
Сами бирајући профилну цев за носеће конструкције, купац схвата важност тачних прорачуна параметара и оптерећења. У овом чланку ћемо покушати да схватимо да ли је вредно уштедети на прорачунима.
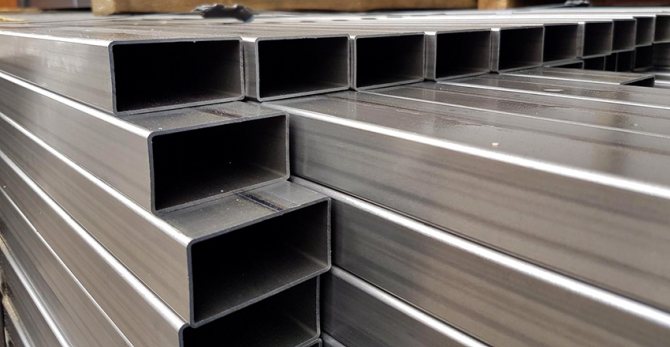
Доласком лета започиње грађевинска сезона за компаније, власнике викендица, летњих викендица. Неко гради сјеницу, стакленик или ограду, други људи блокирају кров или граде купалиште. А када се пред купцем поставља питање о носећим структурама, избор се чешће поставља на профилној цеви због ниске цене и чврстоће на савијање са малом тежином.
Колики је терет на профилној цеви
Друго је питање како израчунати димензије профилне цеви како бисте се снашли са „мало крви“ и купили цев која је погодна за терет. За производњу ограда, ограда, стакленика, можете учинити без прорачуна. Али ако градите надстрешницу, кров, визир, не можете без озбиљних прорачуна оптерећења.
Важно! Сваки материјал се одупире спољном напрезању, а челик није изузетак. Када оптерећење на профилној цеви не прелази дозвољене вредности, конструкција ће се савити, али ће издржати оптерећење. Ако се уклони тежина терета, профил ће се вратити у првобитни положај. Ако се прекораче дозвољене вредности оптерећења, цев се деформише и остаје заувек или пукне у завоју.
Да бисте елиминисали негативне последице, приликом израчунавања профилне цеви узмите у обзир:
- димензије и пресек (квадратни или правоугаони);
- структурни стрес;
- чврстоћа челика;
- врсте могућих оптерећења.
Класификација оптерећења на профилној цеви
Према СП 20.13330.2011, према времену дејства разликују се следеће врсте терета:
- константе, чија се тежина и притисак не мењају током времена (тежина делова зграде, тла итд.);
- привремени дугорочни (тежина степеништа, котлови у викендици, преграде од гипсане плоче);
- краткорочни (снег и ветар, тежина људи, намештај, превоз итд.);
- специјални (земљотреси, експлозије, удари аутомобила итд.).
На белешку!
На пример, градите надстрешницу у дворишту парцеле и користите обликовану цев као носећу конструкцију. Затим, приликом израчунавања цеви, узмите у обзир могућа оптерећења:
- материјал надстрешнице;
- тежина снега;
- јак ветар;
- могући судар аутомобила са носачем током неуспешног паркирања у дворишту.
Да бисте то урадили, користите СП 20.13330.2011 „Оптерећења и утицаји“. Садржи мапе и правила неопходна за тачан прорачун оптерећења профила.
Дизајн шеме оптерећења на профилној цеви
Поред врста и врста оптерећења на профилима, при прорачуну цеви узимају се у обзир и типови носача и природа расподеле оптерећења. Калкулатор израчунава користећи само 6 врста шема прорачуна.
Максимална оптерећења на профилној цеви
Неки читаоци постављају себи питање: „Зашто се раде тако сложени прорачуни ако треба да заварим ограду за трем“. У таквим случајевима нема потребе за сложеним прорачунима, узимајући у обзир нијансе, јер можете прибегавати готовим решењима (таб. 1, 2).
| Табела 1. Оптерећење за цев квадратног облика | ||||||
| Димензије цеви, мм | ||||||
| 1 метар | 2 метра | 3 метра | 4 метра | 5 метара | 6 метара | |
| 40к40к2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40к40к3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50к50к2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50к50к3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60к60к2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60к60к3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80к80к3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100к100к3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100к100к4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120к120к4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140к140к4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Табела 2. Оптерећење за цев правоугаоног облика (израчунато за већу страну) | ||||||
| Димензије цеви, мм | ||||||
| 1 метар | 2 метра | 3 метра | 4 метра | 5 метара | 6 метара | |
| 50к25к2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60к40к3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80к40к2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80к40к3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80к60к3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100к50к4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120к80к3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Занимљиво је!
Користећи готове прорачуне, имајте на уму да табеле 2 и 3 указују на максимално оптерећење, од којег ће се цев савити, али не и сломити. Када се терет уклони (јак ветар стане), профил ће повратити првобитно стање. Прекорачење максималног оптерећења чак за 1 кг доводи до деформације или уништења конструкције, стога купите цев са сигурносном маргином која је 2 до 3 пута већа од граничне вредности.





Карактеристике производње обликоване металне цеви
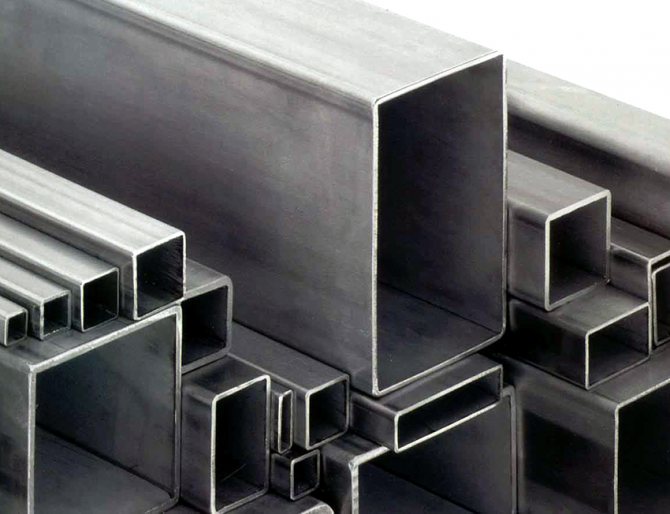
Према начину производње, профилне цеви су топло и хладно деформисане. Због пластичности метала, профилисање било ког челичног слепа доступно је под утицајем високих температура. На резу (у пресеку) цеви имају облик:
- квадрат;
- правоугаоник;
- овални.
Равно-овални лучни профил (или овалне цеви) није ништа мање тражен, а његова производња расте. Технологија њиховог формирања практично се не разликује од ваљања стандардних професионалних цеви. То је као да је средња опција између округлих и правоугаоних структура, а њихови показатељи квалитета и издржљивости су за ред величине већи од оних ових производа. Технологија за производњу стандардних величина цеви подразумева:
- метода хладног обликовања заобљених производа прешом;
- заваривање правоугаоних челичних лимова.

Пресек профилисаних цеви
У складу са ГОСТ-ом, цеви било које величине (у инчима и мм) формирају се помоћу две технологије које се међусобно значајно разликују:
- Заваривањем профила лима или траке (шав може смањити квалитет производа само под значајним оптерећењима, а производ има нижу цену).
