Jak zrobić fajkę z cyny - zrób to sam cynowe rury
Budowniczowie domów próbują znaleźć najbardziej budżetowe opcje rozwiązania problemów. Dlatego pytanie, jak zrobić fajkę z cyny własnymi rękami, jest istotne dla wielu rzemieślników-amatorów. W końcu domowy produkt rurowy wykonany z cyny może być dość podobny do rynien lub osłonek, które leżą na półkach w wyspecjalizowanych sklepach.

Dlatego musisz dowiedzieć się więcej o procesie tworzenia rurki cynowej, która ma cechy charakterystyczne dla produktów fabrycznych.
Produkcja rur
Instrukcje dotyczące produkcji ocynkowanego walcowania metalu ze stali, które są zgodne z obiema normami, pozwalają na tworzenie wyrobów rurowych metodą spawania elektrycznego.
Składa się również z następujących etapów, odpowiadających na pytanie, jak zrobić ocynkowaną rurę własnymi rękami:
- Surowcem do podobnej produkcji jest taśma (blacha płaska), która jest dostarczana do produkcji w postaci rolek.... Te rolki są odwijane i cięte w paski wzdłuż długości;
- Pod koniec cięcia paski są zgrzewane w nieskończoną taśmę, która jest nawijana na specjalny bęben... Ta procedura zapewnia ciągłość przyszłej produkcji;
- Za pomocą rolek powstaje okrągły przedmiot z otwartym szwem;
- Następnie pobrany przedmiot należy przyspawać wzdłuż szwu.... W tym celu mogła zostać użyta jedna z następujących najpopularniejszych metod:
- HF - spawanie indukcyjne, jedno z najtańszych;
- TIG - spawanie elektrodą wolframową w atmosferze argonu.
Uwaga! Rury spawane metodą TIG są uważane za najbardziej niezawodne ze względu na to, że spawanie odbywa się z mniejszą prędkością, podczas łuku aparatu udaje mu się stopić ogromną powierzchnię w pobliżu szwu. Ale niezawodność tańszych materiałów jest w pełni wystarczająca, na przykład do ogrzewania lub zaopatrzenia w wodę.
- Pod koniec spawania gorący produkt zanurza się w zimnej wodzie;
- Następnie rura jest testowana w defektoskopie, który ujawnia niedoskonałości szwu;
- Następnie rura jest przenoszona na rolki kalibrujące, które eliminują niedoskonałości wielkości i kształtu.;
- Następnie powstałą rurę tnie się na kawałki o określonej długości;
- Kolejna operacja kontrolna polegająca na oględzinach;
- Gotowe produkty są pakowane i wysyłane na magazyn.
Proces cynkowania
Ale ocynkowane rury metalowe to nie tylko stal spawana, a ponadto są one również powłoką antykorozyjną.
Dowiedzmy się, jak ocynkowane są rury:
- Ciepła metoda malowania - z punktu widzenia jednorodności warstwy i właściwości ochronnych metoda ta uważana jest za najlepszą. Do jego wykonania wystarczy rura w gorącej kąpieli cynkowej;
Uwaga! Ta metoda jest ograniczona i nie można jej stosować, jeśli metal zawiera więcej niż 0,2% węgla.
- Cynkowanie galwaniczne - wyrób zanurza się w elektrolicie, w którym powstaje różnica potencjałów pomiędzy elektrodą cynkową a stalą. W rezultacie uzyskuje się niezawodną jednorodną powłokę, której grubość jest łatwa do kontrolowania;
- Rozwój gazowo-termiczny polega na rozpylaniu stopionego cynku, który jest natryskiwany na powierzchnię pod wpływem ciepłego powietrza;
- Dyfuzja termiczna jako metoda cynkowania polega na przejściu cynku w stan gazowy w wysokiej temperaturze, po czym jego cząsteczki mają tendencję do osadzania się na powierzchni zimnej rury;
- Cynkowanie na zimno może być stosowane do każdego rodzaju obróbki powierzchni, z wyjątkiem wewnętrznej średnicy rury. W takim przypadku proszek cynkowy rozcieńcza się lakierem i nakłada jako farbę na produkt z puszki lub sprayu.
Pomimo szerokiej gamy nowoczesnych materiałów do obróbki antykorozyjnej, cynkowanie jest nadal najlepszą opcją do zaopatrzenia w wodę, gazociągów czy ogrzewania. (Zobacz także artykuł System kanalizacyjny: najważniejsze informacje).
