Карактеристике материјала
Полиетилен се производи полимеризацијом етилена. У процесу шивања, хемијски састав материјала се не мења - ова технологија значајно побољшава карактеристике и могућности полиетилена, односно проширује се применљивост готовог производа.
Најважније предности таквих цеви укључују:
- отпорност на високе температуре: без притиска може да издржи до 200 ºЦ без промене конфигурације;
- велика отпорност на ударце, до температура до -50 ºЦ;
- присуство равнотеже између еластичности и тврдоће;
- не плаше се оксидације;
- цеви имају изврсну глаткоћу и флексибилност, способне да неутралишу механичке вибрације и звукове;
- није изложен хемикалијама;
- у материјалу нема тешких метала;
- способност материјала да се лако савија без оштећења;
- мале величине, мале тежине, дугог животног века.

Такви полимерни материјали имају својство скупљања, односно могу да поприме свој првобитни облик након одређеног периода након истезања. Поред тога, за уградњу КСЛПЕ цеви нису потребни посебни сложени алати.





Својства и популарност
Умрежени полиетилен поседује јединствени скуп својстава који су довели до његове широке употребе. Међу њима, стручњаци напомињу:
- механичка чврстоћа - ПЕКС цеви могу да раде под притиском до 20 атмосфера;
- затезна чврстоћа;
- чврстоћа на замор - материјал задржава механичка својства чак и у условима продуженог излагања максимално дозвољеним температурама;
- отпорност на хабање;
- ефекат памћења обликазбог чега материјал има својства топлотног скупљања и способност опоравка облика након деформације;
- комбинација флексибилности и еластичности, што је сасвим довољно за успешно решавање задатака полагања и уградње (уради сам пластичне цеви за водоснабдевање);
- отпорност на корозију;
- имунитет на утицаје најоштрије хемикалије и биоразградиви.
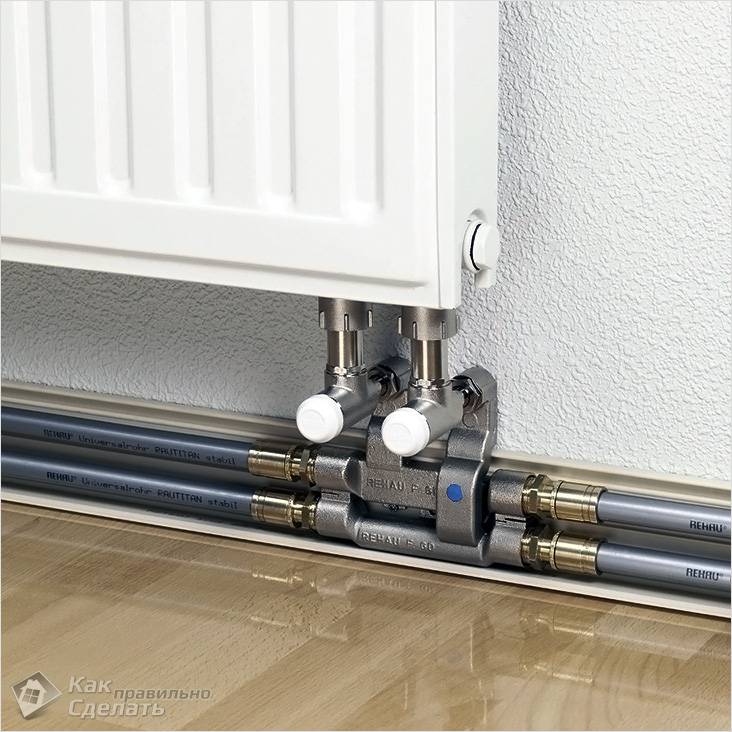
Једна од предности умреженог полиетилена, захваљујући којој је пронашао примену у системима грејања (посебно нискотемпературним, попут „топлог пода“ - овде ћете сазнати растојање између цеви) - добар пренос топлоте.
Истовремено, већина цеви је направљена од материјала који због ниских вредности коефицијента топлотног ширења не захтева ојачање или употребу посебних метода полагања.
Да ли знате разлику између поља за наводњавање и филтрације? Корисни чланак детаљно описује како створити аутономни, локални систем за сакупљање и пречишћавање канализације.
О принципу рада филтера за реверзну осмозу прочитајте на овој страници.
Облик производње умрежених полиетиленских цеви - калеми различитих дужина.
Сходно томе, приликом постављања аутопутева (о мини-канализационим пумпним станицама је овде написано), број прикључака је само потребан минимум.
Међутим, чак и у овом случају, везе су један од главних фактора од којих зависи поузданост система. Технологија веза постаје одлучујућа у овом погледу.
Технологија умрежавања полиетилена
Шивање је потребно да би се елиминисао један од главних недостатака материјала - термопластичност. Захваљујући овом процесу, КСЛПЕ цевоводи остају флексибилни и не мењају свој облик чак и на температурама вишим од 80 ° Ц.
Треба напоменути да због засићења материјала чистим угљеником његово топљење започиње тек када достигне 400 ºЦ.