- Заобљене шипке прелазе на прешање обрадака истог облика на ваљаоници (технологија је скупља, бешавни производи подносе максимално оптерећење у вертикалним оквирима).
Методе за прорачун оптерећења на профилној цеви
За израчунавање оптерећења на профилима користе се следеће методе:
- прорачун оптерећења помоћу референтних табела;
- употреба формуле напрезања при савијању;
- одређивање оптерећења помоћу посебног калкулатора.
Како израчунати оптерећење помоћу референтних табела
Ова метода је тачна и узима у обзир врсте носача, причвршћивање профила на носаче и природу терета. За израчунавање отклона профилне цеви помоћу табела за тражење потребни су следећи подаци:
- вредност момента инерције цеви (И) из табела ГОСТ 8639-82 (за квадратне цеви) и ГОСТ 8645-68 (за правоугаоне цеви);
- вредност дужине распона (Л);
- вредност оптерећења цеви (К);
- вредност модула еластичности из тренутне СНиП.
Ове вредности се замењују у жељену формулу, која зависи од сидрења на носачима и расподеле терета. За сваки пројектни модел оптерећења мењају се формуле отклона.
Прорачун према формули за максимално напрезање савијања профилне цеви
Израчун напона савијања израчунава се помоћу формуле:
где је М момент савијања силе, а В отпор.
Према Хоокеовом закону, сила еластичности је директно пропорционална количини деформације. Сада су вредности за жељени профил замењене. Даље, формула је пречишћена и допуњена на основу карактеристика челика за профилну цев, оптерећења итд.
Занимаће вас:
- производи металне конструкције: хангаре и монтажне конструкције Надстрешнице од поликарбоната и валовитог картона Класичне и коване решетке, клизне решетке као што су ...
- Бунда за летњу резиденцију Еколошки прихватљива топлотна изолација Уређење Стара камена кућа није добро одржавала топлоту и била јој је потребна изолација. Власници су одлучили ...
- производи клизне решетке ...
- Добробит зграде подигнуте на њему зависи од правилног избора и квалитета темеља. Темељ мора бити стабилан, постојан, што се постиже ...
Профилиране цеви постају све популарнији грађевински материјал.Користи се за изградњу таквих грађевинских елемената као што су под, носећи оквир, греда.
Таква широка употреба повезана је пре свега са једноставношћу конструкције, рада, одржавања конструкција, као и са малом тежином самих производа. Међутим, важно је запамтити да профилна цев мора имати повећану чврстоћу на савијање, а како то израчунати, разговараће се касније у чланку.
Профилне цеви су цеви које имају попречни пресек различит од кружног пресека. Најчешће опције су правоугаони и квадратни производи. Као што је већ поменуто, посебна популарност овог типа повезана је са једном од његових кључних предности - дизајн ће имати малу тежину.
Штавише, специфични облик у великој мери поједностављује причвршћивање једни на друге и на друге површине. Ова врста грађевинских производа, према ГОСТ-у, направљена је од широког спектра метала и легура. Међутим, најчешће се користе угљенични челик и профилисане цеви од нисколегираног челика.
Сваки метал има важан природни квалитет - тачку отпора. Може бити минимум или максимум. Ово последње је, на пример, узрок деформације подигнутих конструкција, доводи до завоја и, као резултат, до прелома.
Приликом савијања важно је проценити карактеристике као што су величина, пресек, врста производа, његова густина, као и крутост материјала и његова флексибилност. Познавајући сва ова општа својства метала, може се разумети како ће се структура понашати током рада.
Важно је запамтити да када савијате производ, унутрашњи делови структуре су стиснути, њихова густина се повећава, а сами смањују величину. Спољни слој, према томе, постаје дужи, мање густ, али више растегнут.
Истовремено, средња подручја задржавају своје првобитне карактеристике и након завршетка процеса. Отуда увек треба имати на уму да је у током савијања напетост ће нужно настати чак и у подручјима што је даље могуће од неутралне зоне
... Максимални притисак биће у оним слојевима који су врло близу ове врло неутралне осе.



Методе савијања цеви без учвршћења
Врло често постоје тренуци када цев треба савити управо сада, а не касније. Нажалост, свака кућа нема савијање цеви и морате сами нешто измислити.
Главна ствар је не претерати када користите импровизована средства, сви разумеју шта ће се догодити ако савијете цев. Ово и његова могућа оштећења, вишак деформација, погрешно окретање итд. Дакле, размотримо неке методе "врућег" савијања цеви из различитих материјала.
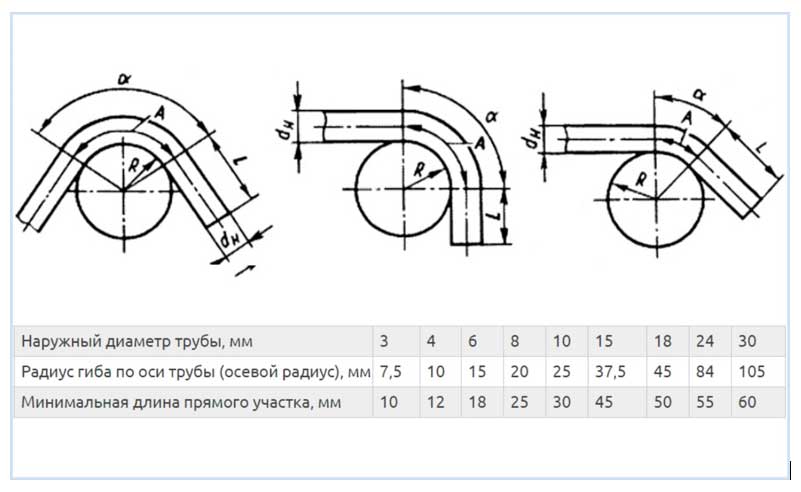
Дозвољени полупречници савијања на основу чврстоће материјала
ГОСТ-ови врло детаљно регулишу и својства и карактеристике елемената и поступак трансформације. То укључује минимални радијус савијања профилне цеви. Одређује се у зависности од услова под којима се врши савијање. При савијању помоћу песка којим је набијен или загревањем, спољни пречник треба да почне од 3,5ДН.
Ако мастер има могућност наношења, што омогућава извођење потребних операција без загревања или других додатних радњи, тада би у овом случају пречник требао бити најмање 4ДН.
Ако желите да направите завој који би био довољно стрм, на пример, да бисте направили савијену канализацију или цевовод, тада би пречник требао бити најмање 1ДН, јер ће савијање бити на друге начине, углавном коришћењем високих температура.
Наравно, вредности предвиђене државним стандардима могу се мало смањити, онда морате врло пажљиво израчунати чврстоћу савијања цеви.Ако метод савијања омогућава да се осигура да се дебљина зида смањи за 15% од почетне, тада су у овом случају могућа одступања од ГОСТ-а, а само савијање може се извршити мање од назначених вредности, што ће неће имати значајан утицај на снагу у будућности.


Бакрене цеви
Ако је у случају челика све једноставно, бакар тежи да брзо пукне и пропадне током савијања. Да би се избегле нежељене последице, може се користити обични песак.