Rada. Ocynkowana rura żeliwna o wymiarach 32 lub 100 mm jest znacznie lepsza niż jej plastikowe lub kompozytowe odpowiedniki ze względu na wysoką odporność na działanie mechaniczne i temperaturę pracy. Montaż rur ocynkowanych nie jest tak czasochłonną procedurą, aby zrezygnować z niej kosztem niezawodności i jakości tworzonego systemu.
Cechy materiału źródłowego
Zanim zaczniesz robić rurę z blachy, powinieneś zapoznać się z materiałem, z którego zostanie wykonana rura i jej cechami. Na początek warto powiedzieć, że są to produkty typu walcowania, innymi słowy, cyna to blacha stalowa, która przeszła przez walce walcarki i ma grubość 0,1-0,7 mm.
Oprócz operacji walcowania, technologia produkcji blachy białej obejmuje obróbkę gotowych produktów walcowanych przed powstaniem procesów korozyjnych. W tym celu na stal po walcowaniu nakłada się warstwę materiału, która nie podlega korozji.

Efektem wykonanych czynności jest blacha stalowa, której szerokość może wahać się od 512 do 1000 mm, pokryta powłoką chromową lub cynkową. Gotowy produkt jest plastikowy, dzięki czemu można łatwo manipulować puszką. W tym przypadku walcowane usztywnienia można porównać pod względem wytrzymałości z wyrobami stalowymi. Pozwala to na wykorzystanie blachy w produkcji wyrobów o złożonej konstrukcji.
Proces montażu ramy
Po przygotowaniu wszystkich części do łodzi przechodzimy do bezpośredniego procesu montażu łodzi ze stali ocynkowanej i desek własnymi rękami. Aby to zrobić, musisz wykonać następujące czynności:
Zalecana lektura: Szukasz odpowiedniego rozwiązania podczas używania pontonu z PVC z silnikiem?
- Na dziobie konieczne jest połączenie dwóch boków i trójkątnego półfabrykatu na łuk. Jako elementy łączące można zastosować gwoździe lub wkręty samogwintujące. Jeśli blok wystaje ponad boki, należy go pociąć na jeden poziom.
- Następnym krokiem jest zainstalowanie tymczasowej przekładki. Do tego procesu należy podejść ostrożnie. Aby podczas zginania boki nie pękały, przekładka jest piłowana pod niezbyt dużym kątem.
- Po zamontowaniu elementu dystansowego konieczne jest dalsze zagięcie boków. Lina lub para pomocników wykona zadanie.
- Zastępujemy tylną część, dopasowujemy, usuwamy niezbędną fazę. Musisz dobrze pasować, aby nie pozostawiać luk. Wszystko powinno ciasno pasować.
- Po zakończeniu dopasowania młotkujemy boki i odpiłowujemy wszystkie występy.
- Po zamontowaniu boków montujemy rozpórki stałe, usuwając tymczasowe. Ilość szczegółów do ustawienia zależy od preferencji właściciela.
Przed zamocowaniem drewnianych elementów za pomocą gwoździ lub wkrętów samogwintujących warto wstępnie wywiercić otwory wiertłem. Ta metoda zapobiega pękaniu desek.
Ostatnim etapem montażu konstrukcji drewnianej będzie fazowanie dolnych części boków, podkładki dystansowe i nałożenie ochronnej warstwy antyseptycznej.
Wymagane narzędzia
Lista narzędzi i urządzeń niezbędnych do wykonania ocynkowanych rur kominowych własnymi rękami wynika z właściwości cyny, w szczególności miękkości i plastyczności. Przetwarzanie tego rodzaju materiału nie wymaga stosowania specjalnych wysiłków, które są niezbędne do pracy z materiałami arkuszowymi.
Dlatego przy produkcji rur blaszanych do komina wymagany jest następujący zestaw narzędzi:
- Nożyczki do cięcia metalu. To narzędzie ułatwia cięcie materiału arkusza na żądane kawałki, ponieważ największa grubość arkusza sięga 0,7 mm.
- Młotek z miękką główką. Możesz również użyć drewnianego młotka, młotka lub stalowego narzędzia z miękkim gumowym uchwytem. Jednak ta ostatnia opcja jest używana bardzo ostrożnie lub w ogóle nie jest brana, ponieważ może spowodować odkształcenie cienkiej blachy i zrujnować całą pracę.