На техничке карактеристике производа утиче метода шивања која је:
- силане;
- пероксид;
- електронски сноп.
Прва метода укључује спровођење реакције супституције. За друго, сировина се помеша са инхибитором, а само умрежавање се врши под притиском. Трећа метода се састоји у спровођењу зрачења, током којег се везе мењају због супституције.
Зависност врста цеви од уградње на различитим местима
Алат за уградњу полиетиленских цеви може се мало разликовати у зависности од подручја примене. За различите системе - грејање, снабдевање хладном или топлом водом, канализација - постоје различити услови за пренос воде, стога ће производи у сваком случају бити различити.
На пример, за снабдевање хладном водом, по правилу се користе једнослојне КСЛПЕ цеви попречног пресека 16-20 мм, које могу да издрже до 95 ºЦ. Често се такве цеви производе методом електронског снопа - ови производи имају приступачну цену.

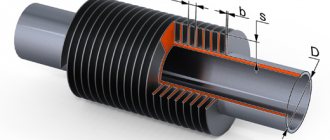
За цеви за топлу воду потребне су вишеслојне конструкције, јер је температура коју морају да поднесу унутар 110 ℃, односно прилично висока. У ту сврху се у такве производе слој умреженог полиетилена добијен пероксидном методом поставља изнутра, алуминијумски слој поставља у средину, а други слој полиетилена ставља на врх.
Због присуства централног алуминијумског слоја, цев постаје довољно чврста на завојима да спречи улазак кисеоника у њу. Али спољни слој полиетилена је у стању да заштити цев од ултраљубичастог зрачења и механичких оштећења. Попречни пресек таквих цеви је у распону од 16-63 мм. У случају система грејања, можете користити и вишеслојне производе са параметрима 16-20 мм.
Врсте КСЛПЕ цеви