Сипајте песак у шупљину пре савијања. Обавезно проверите да ли је суво. Затим загрејте тачку савијања гориоником. Обичан папир ће вам помоћи да проверите да ли има довољно топлоте. Требало би да се упали ако га доведете до цеви. Затим, постепено, без наглих покрета, потребно је извести потребан радијус савијања цеви. Главна ствар је бити опрезан, јер лако можете доћи до паузе у материјалу.
Примењене формуле и табеле
Да бисте успешно, без непредвиђених компликација, извршили прорачун цеви за угибање, морате израчунати величину дела у дужини. Ова вредност се израчунава помоћу једноставне формуле која изгледа овако:
Л = 0,0175 × р × α + И
У овом изразу главни показатељи су представљени следећим словним изразима:
- р је радијус савијања профилне цеви (мм);
- α - одговара углу који на крају желите да добијете;
- И је растојање 100/300 које се користи при раду са посебном опремом за држање радног предмета.
При прорачуну цеви за прогиб, важна фаза у раду је прорачун савијног елемента.
Погледајте видео
Када вршимо процену, морамо проценити величину површине коју треба савити. Формула за ово је крајње једноставна, изгледа овако:
У = π × α / 180 (р + ДХ / 2)
Овде елементи у формули могу бити представљени на следећи начин:
- π у овом случају се узима једнако 3,14;
- α - је угао савијања, изражен у степенима;
- р - радијус савијања (мм);
- ДХ је спољни пречник.
За удобност господара и за највећу сигурност током рада, као и током рада подигнутих конструкција од бакра и месинга, ГОСТ-ови садрже најниже индикаторе за главне карактеристике које се користе за израчунавање чврстоће савијања профилне цеви. Ове информације су садржане у ГОСТ-овима бр. 494/90, бр. 617/90.
Ради ваше удобности, главне карактеристике потребне за одређивање чврстоће савијања профилне цеви налазе се у табели.
Табела 1.
Док је претходна табела углавном садржавала фиксне вредности за бакарне и месингане елементе, следећа ће садржати податке за челичне елементе. Ова табела вам омогућава да процените оптерећење савијањем обликоване цеви (ГОСТ бр. 3262/75).
Табела 2.
Као што је већ поменуто, дебљина зида игра важну улогу у израчунавању чврстоће на савијање квадратне цеви (као и округле). Због тога следећа табела омогућава истовремено рачунање дебљине зида и пречника у прорачунима.
Табела 3.
Технолошки процес савијања
Као што је већ исправно примећено, свака деформација металне конструкције изазива додатни стрес на зидовима конструкције. На унутрашњем слоју то је због повећања густине метала услед компресије, а не на спољном одељку, узрок, напротив, постаје напетост, која смањује густину метала.
Током савијања, облик пресека се мења како се очекивало. Ово важи за округле, правоугаоне и квадратне цеви. За последње две ове промене нису јако изражене, што се не може рећи за округле.
То чини профил прстена овалним. Значајно је да се највећа промена облика може посматрати директно на месту набора и што је даље од њега, одељак ће остати ближи оригиналном облику.
Погледајте видео
Међутим, важно је правилно проценити силу удара, степен деформације цеви како би се избегле непотребне паузе и изобличења.За део пречника до 20 мм, степен овалне деформације не би требало да прелази 15%.
Са повећањем профила, вредност се још више смањује и износи само 12,5%. Још један важан елемент је присуство набора (производи са танким зидовима су посебно подложни томе). Овај фактор је веома важан ако ће конструкција за савијање служити као цевовод.
Формирани набори смањују пропустљивост, повећавају отпор пролазеће течности и повећавају степен зачепљења. Дакле, када користите савијену цев за ову сврху, потребно је пажљиво приступити избору дебљине зида производа.
Колики је терет на профилној цеви
Прорачун чврстоће на савијање цеви своди се на једноставно одређивање максималног напрезања у одређеној тачки конструкције. Важно је разумети од којег је материјала направљен профил, јер сваки од њих има свој индикатор стреса.
За тачне прорачуне треба да примените тачну формулу. У овом случају се примењују одредбе Хооке-овог закона које кажу да је сила еластичности директно пропорционална деформацији. Израз за прорачун је следећи:
НАПОН = М / В, где:
- М је вредност степена савијања дуж осе дуж које делује сила;
- В је вредност отпора савијању узета дуж исте осе.
Како знати да ли су прорачуни тачни?
Као што је наведено, сваки метал или легура има своје нормалне вредности напона. Управо је одређивање ових вредности један од главних задатака са којима се суочавате када одлучите да градите зграду од профила.
Да бисте били сигурни у исправност резултата, морате знати неколико важних правила и, наравно, поштовати их.
- Све прорачуне извршите тачно, тачно, без журбе. У свакој фази треба се водити одговарајућим формулама, а не покушавати да вредности прилагоди онима које су њему прикладне.
- Израчунавши чврстоћу савијања профилне цеви, требало би да осигурате да добијени индикатори не прелазе наведене максималне вредности.
- Узмите у обзир материјал од којег је профил направљен, дебљину зидова, како би се спречило његово уништавање или деформација, што омета функционисање структуре у будућности.
- Пре извођења прорачуна потребно је шематски приказати будући елемент. На основу овог техничког цртежа могу се направити тачнији прорачуни који ће бити осигурани од грешака повезаних са неразумевањем облика конструкције.
Погледајте видео
Поштујући сва потребна правила, као и мере предострожности, чак и непрофесионалац може бити сигуран да ће сви његови резултати у израчунавању чврстоће на савијање цеви бити тачни и резултат ће бити успешан. Стална провера ваших прорачуна и контрола у свакој фази посла је кључ успешног окончања случаја.
Додај у обележиваче
Роман Геннадиевицх, Омск поставља питање:
Добар дан! Појавило се следеће питање: како израчунати отклон профилне цеви? Односно, желео бих да знам које максимално оптерећење може поднети профилна цев једне или друге величине, како бих одредио ову величину. Ни сам то не разумем, па вас молим да говорите разумљивим изразима и објасните све ознаке у формулама. Суштина је да имам неке идеје за уређење летње шупе, желео бих да је направим од челичног профила, тако да морате тачно знати коју величину да је купите да не бисте касније морали да је преправљате. Хвала унапред на одговорима.
Стручњак одговара:
Добар дан! Прорачун профилних цеви за угиб врши се помоћу једноставне формуле: М / В, где је М момент савијања силе, а В отпор. Суштина његове примене је једноставна. У овом случају се примењује Хоокеов закон: сила еластичности има директну пропорционалну зависност од деформације.Стога, знајући степен деформације и максималну вредност напрезања за дати материјал, можете одабрати параметар који вам је потребан.
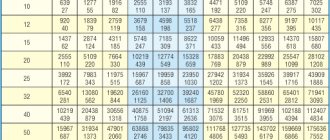
Слика 1. Пројектни отпори основног метала грађевинских конструкција.
Дакле, М = ФЛ, где је Ф деформација, изражена у килограмима, а Л раме силе, изражено у центиметрима. Раме је растојање од тачке причвршћивања до тачке на коју се примењује сила.
