Materialfunktioner
Polyeten framställs genom polymerisering av eten. Vid sömnadsprocessen förändras inte den kemiska sammansättningen av materialet - denna teknik förbättrar egenskaperna och förmågan hos polyeten avsevärt, det vill säga att den färdiga produktens tillämpbarhet expanderar.
De viktigaste fördelarna med sådana rör inkluderar:
- motstånd mot höga temperaturer: utan tryck tål upp till 200 ° C utan att konfigurationen ändras;
- hög chockmotstånd, upp till temperaturer ner till -50 ºC;
- närvaron av en balans mellan elasticitet och hårdhet;
- är inte rädda för oxidation;
- rör har utmärkt jämnhet och flexibilitet, som kan neutralisera mekaniska vibrationer och ljud;
- inte utsätts för kemikalier;
- inga tungmetaller finns i materialet;
- materialets förmåga att lätt böjas utan att skadas;
- liten storlek, lätt vikt, lång livslängd.

Sådana polymera material har egenskapen krympning, det vill säga de kan ta sin ursprungliga form efter en viss period efter sträckning. Dessutom krävs inga speciella komplexa verktyg för installation av XLPE-rör.





Egenskaper och popularitet
Tvärbunden polyeten har en unik uppsättning egenskaper som har lett till dess omfattande användning. Bland dem noterar experter:
- mekanisk hållfasthet - PEX-rör kan arbeta vid tryck upp till 20 atmosfärer;
- brottgräns;
- utmattningshållfasthet - materialet behåller sina mekaniska egenskaper även under förhållanden med långvarig exponering för maximalt tillåtna temperaturer;
- slitstyrka;
- forma minneseffektpå grund av vilket materialet har egenskaperna för värmekrympning och förmågan att återhämta sig sin form efter deformation;
- en kombination av flexibilitet och elasticitet, vilket är tillräckligt för en framgångsrik lösning av uppgifterna om läggning och installation (gör-det-själv-plaströr för vattenförsörjning);
- korrosionsbeständighet;
- immunitet mot influenser mest hårda kemikalier och biologiskt nedbrytbara.
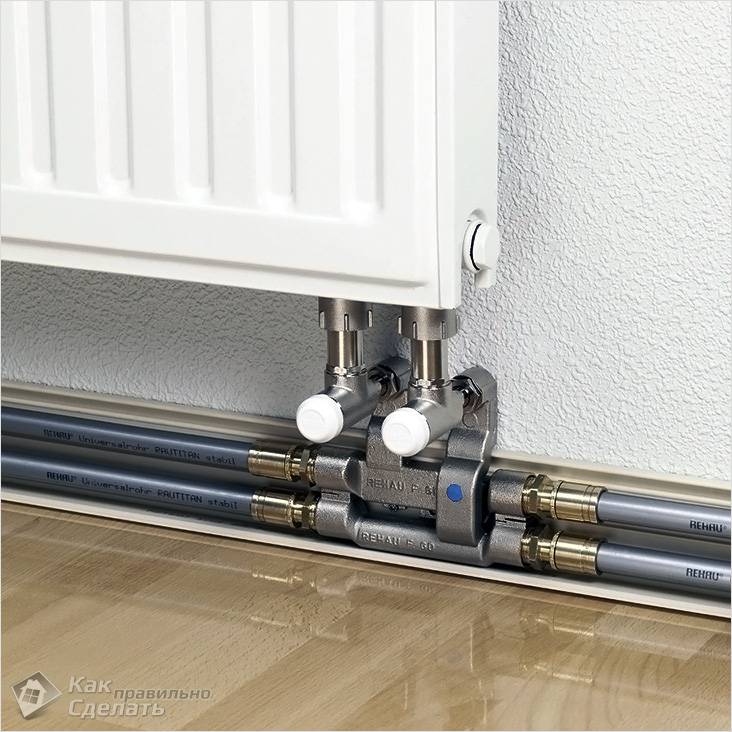
En av fördelarna med tvärbunden polyeten, tack vare vilken den har använts i värmesystem (särskilt låg temperatur, som "varmt golv" - du kommer att ta reda på avståndet mellan rören här) - bra värmeöverföring.
Samtidigt är de flesta rören gjorda av ett material som på grund av de låga värdena för värmeutvidgningskoefficienten inte kräver förstärkning eller användning av speciella läggningsmetoder.
Vet du skillnaden mellan bevattnings- och filtreringsfält? En användbar artikel beskriver i detalj hur man skapar ett autonomt lokalt system för uppsamling och behandling av avloppsvatten.
Läs om principen för omvänd osmosfilter på denna sida.
Tvärbunden tillverkning av polyetenrör - spolar av olika längd.
Följaktligen, när man installerar motorvägar (om mini-avloppspumpstationer, det står skrivet här) är antalet anslutningar endast det minsta som krävs.
Men även i detta fall är anslutningar en av de viktigaste faktorerna som systemets tillförlitlighet beror på. Anslutningstekniken blir avgörande i detta avseende.
Tvärbindningsteknik av polyeten
Sömnad behövs för att eliminera en av de största nackdelarna med materialet - termoplast. Tack vare denna process förblir XLPE-rör flexibla och ändrar inte form även vid temperaturer över 80 ºC.
Det bör noteras att på grund av materialets mättnad med rent kol börjar dess smältning först när det når 400 ° C.