Цеви су класификоване према неколико критеријума:
- По одредишту. Универзални производи се користе за организовање система грејања и подног грејања. Специјализовани се користе или за уређење грејних комуникација, или за уградњу система подног грејања. Било која врста производа погодна је за уградњу водовода.
- Успут фирмваре-а. У зависности од начина обраде, цеви се додељује одговарајућа оцена. Фирмвер може бити пероксид (ПЕКСа), електронски (ПЕКСц), гас (ПЕКСб) и хемијски (ПЕКСд).
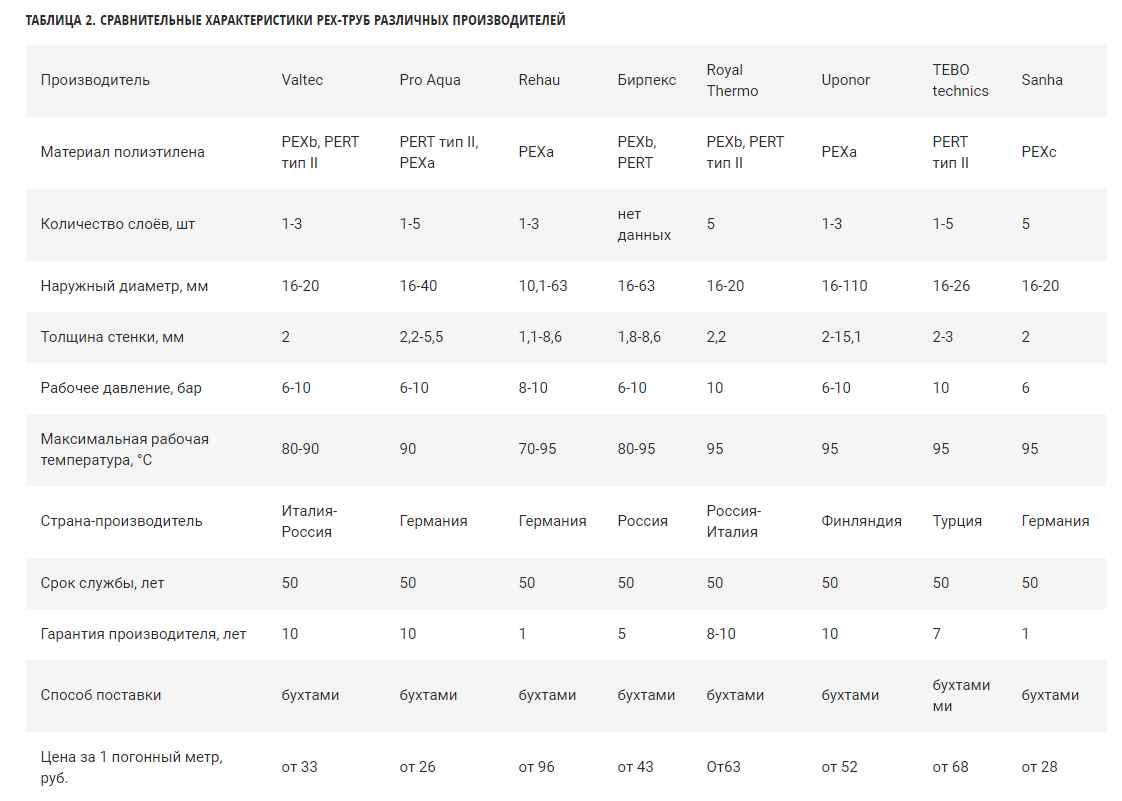
- Од произвођача. Најпопуларнији су производи немачког концерна РАУТИТАН. Купцу се нуди неколико врста цеви различитих пречника. Финска компанија ВИРСБО производи производе средње и мале величине. Најшири асортиман представља израелски произвођач ГОЛАН. Компанија нуди производе израђене од умреженог полиетилена пречника 12-500 мм.
Врсте фитинга
Савијање КСЛПЕ цеви је врло једноставно - само их треба загрејати грађевинским феном. Међутим, приликом инсталирања система, можда ће вам требати не само завоје, већ и спајање појединих комада цеви - у овом случају се користе фитинги.
Постоје следеће врсте окова према њиховој функционалној намени:
- мајице и крстови;
- детаљи угла;
- спојнице;
- стубс;
- погони.

На оним местима на којима се планира извршити промену смера цевовода, обично се користе углови. На правим деловима, спојнице се користе за спајање. Ако је потребно изградити додатни пресек до готовог цевовода, тада се користе брисачи. Сврха троскова и крстова је полагање цевовода, а чепови се користе за затварање крајева.
Истовремено постоји неколико врста материјала за фитинге:
- поливинил хлорид;
- полиетилен;
- полипропилен;
- комбиновани материјал.
Најчешће коришћени месингани окови. Потребно је повезати делове цеви истог пресека правим фитингима, и са редукционим фитингима различитих пречника.

Техника причвршћивања компресионих окова
За рад са овом врстом делова требат ће вам два кључа и маказица.
Монтажа КСЛПЕ цеви у један цевовод помоћу компресионих фитинга врши се у неколико корака. У првом кораку, матица за стезање се поставља на крај цеви. Његова нит мора бити окренута према конектору. Даље, раздвојени прстен је фиксиран, постављајући га тако да растојање од пресечене цеви до ивице прстена износи 1 мм.

На крају, део умрежене полиетиленске цеви са навртком и прстеном навучен је до краја на фитинг фитинг. После тога кључевима чврсто затегните стезну матицу. Имајте на уму да пре него што превучете цев преко овог фитинга, није потребно да га раставите или искошите. Једина мера предострожности при раду са овим елементима је контрола силе затезања навртки тако да се цев не деформише.
Методе повезивања
Током уградње, делови цевовода могу се повезати на неколико начина:
- компресиони фитинги;
- пресс фиттингс;
- електрофузиони фитинги.
Избор одређене врсте везе зависи од планираних оперативних карактеристика.
За инсталацију комуникација могу бити потребни следећи алати:
- Специјалне маказе за сечење цеви. Резач цеви вам омогућава да исечете цеви на делове жељене величине без примене прекомерне силе. У овом случају, рез ће бити глатко, без буррс, под углом од 90 степени. Такав рез ће осигурати висок квалитет и поузданост будућег споја.
- Хидраулична преса.
- Развртач за стезање за повећање пречника цеви пре уметања фитинга.
- Клешта.
- Кључеви за затезање навојне навртке.
- Фиттинг.
Када користите електрофузионе арматуре, потребан је посебан апарат за заваривање. Може се изнајмити.
Компресиони фитинги
Постављање умрежених полиетиленских цеви помоћу компресионих фитинга врши се на водоводним водовима. Овде је потребан минимум алата - довољни су резач цеви и кључ или подесиви кључ.
Препоручујемо вам да се упознате са: Окови за повезивање грејача за пешкире
Алгоритам рада је следећи:
- Арматура се одврће и на крај цеви секвенцијално ставља компресијска матица, подељени прстен.
- Подељени прстен постављен је 1 мм од ивице реза.
- Фитинг прикључног дела се убацује у цев док се не заустави.
- Лагано заврните матицу за стезање на фитинг, пазећи да затегнете, али не стегнете.