Такође је потребно одредити максималну чврстоћу (Р), на пример, за Ст3 челик је једнака 2100 кг / квадратни центиметар.
Сада, за даље израчунавање, трансформишемо израз и добијамо: Р = ФЛ / В, поново трансформишемо и добијамо: ФЛ = РВ, одакле је Ф = РВ / Л. Будући да знамо параметре, осим В, остаје само да се пронађе. За ово су потребни параметри профилне цеви, то јест, а је спољна ширина, а1 је унутрашња, б је спољна висина, б1 је унутрашња, а такође их правилно замените у једначинама да бисте пронашли непознату вредност за различите осе: Вк = (ва ^ 3 - б1 (а1) ^ 3) / 6а, Ви = (аб ^ 3- а1 (б1) ^ 3) / 6б.
Ако производ има квадратни пресек, тада формула постаје још једноставнија, јер ће сада индекс В у оба смера (хоризонтални и вертикални) бити исти, а сама једнакост ће бити поједностављена, јер су дужина и ширина профила такође исто.
За ове једнакости израчунавање се може извршити помоћу уобичајеног калкулатора. Вредности за максимална оптерећења су референтне, па их није тешко пронаћи на Интернету. На сл. 1 приказује малу такву табелу. У њему ћете пронаћи потребне бројеве за различите врсте челика за угибање, затезање и сабијање - може вам добро доћи.
22. јула 2020. Специјализација: уређење фасаде, унутрашња декорација, изградња летњих викендица, гаража. Искуство вртлара-аматера и баштована. Такође има искуства у поправци аутомобила и мотоцикала. Хобији: свирање гитаре и још много тога, за шта нема довољно времена :)
Да би се извршио заокрет цевовода, користе се посебни фитинги - углови и чарапе. Међутим, понекад постоје ситуације када је потребно савити цев. По правилу, ако се почетник бави овим послом, цев се згужва или чак пукне у завоју, па ћу вам даље представити неке тајне народних занатлија које ће вам омогућити да се успешно носите са овим задатком код куће.
Пластичне цеви
Веома је тешко савити пластику како не би оштетили материјал и не смањили дебљину зидова. За ово је много боље купити посебне адаптере. Али како правилно савити пластичне цеви ако не постоји начин да се добије угао? Да бисте то урадили, при руци морате имати грађевински сушило за косу.
Да бисте радили са њом, потребно је да подесите температуру на 140 степени и полако загрејте целу површину цеви. Главни услов је спречавање прегревања, јер пластика на 175 степени већ може постати потпуно течна. Након постизања жељене пластичности материјала, производ се савија. Да би се избегла промена дебљине спољног зида, на њега се постављају мали комадићи истог материјала који се такође загревају феном. То им омогућава да се заваре и да се избегне лом цеви управо у завоју.
Методе савијања цеви
Потреба за савијањем цеви може се појавити у бројним случајевима, на пример, током постављања цевовода, ако требате „заобићи“ било коју препреку. Такође, често је неопходно прибегавати овој операцији у процесу производње различитих металних конструкција, као што су шупе, стакленици, сјенице итд.
Треба напоменути да када је реч о савијању цеви, подразумевамо следеће типове:
Округли метал
Процес савијања металних обрадака кружног пресека прилично је сложен, јер се лако деформишу, а понекад чак и поцепају. Због тога, када се савијање врши у индустријском окружењу, посебно ако је потребан мали радијус, пре извођења ове операције изводи се савијање цеви.
Код куће, наравно, неће вам требати тачна формула за израчунавање цеви за савијање. Једино што треба да одредите је најмањи дозвољени радијус. Његово значење у великој мери зависи од начина на који се врши ова операција:
- приликом загревања дела набијеног песком
- Р = 3,5кДХ; - помоћу машине за савијање цеви
(хладно савијање) - Р = 4кДХ; - савијање да би се добили валовити набори
(топло савијање) - Р = 2,5хДХ.
Врућим цртањем или штанцањем можете добити минимални радијус једнак два пречника. Међутим, код куће је немогуће направити такав завој.
Ове формуле користе следеће вредности:
Морам рећи да постоји универзалнији прорачун - полупречник треба да буде најмање пет пречника цеви.
Дакле, мало смо схватили теорију, а сада пређимо на праксу. Као што је горе поменуто, постоји неколико начина за решавање овог проблема. Најједноставнији од њих је употреба посебне машине - савијача цеви.
Истина, цена таквог алата је прилично висока - трошкови хидрауличне машине, која омогућава савијање радних предмета пречника до четири инча, почињу од 15.000-16.000 рубаља. Цена ручног савијача цеви, који вам омогућава рад са деловима пречника до једног инча, износи 4.700-5.000 рубаља.
Ако често морате да се бавите таквом операцијом, али не желите да платите велики новац за савијање цеви, можете то учинити сами. На нашем порталу можете пронаћи детаљне информације о томе како направити машину за савијање профилних цеви сопственим рукама.
Међутим, савијање цеви није увек при руци, штавише, ако требате извршити ову операцију једном, онда сигурно нема смисла купити алат за ово. У овом случају можете направити завој помоћу клинова.
То се ради на следећи начин:
- пре свега, треба да нацртате радијус завоја на одговарајућем месту;
- тада се дуж контуре укопавају металне шипке. Пожељно је поставити их што ближе једни другима. За поузданост, шипке се могу бетонирати.
Поред крајње шипке, треба да убаците још једну тако да савијени део стане између њих. Ово је неопходно да би се то поправило;
- онда у савијену цев треба сипати сол или песак. У овом случају, чепове треба забити у рупе са обе стране;
- након тога, део је фиксиран између прве две шипке, а затим се савија око остатка шипки, као што је приказано на горњем дијаграму.
Алтернатива овој опцији је употреба кукица које су причвршћене за комад шперплоче и чине потребан радијус, као на горњој фотографији. Ако желите да добијете мањи пречник, широки диск или ваљак треба користити као образац.
Морам рећи да су обе методе погодне за делове пречника не више од 16-20 мм. Ако желите савити обрадак већег пречника, завој треба добро загрејати.
Ако требате обликовати облоге од обојених метала које имају знатно мању чврстоћу на савијање од челичних колега, можете користити опругу. Потоњи мора строго одговарати унутрашњем пречнику, јер је уметнут у цев. Наравно, можете ставити опругу споља, али у овом случају је незгодно направити завој.
Заштитивши цев опругом, она се савија сопственим рукама. Треба пажљиво радити како би се постигао жељени радијус без оштећења дела.
Профил
Профилне цеви је много теже савити, јер због свог облика повећавају чврстоћу. Производи са малим пресеком могу се савити користећи горе описане методе.
Такође постоји још један начин савијања профилне цеви, који вам омогућава рад са радним предметима довољно великог пресека. Његов принцип је следећи:
- песак или сол морају се сипати у радни предмет, а затим поуздано зачепити крајеве чеповима;
- даље, део мора бити сигурно стегнут у шкрипцу;
- тада подручје набора треба загрејати до усијања;
- након тога се радни предмет мора обрезати батом све док се не добије жељени радијус.