Produktens tekniska egenskaper påverkas av sömningsmetoden, som är:
- silan;
- peroxid;
- elektronstråle.
Den första metoden innefattar att utföra en substitutionsreaktion. För det andra blandas råmaterialet med en hämmare och själva tvärbindningen utförs under tryck. Den tredje metoden är att genomföra strålning, under vilken det sker en förändring av obligationer på grund av substitution.
Beroende på rörtyper på installation på olika platser
Verktyget för installation av polyetenrör kan skilja sig något beroende på deras tillämpningsområde. För olika system - uppvärmning, kall eller varmvattenförsörjning, avlopp - det finns olika förutsättningar för överföring av vatten, därför kommer produkterna i varje fall att vara olika.
Till exempel, för att tillföra kallt vatten, används som regel enstaka XLPE-rör med ett tvärsnitt på 16-20 mm, som tål upp till 95 ° C. Ofta produceras sådana rör med elektronstråle-metoden - dessa produkter har ett överkomligt pris.

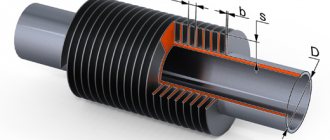
För varmvattenrör behövs flerskiktsstrukturer, eftersom temperaturen de måste motstå ligger inom 110 ℃, det vill säga ganska hög. För detta ändamål placeras i sådana produkter ett lager av tvärbunden polyeten erhållen med peroxidmetoden från insidan, ett aluminiumskikt placeras i mitten och ett annat lager av polyeten placeras ovanpå.
På grund av närvaron av ett centralt aluminiumskikt blir röret tillräckligt starkt vid böjningarna för att förhindra att syre tränger in i det. Men det yttre skiktet av polyeten kan skydda röret från ultraviolett strålning och mekanisk skada. Tvärsnittet av sådana rör ligger i intervallet 16-63 mm. När det gäller värmesystem kan du också använda flerskiktsprodukter med parametrar 16-20 mm.
Typer av XLPE-rör