- Szczypce. Za pomocą tego narzędzia rozwiązują pytanie, jak zginać rurę wykonaną z cyny, ponieważ jest to stal, chociaż jest cienka, dlatego nie można jej zgiąć rękami.
- Stół Rzemieślniczy. To urządzenie jest niezbędne podczas cięcia materiału i wykonywania oznaczeń.
- Element kalibrujący. Może to być produkt rurowy o średnicy powyżej 10 centymetrów, a także narożnik o krawędziach 7,5 centymetra. Elementy te muszą być dobrze zamocowane, gdyż nitowanie złącza doczołowego zostanie wykonane na ich powierzchni.
Oprócz tych narzędzi należy przygotować linijkę lub taśmę mierniczą oraz marker, czyli stalowy pręt z ostrą krawędzią.
Materiały i narzędzia do rur
Do produkcji ocynkowanej rury o średnicy 100 mm konieczne jest przygotowanie następujących materiałów i narzędzi:
- Przede wszystkim potrzebujesz blachy ocynkowanej.
- Młotek gumowy lub drewniany. Konieczne jest zwrócenie szczególnej uwagi na to narzędzie, ponieważ jakość gotowego produktu będzie zależeć od jego jakości w przyszłości. Jego waga musi być wystarczająco duża, ale dostosowana tak, aby można było kontrolować siłę uderzenia. Również młotek powinien być mocny, ale niezbyt twardy.
- Nożyczki do metalu. Nie ma specjalnych zaleceń dotyczących tego narzędzia, najważniejsze jest to, że dobrze tną, a na dużych samolotach wygodnie było z nimi pracować.
- Skrobak do metalu. Możesz to zrobić samodzielnie, ostrząc dowolny metalowy pręt, nawet duży gwóźdź.
- Linijka.
- Rura stalowa zamocowana poziomo. Jego średnica powinna wynosić 90 mm, a długość co najmniej 1 m. Rura taka nazywana jest „pistoletem” i to na niej montuje się produkty.
- Metalowy narożnik. Jest instalowany na krawędzi stołu warsztatowego. Musi być dość masywny i stabilny, ponieważ metal jest na nim złożony. Długość narożnika to 1 m.

Etap przygotowawczy
Najpierw na arkuszu blachy nanoszone są oznaczenia, wzdłuż których będzie cięty półfabrykat. Innymi słowy, niezbędna część jest wycinana z pewnego arkusza metalu, z którego zostanie utworzony kontur przyszłej rury. Proces znakowania przebiega w następujący sposób: arkusz układa się na stole warsztatowym, a odcinek równy długości rury mierzy się od górnej krawędzi. Tutaj znak jest robiony przez marker.

Następnie za pomocą kwadratu narysowana jest linia wzdłuż tego znaku prostopadle do krawędzi bocznej. Teraz wzdłuż tej linii obwód rury, to samo dzieje się wzdłuż górnej krawędzi. Jednocześnie dodaje się około 1,5 cm wzdłuż obu krawędzi, aby utworzyć krawędzie łączące. Górne i dolne oznaczenia są połączone, a obrabiany przedmiot jest wycinany.
Aby określić obwód, możesz użyć taśmy mierniczej lub przypomnieć sobie szkolny kurs geometrii.
Jak zrobić korpus fajki z cyny
Celem tego etapu jest uformowanie profilu rury. Linia jest rysowana wzdłuż długości przedmiotu obrabianego na dole i na górze, wzdłuż której fałdy zostaną zgięte. W tym przypadku mierzy się 5 mm po jednej stronie i 10 mm po drugiej. Fałdy należy zagiąć pod kątem 90 0. Aby to zrobić, obrabiany przedmiot układa się na stalowym narożniku, wyrównując linię zagięcia z krawędzią narożnika. Uderzając w krawędź młotkiem, zegnij go do prostopadłej strony narożnika.
Zaleca się stopniowe zginanie produktu, przesuwając młotkiem na całej jego długości. W takim przypadku możesz rozpocząć gięcie za pomocą szczypiec.