Ако имате апарат за заваривање и брусилицу, онда можете савити радне предмете чак и највећег пречника без много напора. То се ради на следећи начин:
- пре свега, на радном предмету је означен радијус савијања;
- даље дуж целог радијуса, треба да означите траке на три стране празног профила. Што је мањи радијус, то би требао бити мањи корак између пруга;
- тада брусилица врши резове на три стране дела према направљеним ознакама;
- сада је радни предмет савијен без икаквих проблема;
- након добијања жељеног угла, резови треба заварити;
- на крају посла, морате очистити шавове и брусити.
На тај начин се могу добити делови чак и сложених облика, док је тачност савијања врло велика. Међутим, потребно је искуство са брусилицом и апаратом за заваривање.
Ојачана пластика
С једне стране, метално-пластичне цеви се врло лако савијају, али са друге се лако ломе. Због тога се посао мора обављати врло пажљиво. Треба запамтити да је минимални радијус савијања метал-пластичне цеви сличан радијусу металних празнина, тј. мора бити најмање пет пречника.
Ако је пречник цеви 16 мм, онда се може савити без икаквих посебних уређаја. То се ради на следећи начин:
- узми део са обе руке одозго. У овом случају, ставите палчеве испод цеви, паралелно са њом, и затворите једни друге, као што је приказано на горњој фотографији;
- затим савијте цев са обе руке и пазите да палцима пружите потпору;
- савијање цеви до потребног радијуса, померите је у длановима лево или десно, а затим поновите поступак;
- на тај начин савијте обрадак и померајте га док не добијете жељени угао.
Да бисте „напунили руку“, вежбајте извођење овог поступка на цевима, јер је вероватно да ће се делови у почетку сломити.
Много је теже савити цев пречника 20 мм око прстију. Због тога се било која друга погодна површина може користити као граничник. Међутим, најпогодније је овај посао изводити помоћу опружног проводника, који може бити и спољашњи и унутрашњи, тј. који се убацује унутар радног предмета.
Да бисте направили завој помоћу унутрашњег шаблона у средини дугог радног предмета, завежите га за конопац, а затим гурните до жељене дубине. По завршетку завоја извуците опругу повлачењем конопца.
Профилна цев која се користи у конструкцији: димензије, табеле
Свака врста цеви, греда и профила дизајнирана је за одређену намену. За грађевинарство су погодни производи просечне дебљине зида од 8 до 12 мм. У производњи таквог ваљаног метала користе се гредице од челика класе Ст3сп / пс5, произведене у складу са ГОСТ 14637-89. Такође, користи се метал високе чврстоће разреда 09Г2С (ово је профил у складу са ГОСТ 19281-89).
Најпопуларније су професионалне цеви - универзални ваљани метал са ребрима за укрућење. Користе се за изградњу:
- спорт и игралишта;
- спортски комплекси и базени;
- ограде и ограде;
- металне конструкције типа рама;
- надстрешнице за све врсте намена;
- билборди и билборди;
- бандере и куле за заставе;
- стајалишта јавног превоза итд.
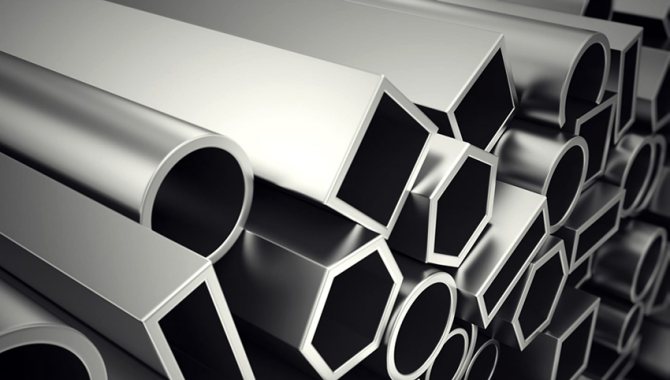
Сваки објекат захтева одређени профил. Према стандардизацији, производи се према облику пресека класификују као „правоугаоник“, „квадрат“, „овални“ и „полигон“.
Оутпут
Као што смо сазнали, постоји доста популарних начина савијања цеви. Уз мало вежбе можете постићи добре резултате. Међутим, треба имати на уму да ће квалитет завоја изведен на професионалној опреми увек бити већи.
Видео у овом чланку пружа додатне информације о томе како савијати ојачане пластичне цеви.Ако у процесу извођења ове операције имате било каквих потешкоћа, постављајте питања у коментарима, а ја ћу сигурно покушати да вам помогнем.
22. јула 2020
Ако желите да изразите захвалност, додате појашњење или приговор, питајте аутора нешто - додајте коментар или реците хвала!
У индустријској и приватној градњи уобичајене су обликоване цеви. Користе се за изградњу помоћних зграда, гаража, стакленика, сјеница. Дизајни су класично правоугаони и украшени. Због тога је важно правилно израчунати савијање цеви. Ово ће задржати облик и пружити структури чврстоћу и издржљивост.
Цеви од ојачане пластике
Како се ширило метал-пластичне цеви, многи су почели да их користе у свим могућим комуникацијама. Поуздани су, практични, јефтини и једноставни за инсталацију. Али како савити метал-пластичне цеви? За ово се користи или једноставан ручни рад (ако је метал у цеви мекан) или метод савијања уз помоћ опруге (о томе је раније било речи). Обавезно је испунити услов да је немогуће савити метално-пластичну цев више од 15 степени за свака 2 центиметра. Ако се овај параметар занемари, цев може једноставно постати неупотребљива због велике количине оштећења.
Карактеристике савијања метала
Метал има своју тачку отпора, максималну и минималну.
Максимално оптерећење структуре доводи до деформација, непотребних завоја и чак прелома. При прорачуну обраћамо пажњу на врсту цеви, пресек, димензије, густину, опште карактеристике. Захваљујући овим подацима познато је како ће се материјал понашати под утицајем фактора околине.
Узимамо у обзир да под притиском на попречни део цеви долази до напрезања чак и на местима удаљеним од неутралне осе. Зона највише тангенцијалног напрезања биће она која се налази у близини неутралне осе.
Током савијања, унутрашњи слојеви у савијеним угловима се скупљају, смањују се у величини, а спољни се протежу, издужују, али средњи слојеви задржавају првобитне димензије након завршетка процеса.
Савијање цеви се широко користи у свакодневном животу
Двослојна валовита цев ФД Пласт
Асортиман укључује валовите двослојне цеви ФД Пласт... Унутрашњи пречници се крећу од 110 до 800 мм и класа крутости СН8-СН9. Израђени су од полиетилена ниског притиска (ХДПЕ) и одликују се отпорношћу на агресивно окружење и издржљивошћу. Дубина ових цеви може бити до 15 метара. Валовите цеви ФД Пласт имају висококвалитетну израду по релативно ниској цени.