Rören klassificeras enligt flera kriterier:
- Efter destination. Universalprodukter används för att organisera värme- och golvvärmesystem. Specialiserade används antingen för att ordna uppvärmningskommunikation eller installera ett golvvärmesystem. Varje typ av produkt är lämplig för installation av ett vattenförsörjningssystem.
- Förresten av firmware. Beroende på bearbetningsmetoden tilldelas röret motsvarande betyg. Firmware kan vara peroxid (PEXa), elektronisk (PEXc), gas (PEXb) och kemisk (PEXd).
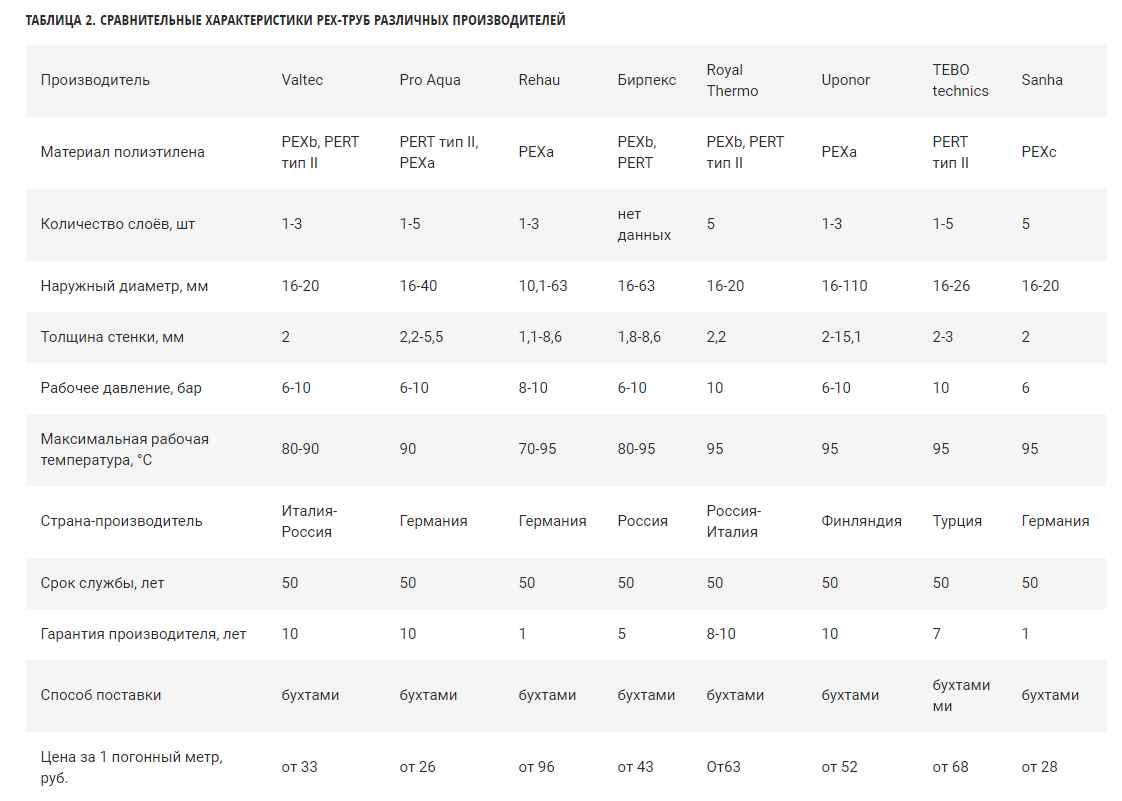
- Av tillverkaren. De mest populära är produkter tillverkade av det tyska koncernen RAUTITAN. Köparen erbjuds flera typer av rör med olika diametrar. Det finska företaget WIRSBO tillverkar produkter av medelstora och små storlekar. Det bredaste sortimentet presenteras av den israeliska tillverkaren GOLAN. Företaget erbjuder produkter tillverkade av tvärbunden polyeten med en diameter på 12-500 mm.
Typer av beslag
Det är väldigt enkelt att böja rör av tvärbunden polyeten - för detta behöver de bara värmas upp med en hårtork. Men när du installerar systemet kan du behöva inte bara böjningar utan också fogning av enskilda rörstycken - i det här fallet används beslag.
Det finns dessa typer av beslag enligt deras funktionella syfte:
- utslagsplatser och korsningar;
- hörndetaljer;
- kopplingar;
- stubbar;
- enheter.

På de ställen där man planerar att göra en förändring i rörledningens riktning används vanligtvis hörn. På raka sektioner används kopplingar för sammanfogning. Om det krävs att bygga upp ytterligare ett avsnitt till den färdiga rörledningen används skrapor. Syftet med tee och kors är att lägga rörledningen och pluggarna används för att stänga ändarna.
Samtidigt finns det flera typer av material för beslag:
- polyvinylklorid;
- polyeten;
- polypropen;
- kombinerat material.
De mest använda mässingsbeslagen. Det är nödvändigt att ansluta rörsektioner av samma sektion med raka beslag och med reduktionsbeslag med olika diametrar.

Fästteknik för kompressionsbeslag
För att arbeta med denna typ av del behöver du två skiftnycklar och en sekatör.
Montering av XLPE-rör i en enda rörledning med kompressionsbeslag utförs i flera steg. I det första steget placeras en krimpmutter vid rörets ände. Gängan måste vara vänd mot kontakten. Därefter fixeras den delade ringen, så att den ställs in så att avståndet från röret som skärs till kanten av ringen är 1 mm.

I slutet skjuts en sektion av ett tvärbundet polyetenrör, med en mutter och en ring på den, hela vägen på kopplingsbeslaget. Använd sedan skiftnycklar för att dra åt krympmuttern ordentligt. Observera att det inte behöver demonteras eller fasas innan röret skjuts in på denna koppling. Den enda försiktighetsåtgärden när du arbetar med dessa element är att kontrollera mutternas åtdragningskraft så att röret inte deformeras.
Anslutningsmetoder
Under installationen kan delar av rörledningen anslutas på flera sätt:
- kompressionsbeslag;
- pressbeslag;
- elektrofusionsbeslag.
Valet av en specifik anslutningstyp beror på de planerade driftsegenskaperna.
För installation av kommunikation kan följande verktyg krävas:
- Speciell rörsax sax. Med rörklipparen kan du klippa rör i sektioner av önskad storlek utan att använda för mycket kraft. I det här fallet blir snittet jämnt, utan grader, i en vinkel på 90 grader. En sådan nedskärning kommer att säkerställa hög kvalitet och tillförlitlighet för den framtida fogen.
- Hydraulisk press.
- Spännhylsa för att öka rörets diameter innan du sätter i beslaget.
- Tång.
- Skiftnycklar för åtdragning av pressmuttern.
- Passande.
Vid användning av elektrofusionsbeslag krävs en speciell svetsmaskin. Det kan hyras.
Anslutning för kompression
Installationen av tvärbundna polyetenrör med kompressionsbeslag utförs på vattenledningar. Här krävs ett minimum av verktyg - det räcker med en rörskärare och en skiftnyckel eller en skiftnyckel.
Vi rekommenderar att du bekantar dig med: Beslag för anslutning av en handdukstork
Arbetsalgoritmen är som följer:
- Beslaget skruvas av och placeras sekventiellt på rörets ände en kompressionsmutter, en delad ring.
- Den delade ringen är inställd 1 mm från klippkanten.
- Anslutningen av anslutningsstycket förs in i röret tills det stannar.
- Skruva försiktigt krympmuttern på kopplingen, var noga med att dra åt men inte klämma.