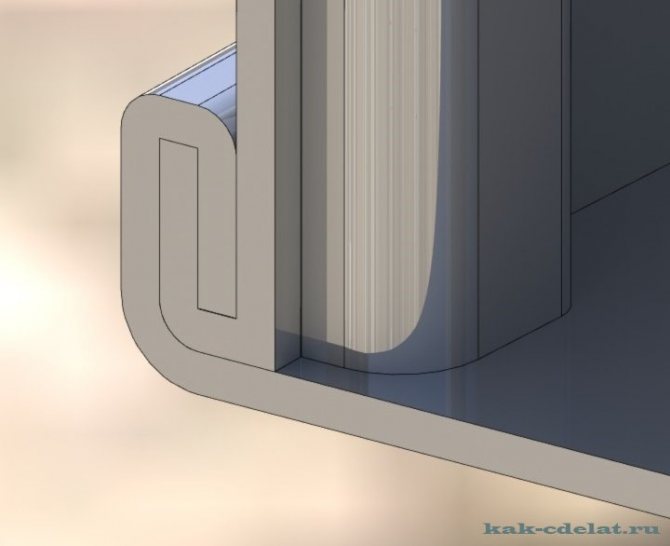
Teraz przy zgięciu, którego wielkość wynosi 10 mm, wykonuje się jeszcze jedną fałdę, aby utworzyć rodzaj litery G.Podczas składania fałdy należy upewnić się, że górna fałda jest równoległa do obrabianego przedmiotu i jego długość wynosi 5 milimetrów. Dlatego podczas rysowania linii zagięcia z jednej strony zmierz raz 0,5 cm, a z drugiej strony - dwa razy po 0,5 cm.
Przetwarzanie połączenia szwu
Ostatni etap polega na obróbce szwu czołowego, czyli zaciśnięciu go. Aby to zrobić, górna część fałdy w kształcie litery L jest złożona, owijając krawędź drugiej fałdy. Rezultatem powinien być rodzaj kanapki prostopadłej do rury. Aby uzyskać spoinę czołową, należy docisnąć kanapkę do produktu.

Dla większej niezawodności szew czołowy jest wzmocniony nitami. Jednak rury wykonane z cyny zrób to sam za pomocą tej metody łączenia nie wymagają dodatkowego wzmocnienia.
Jak zrobić fajkę z cyny - zrób to sam cynowe rury
Budowniczowie domów próbują znaleźć najbardziej budżetowe opcje rozwiązania problemów. Dlatego pytanie, jak zrobić fajkę z cyny własnymi rękami, jest istotne dla wielu rzemieślników-amatorów. W końcu domowy produkt rurowy wykonany z cyny może być dość podobny do rynien lub osłonek, które leżą na półkach w wyspecjalizowanych sklepach.
Dlatego musisz dowiedzieć się więcej o procesie tworzenia rurki cynowej, która ma cechy charakterystyczne dla produktów fabrycznych.
Jak zrobić rurę z ocynkowanej własnymi rękami
Produkty wykonane ze stali ocynkowanej są trwałe, nie ulegają rdzewieniu i zachowują się w życiu codziennym nie gorzej niż stal nierdzewna, choć są znacznie tańsze. W dzisiejszym artykule proponuję zwrócić większą uwagę na ten skromny materiał i powiedzieć, jak zrobić ocynkowaną rurę własnymi rękami.
Ale bez powłoki ochronnej metal żelazny podlega korozji, szybko rdzewieje i staje się bezużyteczny. Cynkowanie z powodzeniem rozwiązało ten problem. I pomimo tego, że rury ocynkowane i stalowe mają ten sam kształt, ocynkowany produkt ma wiele zalet.
Co jest lepsze, kup ocynkowaną blachę o wymaganej grubości i sam zgnij rurę lub idź do sklepu i kup gotowy produkt?
Jak zwykle zacznijmy od ceny. Gotowa rura o średnicy mm i długości 3 metrów będzie nas kosztować około rubli. Koszt materiału w tym przypadku to ruble, reszta to koszty pracy i marża sprzedawcy. A jeśli planujesz zorganizować cały system odwadniający? Sam widzisz, że za gotowe produkty będziesz musiał przepłacić o 2.
Rury wykonane samodzielnie znacznie zmniejszą obciążenie finansowe. Ponadto produkty fabryczne mają ściśle określone wymiary i czasami trudno jest znaleźć odpowiedni dla swojego systemu. Grubość gotowej rury zwykle nie przekracza 1 mm. Należy koniecznie pamiętać, że każdy wyrób fabryczny, w przeciwieństwie do wyrobu domowego, poddawany jest ścisłej kontroli jakości, ma idealnie okrągłą powierzchnię i dokładność zgrzewu.
Jeśli zdecydowano się na samodzielne wykonanie części, należy zacząć od wyboru materiału, w naszym przypadku blachy ocynkowanej o wymaganej grubości. Fabryczna blacha stalowa ocynkowana musi być zgodna z GOST.Główne cechy, na które należy zwrócić uwagę przy wyborze: Najpopularniejsze grubości ocynkowane to od 0.