Због пластичности полиетилена, таква веза не захтева додатно заптивање. По потреби се може брзо раставити.
Пресс фиттингс
Коришћење пресованог фитинга искључује растављање комуникација без оштећења. Показало се да је веза поуздана, али не и склопива. за рад вам је потребан стезни проширивач, пресовање.

Поступак инсталације везе:
- На припремљени део цеви ставља се пресинг прстен (притисна чаура) померајући га са ивице.
- Експандер се убацује у цев и растеже до величине фитинга.
- Извадите експандер и уметните спојницу за повезивање на његово место.
- Због молекуларне меморије материјала, цев је компримована и чврсто омотана око спојног фитинга.
- Додатно учвршћивање врши се повлачењем пресинг прстена на ивицу цеви, стискањем ручном прешом.
С тим у вези, нема спољног притиска на тачку прикључка. Квалитет и поузданост су последица посебних својстава самог умреженог полиетилена.
Електрозаварени прикључак
Електрично заваривање на полиетиленским цевоводима врши се само уз употребу специјалних фитинга.
Радни налог:
- На припремљене цеви ставља се електрозаварена чаура.
- На контакте на фитингу повезана је машина за заваривање.
- Заваривање се јавља када се материјал загрева на температуру од 170 степени.
- Време грејања се подешава аутоматски, у зависности од пречника цевовода. Ако апарат за заваривање нема ову функцију, време и температура заваривања треба да се пронађу у документацији за фитинг.
- На крају поступка заваривања, апарат се искључује, омогућава се веза да се охлади.
Овај начин повезивања је најскупљи, али и најпоузданији. За рад цевовода на електрофузионим фитинзима не постоје ограничења у температури и притиску. Веза је јача од самих цеви.
Препоручујемо вам да се упознате са: Како извршити прелазак са ливеног гвожђа на пластичну цев
Спајање цеви цримп прикључцима
Причвршћивање производа од цеви на пресоване арматуре захтева следеће алате:
- уградна преса за пресовање;
- маказе за резидбу или маказе за сечење цеви;
- експанзиони пиштољ са сетом млазница.
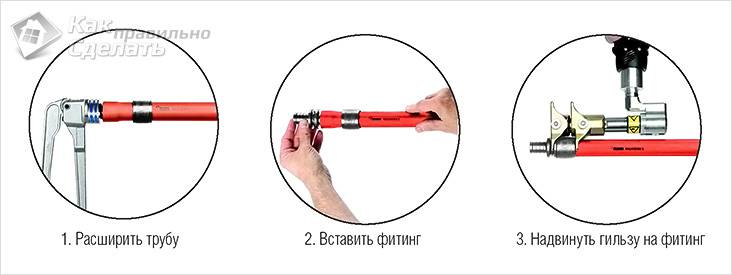
Пре свега, цеви су пресечене. Веома је важно да резови буду глатки и уједначени, без брушења - за ово ће вам добро доћи посебне маказе.
На припремљену ивицу поставља се чаура која ће накнадно бити пресована. Имајте на уму да морате да обучете рукав пре извођења радова на проширивању ивице - у супротном више неће одговарати.

Следећи корак биће проширење улаза цеви за неколико милиметара помоћу специјалног пиштоља са млазницом жељене величине. У проширени улаз убацује се одговарајућа брадавица, што вам олакшава рад са посебном машћу која је укључена у комплет.
У последњој фази, чаура на КСЛПЕ цевима је фиксирана помоћу посебне пресе. И овде морате бити опрезни да не деформишете прикључну станицу.