På grund av polyetenens plasticitet kräver en sådan anslutning inte ytterligare tätning. Det kan snabbt demonteras vid behov.
Pressbeslag
Användningen av pressbeslag utesluter demontering av kommunikation utan skador. Anslutningen visar sig vara tillförlitlig men inte hopfällbar. för arbete behöver du en spännhylsa, presspassning.

Procedur för anslutningsinstallation:
- En pressring (presshylsa) placeras på den förberedda rörsektionen och flyttar den från kanten.
- En expander sätts in i röret och sträcker sig efter armaturens storlek.
- Ta ut expanderaren och sätt in kopplingen på anslutningsdelen på plats.
- På grund av materialets molekylära minne komprimeras röret och lindas tätt runt anslutningsbeslaget.
- Ytterligare fixering utförs genom att dra pressringen på rörets kant och pressa den med en handpress.
I detta sammanhang finns inget externt tryck på anslutningspunkten. Kvaliteten och tillförlitligheten beror på de speciella egenskaperna hos den tvärbundna polyeten själv.
Elektrosvetsad anslutning
Elektrisk svetsning på polyetenrörledningar utförs endast med användning av speciella beslag.
Arbetsorder:
- En elektrosvetsad hylsa sätts på de förberedda rören.
- En svetsmaskin är ansluten till kontakterna på beslaget.
- Svetsning sker när materialet värms upp till en temperatur på 170 grader.
- Uppvärmningstiden ställs in automatiskt, beroende på rörledningens diameter. Om svetsmaskinen inte har denna funktion, bör svetstiden och temperaturen finnas i dokumentationen för montering.
- I slutet av svetsprocessen stängs enheten av, anslutningen får svalna.
Denna anslutningsmetod är den dyraste men också den mest pålitliga. För drift av rörledningar på elektrofusionsbeslag finns inga begränsningar i temperatur och tryck. Anslutningen är starkare än själva rören.
Vi rekommenderar att du bekantar dig med: Hur man gör övergången från gjutjärn till plaströr
Anslutning av rör med pressanslutningar
För att fästa rörprodukter på pressbeslag krävs följande verktyg:
- passande presspress;
- beskärningssax eller sax för skärning av röret;
- expansionspistol med en uppsättning munstycken.
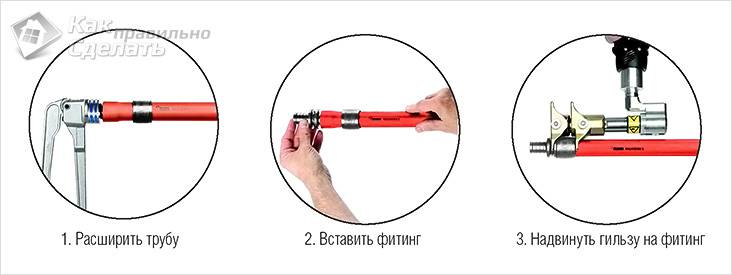
Först och främst skärs rör. Det är mycket viktigt att snittet är jämnt och jämnt utan grader - speciella saxar kommer att vara till nytta för detta.
En hylsa placeras på den förberedda kanten, som därefter kommer att krympas. Observera att du måste sätta på ärmen innan du utför arbete med att expandera kanten - annars passar den inte längre.

Nästa steg blir att utöka rörets inlopp med flera millimeter med en specialpistol med ett munstycke av önskad storlek. En passande nippel sätts in i den utökade entrén, vilket gör det lättare för dig själv att arbeta med det speciella fettet som ingår i satsen.
I sista steget är hylsan på XLPE-rören fixerad med en speciell press. Även här måste du vara försiktig så att du inte deformerar dockningsstationen.