Im cieńszy arkusz, tym łatwiej go obrabiać, co jest ważne przy wytwarzaniu produktów w domu. Ale nie zapominaj - mniejsza grubość - mniejsza wytrzymałość.
Trójniki służą do rozgałęziania i łączenia rurociągów. Ukośny równikowy trójnik jest przyspawany z rur o tej samej średnicy.Oznaczenie trójników do późniejszego cięcia i spawania odbywa się za pomocą rozwiertaków naniesionych na rurę, wzdłuż których rysowana jest kredą na rurze linia cięcia. Oferowana przez nas tabela Excel pozwala na uzyskanie wymiarów do konstruowania wzorów wyciągnięć wyrostka robaczkowego i otworów w pniu do wykonywania trójników równikowych ukośnych o dowolnej średnicy, z dowolnym kątem nachylenia wyrostka robaczkowego.
Istnieją 3 klasy materiałów w zależności od grubości warstwy cynku. Dla wygody podsumujmy dane w tabeli.
Cechy materiału źródłowego
Zanim zaczniesz robić rurę z blachy, powinieneś zapoznać się z materiałem, z którego zostanie wykonana rura i jej cechami. Na początek warto powiedzieć, że są to produkty typu walcowania, innymi słowy, cyna to blacha stalowa, która przeszła przez walce walcarki i ma grubość 0,1-0,7 mm.
Oprócz operacji walcowania, technologia produkcji blachy białej obejmuje obróbkę gotowych produktów walcowanych przed powstaniem procesów korozyjnych. W tym celu na stal po walcowaniu nakłada się warstwę materiału, która nie podlega korozji.
Efektem wykonanych czynności jest blacha stalowa, której szerokość może wahać się od 512 do 1000 mm, pokryta powłoką chromową lub cynkową. Gotowy produkt jest plastikowy, dzięki czemu można łatwo manipulować puszką. W tym przypadku walcowane usztywnienia można porównać pod względem wytrzymałości z wyrobami stalowymi. Pozwala to na wykorzystanie blachy w produkcji wyrobów o złożonej konstrukcji.
Wymagane narzędzia
Lista narzędzi i urządzeń niezbędnych do wykonania ocynkowanych rur kominowych własnymi rękami wynika z właściwości cyny, w szczególności miękkości i plastyczności. Przetwarzanie tego rodzaju materiału nie wymaga stosowania specjalnych wysiłków, które są niezbędne do pracy z materiałami arkuszowymi.
Dlatego przy produkcji rur blaszanych do komina wymagany jest następujący zestaw narzędzi:
- Nożyczki do cięcia metalu. To narzędzie ułatwia cięcie materiału arkusza na żądane kawałki, ponieważ największa grubość arkusza sięga 0,7 mm.
- Młotek z miękką główką. Możesz również użyć drewnianego młotka, młotka lub stalowego narzędzia z miękkim gumowym uchwytem. Jednak ta ostatnia opcja jest używana bardzo ostrożnie lub w ogóle nie jest brana, ponieważ może spowodować odkształcenie cienkiej blachy i zrujnować całą pracę.
- Szczypce. Za pomocą tego narzędzia rozwiązują pytanie, jak zginać rurę wykonaną z cyny, ponieważ jest to stal, chociaż jest cienka, dlatego nie można jej zgiąć rękami.
- Stół Rzemieślniczy. To urządzenie jest niezbędne podczas cięcia materiału i wykonywania oznaczeń.
- Element kalibrujący. Może to być produkt rurowy o średnicy powyżej 10 centymetrów, a także narożnik o krawędziach 7,5 centymetra. Elementy te muszą być dobrze zamocowane, gdyż nitowanie złącza doczołowego zostanie wykonane na ich powierzchni.
Oprócz tych narzędzi należy przygotować linijkę lub taśmę mierniczą oraz marker, czyli stalowy pręt z ostrą krawędzią.
Czy do komina można zastosować rury ocynkowane?
Przed wyborem tego typu komina należy wziąć pod uwagę możliwe ryzyko i niuanse działania.