Цена двослојне валовите цеви са утичницом СН8
| Спољни пречник, мм | Унутрашњи пречник, мм | Цена, л.м. |
| 110 | 94 | од 150 рубаља. |
| 133 | 110 | от 188 руб. |
| 160 | 136 | от 268 руб. |
| 190 | 160 | от 312 руб. |
| 200 | 171 | от 358 руб. |
| 230 | 200 | от 455 руб. |
| 250 | 216 | от 567 руб. |
| 290 | 250 | от 767 руб. |
| 315 | 271 | от 871 руб. |
| 340 | 300 | от 1096 руб. |
| 400 | 343 | от 1357 руб. |
| 460 | 400 | от 1609 руб. |
| 500 | 427 | от 2061 руб. |
| 575 | 500 | от 2295 руб. |
| 695 | 600 | от 3130 руб. |
| 923 | 800 | от 5832 руб. |
Ценовник за цеви ФД Пласт
Како направити тачне прорачуне
Прорачун профилне цеви за угиб је одређивање степена максималног напрезања на одређеној тачки цеви.
Сваки материјал има нормалну оцену напрезања. Они не утичу на сам производ. Да би прорачуни били тачни, треба применити посебну формулу. Неопходно је осигурати да индикатори не прелазе максимално дозвољене вредности. Према Хоокеовом закону, резултујућа сила еластичности је директно пропорционална деформацији.
При израчунавању савијања такође је потребно применити формулу напрезања која изгледа као М / В, где је М индикатор савијања дуж осе, на коју пада сила, али В је индикатор отпора савијању дуж исте осе.
Савијање цеви мора бити тачно и тачно
Конструкције из профилне цеви
Горе је поменуто да се од правоугаоних цеви могу направити широки спектар металних конструкција.Приликом израде конструкције од металног профила, потребно је обратити посебну пажњу на прорачуне. Тачни прорачуни ће осигурати поузданост структуре.
Ако говоримо о лаганим структурама на које не утичу мала оптерећења, онда би овде требало наравно извршити прорачуне, али чак и ако у њима постоје грешке, то није критично. Грешке у прорачунима оптерећења, укључујући оне повезане са савијањем цеви, не би смеле бити дозвољене ако се граде озбиљне зграде.
Технолошки процес савијања
Савијање ствара одређени степен напрезања у металним зидовима. Влачно напрезање добија се на спољном делу, а притисно напрезање на унутрашњем делу. Због ових утицаја мења се нагиб осе.
У процесу савијања на савијеном месту, облик попречног пресека се мења. Као резултат, прстенасти профил постаје овални. Јаснији овални облик се види у средини угиба, али према крају и према почетку деформација се смањује.
За цеви са попречним пресеком до 20 мм, овалност на деформисаном месту не би требало да прелази 15%. За цеви са попречним пресеком од 20 и више - 12,5%.
Обратите пажњу на то да се на конкавном подручју танкозидних производа могу појавити набори. Они, пак, негативно утичу на функционисање система (смањују пропусност радног медија, повећавају ниво хидрауличког отпора, степен зачепљења).
Закривљене цеви се користе у индустрији и приватној градњи
Дозвољени полупречници савијања цеви
Цеви имају минимални радијус савијања у складу са владиним стандардима.
Ако се савијање врши загревањем и брушењем, спољни пречник цеви је најмање 3,5ДН.
Формирање цеви на машини за савијање цеви (без загревања) - најмање 4ДН.
Савијање када се загрева плинским гориоником или у рерни како би се добили наборани набори са индексом од 2,5ДН.
Ако је завој предвиђен за стрму (за савијене завоје канализације направљене врућим провлачењем или штанцањем) - не мање од 1ДН.
Савијање цеви може бити мање од наведених вредности. Међутим, то је могуће ако производни метод гарантује да су зидови цеви разређени за 15% од укупне дебљине.
Одговорно вршимо прорачун чврстоће на савијање цеви.
Савијање цеви различитих пречника
Формуле и табеле
Да бисмо израчунали отклон цеви, одређујемо дужину дела. Израчунава се помоћу ове формуле:
Л = 0,0175 ∙ Р ∙ α + л
Р је радијус савијања у мм;
α је вредност угла;
И - равни пресек од 100/300, неопходан за хватање производа (при раду са алатом).
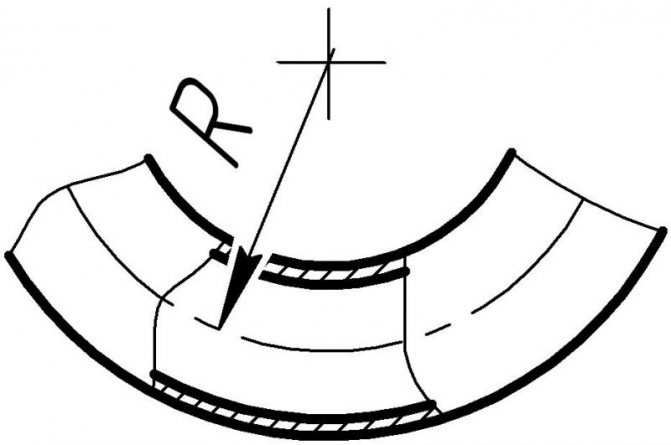
При израчунавању савијања профилне цеви узимамо у обзир величину савијеног елемента. Одређује се следећом формулом:
А = π ∙ α / 180 (Р + ДХ / 2)
Вредност броја π = 3,14;
α је угао савијања у степенима;
Р - вредност полупречника (вредност се узима у мм);
ДХ је пречник на спољној страни цеви.
Минимални радијуси савијања за производе од бакра и месинга дати су у табели. Подаци одговарају ГОСТ-овима бр. 494/90 и бр. 617/90. Поред тога, овде су дате и вредности спољног пречника, минималне дужине статичког слободног дела.
Савијање обликованих цеви може се изводити на посебним машинама
Дијаграм савијања цеви
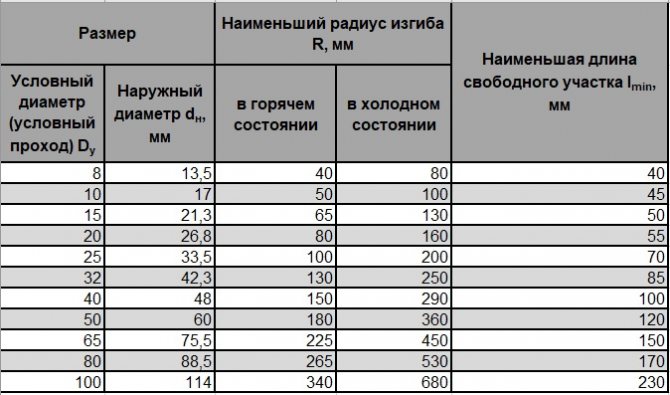
Следећа табела ће помоћи у израчунавању округле цеви за савијање. Укључује податке који се односе на аналоге челика (индикатори одговарају ГОСТ бр. 3262/75).
| Димензије цеви | Минимални радијус савијања | Минимална слободна дужина | ||
| Условни пролаз | Спољни | Вруће | Хладно | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Да не би погрешили у прорачунима, такође треба узети у обзир пречник и дебљину зида цеви.
Ручно хидраулично савијање цеви
Савијање цеви сопственим рукама
Ако то урадите сами, помоћи ће прорачун цеви за савијање, чија је формула једноставна и универзална (то су 5 пречника цеви).
Израчунавамо завој на деловима са попречним пресеком од 1,6 цм.
