิวของผลิตภัณฑ์คือ 10-40 มม. ช่องว่างระหว่างขอบที่ตั้งฉากกับเสาดังกล่าวคือ 20-80 มม. . วิธีการตามย่อหน้าใดย่อหน้าหนึ่ง 6. เตาเผาแบบเพลาสำหรับยิงอิฐที่มีช่องยิงอุปกรณ์ขนถ่ายที่ติดตั้งเหนือช่องเปิดด้านบนของเตาเผาอุปกรณ์ขนถ่ายที่อยู่ใต้ช่องเปิดด้านล่างของเตาเผารวมถึงกลไกการตรึงประจุและกลไกในการลดและขนถ่ายผลิตภัณฑ์ แหล่งที่มาของพลังงานความร้อนสำหรับการยิงที่อยู่ในช่องยิงและอุปกรณ์ระบายก๊าซที่มีลักษณะเฉพาะคือเตาเผามีตัวนำทางแนวตั้งที่ติดตั้งอยู่ในช่องยิงซึ่งจัดเรียงเป็นกลุ่มในรูปแบบของชุดช่องนำทางโดยเว้นระยะห่างจากกันและกันอย่างอิสระ การโอบกอดเสาจากการติดตั้งอย่างต่อเนื่องบนอีกด้านหนึ่งด้วยการก่อตัวของพื้นผิวกระทุ้งของใบหน้าที่ตรงกันข้ามสองด้านของเสาของผลิตภัณฑ์ในขณะที่ใกล้กับขอบที่กล่าวถึงของเสาตัวกั้นแนวตั้งของช่องนำที่อยู่ติดกันจะเว้นระยะห่างจาก ซึ่งกันและกันด้วยการก่อตัวของช่องว่างระหว่างเสาของผลิตภัณฑ์ที่เพียงพอสำหรับการเคลื่อนที่อย่างอิสระของการไหลของน้ำหล่อเย็นและแหล่งที่มาของความร้อน พลังงานวางอยู่ในช่องว่างที่ตั้งฉากกับด้านบน 7. เตาหลอมตามข้อเรียกร้อง 6 มีลักษณะที่ช่องว่างระหว่างด้านข้างของช่องนำที่ตรงกับขอบของเสากรงที่เกิดจากพื้นผิวของผลิตภัณฑ์มีขนาดตั้งแต่ 10 ถึง 40 มม. และช่องว่างที่ตั้งฉากกับพวกเขานั้นมาจาก 20 ถึง 80 มม. เตาตามข้อเรียกร้อง 6 หรือ 7 มีลักษณะที่ตัวกั้นแนวตั้งทำในรูปแบบของแท่งแนวตั้งของโลหะผสมที่ทนความร้อนและรวมกันเป็นกลุ่มโดยใช้ตัวยึดแนวนอนที่ครอบคลุมแท่งจากด้านใดด้านหนึ่งหรืออีกด้านหนึ่งของ ช่องสลับตามความสูงของช่องของฝ่ายชายเก้า. เตาอบตามวรรคหนึ่ง6-8 โดยมีลักษณะที่แหล่งพลังงานความร้อนสำหรับการยิงทำในรูปแบบของหัวเผาลำแสงชนิดกระจายที่ติดตั้งโดยจัดตำแหน่งของรูสำหรับทางออกของสารหล่อเย็นและช่องว่างระหว่างขอบของกรง เสาที่เกิดจากพื้นผิวของผลิตภัณฑ์ เตาหลอมตามข้อเรียกร้องข้อ 9 มีลักษณะที่ว่าเตามีวาล์วสำหรับจัดระบบการไหลของน้ำหล่อเย็นซึ่งตั้งอยู่ในแนวนอนในช่องว่างระหว่างช่องนำเหนือแหล่งพลังงานความร้อน เตาอบตามวรรคหนึ่ง 6-10 มีลักษณะที่อุปกรณ์ปล่อยก๊าซทำในรูปแบบของท่อที่อยู่ในช่องว่างระหว่างช่องนำที่คล้ายกับแหล่งพลังงานความร้อน เตาอบตามวรรคหนึ่ง 6-11 มีลักษณะที่กลไกการตรึงประจุทำในรูปแบบของชุดของชิ้นส่วนหนีบแยกสำหรับแต่ละคอลัมน์ผลิตภัณฑ์ เตาอบตามวรรคหนึ่ง 6-12 โดดเด่นด้วยกลไกในการลดและขนถ่ายผลิตภัณฑ์ในรูปแบบของโต๊ะที่หมุนได้สัมพันธ์กับแกนนอน ติดตั้งโดยมีความเป็นไปได้ที่จะยื่นหมูยื่นแมวในแนวตั้ง เตาเผาตามข้อเรียกร้อง 13 มีลักษณะเฉพาะว่าโต๊ะหมุนมีสล็อตอยู่ด้านตรงข้ามกับแกนหมุนของโต๊ะและทำด้วยความเป็นไปได้ของการส่งผ่านโซ่ลำเลียง
ตัวเลข
,
,
,
,
,
,
,
,
,
เราสร้างเตาเผาสำหรับเผาเซรามิกด้วยมือของเราเอง
ประเภทของเตาเผาจะถูกเลือกตามจำนวนผลิตภัณฑ์ที่จะยิง ถ้าปริมาณน้อยเราทำเตาอบ 250-300 ลิตร สำหรับงานขนาดใหญ่คุณจะต้อง เตาเผาขนาดใหญ่ขนาดเท่าห้องเล็ก