1. корак: морате јасно разумети какав ће круг бити резултат (за правилно савијање потребна је једна четвртина круга).
2. корак: дефинишите радијус - 16 помножен са 5. Резултат је 80 мм.
3. корак: израчунајте почетне тачке за завој. Да бисте то урадили, користите формулу Ц = 2π ∙ Р: 4. Вредност Ц је дужина цеви која ће се користити у раду. Користе се два броја пи, као и индикатор спољног радијуса цеви.
4. корак: вредности се замењују познатим подацима: 2 ∙ 14 ∙ 80: 4. Као резултат, добијамо 125 мм. То ће бити дужина пресека где је минимални радијус савијања 80 мм.
Ако није могуће радити са формулама, израчунавамо отклон профилне цеви помоћу калкулатора (лако је пронаћи посебан програм на Интернету).
Постоји неколико врста таквог алата. Уређај за савијање сегмената омогућава рад на основама посебних шаблона. Њихов облик је већ израчунат за одређени пречник и облик набора. Алат помаже у преобликовању цеви до 180˚.
Опрема за подупирање има сегмент који се креће унутар будућег производа. Ово спречава деформације, отвара приступ неколико подручја одједном.
Који год тип алата да се користи, сећамо се да су тачни, више пута верификовани прорачуни кључ успешне инсталације.
Како знати да ли су прорачуни тачни?
Сваки материјал, укључујући метал од којег су направљене правоугаоне цеви, има индикатор нормалног напрезања. Стрес који се јавља у пракси не би требало да пређе овај показатељ. Такође треба имати на уму да је сила еластичности што је мања, то је веће оптерећење које делује на цев.
Поред тога, морате узети у обзир формулу М / В. Где момент савијања осе делује на отпор савијања.
Да би се добили тачнији прорачуни, приказан је дијаграм, односно слика дела која максимално одражава особине датог дела, у овом случају правоугаоне цеви.
Геометријски параметри АВО ребрастих цеви
| Финнинг ратио | Спољни пречник, мм | Висина ребра, мм | Број ребара на 1 м линеарне дужине | Дужина цеви, мм |
| 9 | 49 | 10,5 | 286 | 12 000 |
| 14,6 | 56 | 14 | 333 | 12 000 |
| 20 | 57 | 15 | 400 | 12 000 |
| 22 | 57 | 15 | 433 | 12 000 |
Широко распрострањено увођење конвективних површина са попречно ребрастим цевима (на пример, различити АВО дизајни) у енергетском сектору и индустрији постало је могуће на основу метода ребрастих цеви коришћењем следећих технологија:
- Ваљање - на потпорну цев се ставља цев већег пречника са датом дебљином алуминијума, из које се ребра накнадно истискују деформацијом помоћу машинских ваљака;
- Навијање - алуминијумска трака је намотана на потпорну цев, која може имати неколико опција причвршћивања: у жлебу или без.
Узгред, прочитајте и овај чланак: АВОМ хладњаци за уље
Истовремено, постоје проблеми са тачним и универзалним методама за израчунавање њихових топлотних и аеродинамичких карактеристика, даље побољшање таквих површина и интензивирање преноса топлоте на њима. Решење ових проблема је у одређеној мери спутавано недостатком поуздане физичке слике транспортних процеса на попречно ребрастим површинама.
Профилне цеви: величине и цене, намена и функционалност
Квадратне цеви се користе у разним индустријама, укључујући производњу и уградњу металних конструкција за спољну и унутрашњу употребу. За њих не постоје посебни захтеви у погледу квалитета површине. Профил опште намене производи се на основу топло ваљаних челичних трака, дебљина варира у распону од 1,5-5 мм. По функционалним карактеристикама или условима употребе производи се класификују у следеће врсте:
Трошкови правоугаоног профила почињу од 51,5 хиљада рубаља по 1 тони
- метални профили за опште и посебне намене;
- производи за производњу нафте, транспорт гаса и геолошка истраживања;
- опрема за бушење и кућиште;
- опрема за компресоре и пумпе;
- водоводне цеви;
- производи од челика отпорни на топлоту за котларнице;
- хемијска опрема;
- велики аутопутеви;
- челични носачи са укрућењима за изградњу;
- трајни производи за вишенаменске сврхе.
Важно! Да би се побољшао квалитет или смањили трошкови производа, на захтев купца могуће је променити технологију и променити квалитет челика.
Употреба ваљаних производа је широко распрострањена у машинству и грађевинарству, пољопривреди, комуникационим системима и преради нафте. Сви параметри, укључујући дужину цеви и дебљину зида, регулисани су ГОСТ 13663-86.
Профил за општу употребу производи се са дебљином зида у распону од 1,5-5 мм
Цене производа за ваљање цеви:
- Квадратни профил - од 52 хиљаде рубаља / 1 тона и од 22 рубаља. за 1 трчање. м.
- Правоугаони профил - од 51,5 хиљада рубаља / 1 тона и од 26 рубаља. за 1 трчање. м.
Дужина делова цеви, у зависности од намене, варира од 1 до 12 м.
Особине челичних профила за производњу намештаја
Особине дизајна овалног и квадратног профила процењене су у производњи намештаја. Користили су се као оквири и ноге, основе за склопиве кревете и механизми за трансформисање софе. Профили се користе и као помоћни елементи за ковање и његову имитацију, као и украсни фрагменти. Главне функције профилисаних металних производа су оптерећења и естетика.
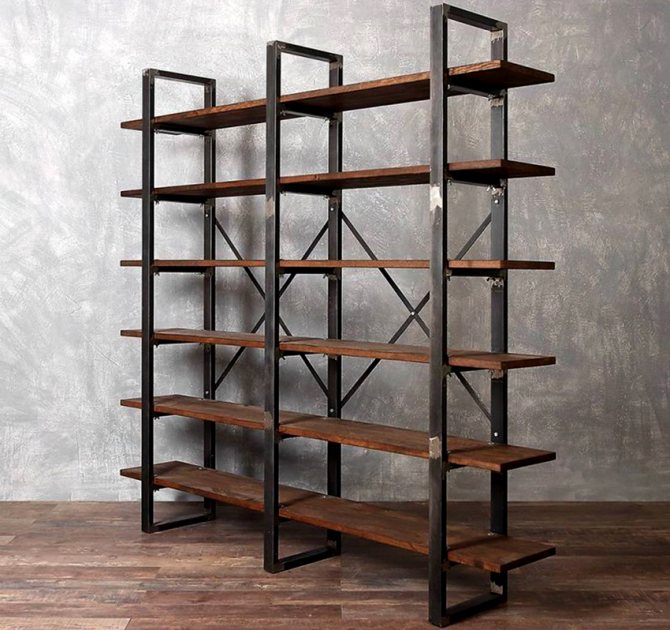
Квадратни и овални профили се широко користе у производњи намештаја
У складу са детаљима примене, производи су класификовани у 36 стандардних величина. Цеви за намештај имају мали формат:
- производи правоугаоног пресека варирају од 20к10 до 40к25 мм;
- делови квадратног профила имају величину не већу од 30к30 мм.
Користан савет! Поред обичних цеви, широко се користе и савијене празнине, које се препоручује наручити директно од произвођача. Пластичност метала омогућава савијање челичне цеви (произвољних димензија) под потребним углом, формирајући лучне и друге сложене структуре.
Табела димензија профилних челичних цеви измерене и неизмерене дужине:
| Тип ваљања цеви | Пречник, мм | Дебљина зида, мм |
| Електрофузијско обликовање | 10-100 | 1-5 |
| Врућа деформација | 60-180 | 4-14 |
| Хладна деформација | 10-120 | 1-8 |
Потребни алати и материјали
Да би се савила пластична цев на бази полиетилена ниског притиска у различитим ситуацијама, можда ће бити потребан следећи алат:
- посебна машина за обликовање;
- конструкција или моћан лем за косу (са могућношћу промене радне температуре);
- конвенционални плински горионик;
- шаблон за савијање направљен узимајући у обзир потребан угао обликовања.

Савијање ХДПЕ цеви феном
Сваки од ових алата погодан је за одређену методу савијања радних предмета и може се користити код куће. При полагању водоводних цеви у баштенском подручју препоручује се употреба маркираних елемената како би се осигурало добијање поузданих прирубничких спојева.
Цеви од полиетилена разреда ПЕРТ
Последњих година забележен је активан раст употребе цеви од ПЕ-РТ (полиетилена отпорне на повишену температуру). Крајем 2010. године, Дов Цхемицал представио је најновија достигнућа на пољу материјала за снабдевање топлом водом и грејање, омогућавајући да прошири опсег примене ПЕ-РТ типа ИИ за производњу цеви које се користе у изградњи високих зграда зграде.
ПЕ-РТ је створен као замена за умрежени полиетилен ПЕКС, који упркос својим својствима има неке непријатности за произвођаче и потрошаче цеви: не може се заварити, не може се рециклирати и захтева умрежавање. Иако је ПЕ-РТ уобичајени термопластик (као што је ППРЦ полипропилен), он има својства блиска ПЕКС-у, али овај материјал не захтева умрежавање током обраде, што омогућава повећање продуктивности линија елиминисањем фазе умрежавања ПЕ из технолошког процеса.Стандардни температурни профил екструзије омогућава обраду сировина на стандардној опреми, савршено је заварен помоћу конвенционалних машина за заваривање. Због тога све више произвођача цеви више воли њих од КСЛПЕ.
Цеви ПЕ-РТ из Европе испоручују се у Русију од средине 90-их година прошлог века. Данас је темпо развоја домаће производње од овог материјала природан за тренутну фазу развоја. Иако се материјал и даље сматра прилично новим за руско тржиште, интересовање за њега међу инсталацијским организацијама расте сваке године. Узимајући у обзир особине материјала и повећање производње ПЕ-РТ цеви руских произвођача, тенденција замене челичних, полипропиленских и пек цеви постаће све очигледнија сваке године.
Развој катализатора и производних технологија довели су до стварања нове високо диференциране породице производа заснованих на кополимерима етилен-а-олефина. Ови полимери чине основу нове класе полиетиленских материјала - ПЕРТ (полиетилен отпорне на повишену температуру
- полиетилен повећане отпорности на топлоту)
за производњу цеви за снабдевање топлом водом и грејање.
ПЕ-РТ се препоручује за производњу апсолутно свих цеви
за системе грејања и снабдевање топлом и хладном водом. Јединственост ових материјала лежи у чињеници да се за постизање добре дуготрајне хидростатичке чврстоће на високим температурама
не треба их шивати
... Ово нуди значајне предности обраде у односу на системе умреженог полиетилена (ПЕКС).
Велики напредак је постигнут у разумевању односа структуре и својства полиетиленских полимера. Кроз развој побољшане технологије и употреба катализатора
моћи
контрола спровођења и постављањасомомер
у полимерној окосници. Ова већа тачност у одређивању микрокристалности полимера омогућава стварање нових комбинација карактеристика перформанси. Сада је могуће произвести полиетиленске полимере који комбинују перформансе високе температуре са флексибилношћу или бољом дуготрајном флуидношћу за одређену крутост.
Димензије профилне цеви, врсте обраде ваљаних производа
Најпопуларније су следеће величине (измерена дужина до 12 м и у сегментима више формата):
- квадратне цеви - пресек од 15к15 до 60к60 мм;
- правоугаони профил - пресек од 15к20 до 44к80 мм.
Профилне челичне цеви (димензије регулише ГОСТ) према методи обраде углавном се деле на следеће типове:
- бешавне хладно обрађене (хладно вучене и хладно ваљане);
- топло деформисане бешавне челичне цеви (топло ваљане, топло пресоване и топло коване);
- вруће деформисани заварени (уздужни, спирални шав);
- бешавни (центрифугално ливени, топло ваљани и топлотно вучени) производи;
- уздужни (електрични и заварени);
- намотане, лемљене и заварене цеви за пећ;
- хладно обрађени (вучени и ваљани);
- површински обрађене челичне цеви;
- обрађени (полирани и полирани) производи са металним и неметалним премазом;
- пониклан и са антикорозивним премазом.
Познати су следећи основни параметри профилне цеви:
- приказ профила (геометријски облик на резу);
- врста челика или другог метала;
- дужина цеви;
- пречник пресека (димензије цеви у инчима и милиметрима);
- дебљина зида;
- присуство шава;
- присуство додатне обраде: галванизација, брушење, полирање итд.
Цеви се производе са обрађеним резовима, са навојима на једном или оба краја и са другачијом завршном обрадом:
- сужене и проширене металне шипке;
- носеће челичне цеви;
- производи са узнемиреним крајевима и друге врсте обраде.



Грађевинске потребе: обликоване цеви, димензије зида
Тренутно су најпопуларнији профили намештаја и конструкције.Цеви правоугаоног и квадратног пресека производе се у складу са стандардима ГОСТ 30245-2003. Тешко је замислити индустријску, војну и цивилну градњу без њих. Ови производи се користе за производњу таквих структура:
- зграде оквирног типа;
- степенице и степенице;
- преклапања;
- шупе и фарме;
- сталци и носачи;
- стубови мостова;
- распони железница;
- складишта и комплекси из области логистике.
Методе обликовања ХДПЕ цеви
Да бисте савили типичне ХДПЕ цеви у домаћем окружењу, требало би да користите доказане технике које народни занатлије успешно користе. Међу познатим приступима овом процесу издвајају се следеће технике:
- Употреба лемилице или грађевинског сушила за косу.
- Пуњење шупљине цеви врућом водом (кипућом водом).
- Пуњење у масовну композицију загрејану на 80-90 степени (сол или речни песак).
Савијање пластичне цеви код куће дозвољено је и на друге начине (на пример, плинским гориоником).
Белешка! Такође је могућ најједноставнији приступ, који се састоји у загревању гредице цеви на сунцу лети.
Али овај метод исправљања цевовода остварив је само у врло врућем времену (на температури ваздуха од најмање 30 степени).
Уз велику запремину цевних празнина и потребу да се савијају са великом прецизношћу, биће потребна посебна опрема за обликовање. Тражен је у индустријској производњи и ретко се користи у свакодневном животу.