เครื่องมือ Instrument
ในการสร้างเตาเผาขนาดเล็กคุณต้องมีเครื่องมือดังต่อไปนี้:
- เครื่องมือช่างทำกุญแจ - สำหรับทำงานกับโลหะ เครื่องเชื่อม, ชุดประแจ, ตะไบ, เครื่องเจียรไฟฟ้า (เครื่องเจียรไฟฟ้า), สว่าน, ค้อน
- สำหรับการทำงานกับอิฐทนไฟและเซรามิกส์ - ค้อนของช่างก่ออิฐเกรียงแผ่นเพชรสำหรับเครื่องเจียรไฟฟ้า
- การป้องกันส่วนบุคคลหมายถึง ต้องใช้เครื่องช่วยหายใจแว่นตาถุงมือและเสื้อผ้าฝ้ายเนื้อหนาเมื่อทำงานกับเครื่องบดมุมและขนแร่
สั่งงาน
เตาประกอบด้วยตัวเตาเพดานห้องฉนวนฝา
ลำดับการก่อสร้าง:
- ที่อยู่อาศัย เราเลือกกล่องโลหะสี่เหลี่ยมถ้าใช้อิฐไฟร์เคลย์หรือถังโลหะเป็นซับในถ้าเราหุ้มด้วยขนแร่ทนไฟ
ในโครงสร้างทรงกระบอกการกระจายความร้อนจะยิ่งมากขึ้น เราเชื่อมขากับร่างกาย
- เราใส่ ไปที่ด้านล่างของซับในเฟรมใส่ ฉนวนเซรามิกสี่ตัวจากสายไฟหรืออิฐไฟร์เคลย์ต่อขอบ - จะทำหน้าที่เป็นโพสต์ที่ทับซ้อนกัน
- เราบุผนังและหลังคา ควรวางอิฐไฟร์เคลย์บนปูน เราใช้ดินขาวหรือขนสัตว์บะซอลต์ที่มีความหนาแน่นสูง เราบิดกระบอกสูบจากแผ่นสำลีหลาย ๆ ชั้นเพื่อหลีกเลี่ยงตะเข็บ - สะพานการสูญเสียความร้อน ยึดกับผนังด้วยสายใยหินและปุ่มเซรามิก ขอบของฉนวนด้านบนถูกพันออกไปด้านนอกซึ่งจะปิดผนึกและป้องกันความร้อนตามรอยต่อของฝาและตัวถัง
- เราจะซ้อนทับบนโพสต์
ด้วยผลิตภัณฑ์ที่มีน้ำหนักมากเราจึงใช้วัสดุก่ออิฐแห้งจากอิฐไฟร์เคลย์มาวางทับซ้อนกันโดยมีน้ำหนักเพียงเล็กน้อย - กระเบื้องสโตนแวร์พอร์ซเลนที่มีขนาดเหมาะสม
- เราติดตั้งเตา สามารถหาซื้อได้ตามร้านจำหน่ายก๊าซ กำลังจะดีกว่าที่จะรับ ไม่น้อยกว่า 2 กิโลวัตต์ (ขึ้นอยู่กับการสูญเสียความร้อนและปริมาตรของโครงสร้าง)
- เราเจาะรูสำหรับเตาที่ด้านล่างของร่างกายและซับ เปลวไฟไม่ควรสัมผัสผลิตภัณฑ์นี่คือหลักการสำคัญของการวางหัวฉีด การวางหัวฉีดในแนวนอนทำให้การปรับและบำรุงรักษาง่ายขึ้น
- เราป้องกันฝาครอบของโครงสร้าง เพื่อให้สูญเสียความร้อนน้อยที่สุดเราจึงหุ้มโครงสร้างทั้งหมดจากภายนอก
- เราทิ้งรูไว้ที่ฝาสำหรับทางออกของผลิตภัณฑ์การเผาไหม้และการควบคุมกระบวนการ เรามีวาล์วสำหรับควบคุมอุณหภูมิ
- ในการรับข้อมูลอุณหภูมิภายในเตาอบเราติดตั้งเทอร์โมคัปเปิลของเทอร์โมมิเตอร์อิเล็กทรอนิกส์
เตาอบพร้อมแล้ว ดำเนินการทดสอบ หากใช้การก่ออิฐกับอิฐไฟร์เคลย์ก่อนอื่นเตาจะถูกทำให้แห้งในโหมดอ่อนโยน
วิธีการเผาเซรามิก?
เพื่อที่จะเผาเซรามิกได้อย่างถูกต้องสิ่งสำคัญคือต้องสังเกตอุณหภูมิในเตาอบ การยิงเกิดขึ้นในสามขั้นตอน:
- การระเหยของความชื้น ผลิตภัณฑ์ได้รับความร้อนสูงถึง 250 ° C และยืนที่อุณหภูมินั้น
- เรืองแสงได้ถึง 900 ° C ในเตาอบที่ปิดสนิท การเผาดินเกิดขึ้น
- ค่อยๆระบายความร้อน
เตาเผาต้องไม่เพียง แต่พัฒนาอุณหภูมิที่ต้องการเท่านั้น แต่ยังช่วยให้สามารถควบคุมได้ด้วย การออกแบบควรเรียบง่ายที่สุด, ขนถ่ายสินค้า - ง่าย.