Uszkodzenie ocynkowanych kominów
Do komina można zastosować rury ocynkowane ze stali nierdzewnej, ale należy wziąć pod uwagę pewne niuanse związane z działaniem i właściwościami metalu. Jeden z poradników dotyczących cynkowania mówi, co następuje:
- Ogrzewanie cynku powyżej 419,5 ° C jest niebezpieczne. W tym czasie, zwłaszcza w warunkach wysokiej wilgotności, tworzy się tlenek metalu. Opary są trujące i prowadzą do poważnych zatruć.
- Czysty cynk nie jest niebezpieczny dla zdrowia człowieka i jest zawarty w jego organizmie: zębach, trzustce, krwi itp.
- Cynk techniczny jest szczególnie niebezpieczny - podczas produkcji, aby nadać metalowi niezbędne właściwości techniczne, do zanieczyszczeń dodaje się arsen, antymon i ołów.
Z powyższego można wywnioskować, że ocynkowana rura kominowa może być bezpiecznie stosowana w systemach spalinowych o niskiej temperaturze spalin. Konstrukcje typu sandwich, w których obrys wewnętrzny wykonany jest ze stali nierdzewnej, a zewnętrzny ocynkowany, absolutnie nie wpływają na zdrowie człowieka.
Ocynkowana żywotność komina
Żywotność rury zależy od wielu czynników, ale ogólnie komin może wytrzymać nawet 10 lat bez utraty szczelności. Aby wydłużyć żywotność, należy przestrzegać następujących zaleceń:
- Konieczne jest zaizolowanie jednoobwodowego ocynkowanego komina. Bez izolacji termicznej rura nie wytrzyma długo z powodu korozji spowodowanej kondensatem i wypalenia z powodu nagromadzonej sadzy. Izolacja ocynkowanej rury w zewnętrznej części komina jest obowiązkowym środkiem.
- Ocynkowana farba znacznie wydłuża żywotność produktu.
- Grubość stali użytej do wykonania komina musi wynosić co najmniej 1 mm. Stal ocynkowana o mniejszej grubości szybko się wypala. Na forach budowlanych można znaleźć informacje, że ten materiał o grubości 0,6-0,8 mm wypalił się po sześciu miesiącach eksploatacji.
Z zastrzeżeniem wszystkich warunków technicznych, ocynkowana rura gwarantuje trwałość co najmniej 10-15 lat.
Etap przygotowawczy
Najpierw na arkuszu blachy nanoszone są oznaczenia, wzdłuż których będzie cięty półfabrykat. Innymi słowy, niezbędna część jest wycinana z pewnego arkusza metalu, z którego zostanie utworzony kontur przyszłej rury. Proces znakowania przebiega w następujący sposób: arkusz układa się na stole warsztatowym, a odcinek równy długości rury mierzy się od górnej krawędzi. Tutaj znak jest robiony przez marker.
Następnie za pomocą kwadratu narysowana jest linia wzdłuż tego znaku prostopadle do krawędzi bocznej. Teraz wzdłuż tej linii obwód rury, to samo dzieje się wzdłuż górnej krawędzi. Jednocześnie dodaje się około 1,5 cm wzdłuż obu krawędzi, aby utworzyć krawędzie łączące. Górne i dolne oznaczenia są połączone, a obrabiany przedmiot jest wycinany.
Jak zrobić korpus fajki z cyny
Celem tego etapu jest uformowanie profilu rury. Linia jest rysowana wzdłuż długości przedmiotu obrabianego na dole i na górze, wzdłuż której fałdy zostaną zgięte. W tym przypadku mierzy się 5 mm po jednej stronie i 10 mm po drugiej. Fałdy należy zagiąć pod kątem 90 0. Aby to zrobić, obrabiany przedmiot układa się na stalowym narożniku, wyrównując linię zagięcia z krawędzią narożnika. Uderzając w krawędź młotkiem, zegnij go do prostopadłej strony narożnika.
Zaleca się stopniowe zginanie produktu, przesuwając młotkiem na całej jego długości. W takim przypadku możesz rozpocząć gięcie za pomocą szczypiec.
Teraz przy zgięciu, którego wielkość wynosi 10 mm, wykonuje się jeszcze jedną fałdę, aby utworzyć rodzaj litery G.Podczas składania fałdy należy upewnić się, że górna fałda jest równoległa do obrabianego przedmiotu i jego długość wynosi 5 milimetrów. Dlatego podczas rysowania linii zagięcia z jednej strony zmierz raz 0,5 cm, a z drugiej strony - dwa razy po 0,5 cm.
Po zakończeniu formowania fałd można przystąpić do formowania korpusu rury. W tym celu na elemencie kalibrującym umieszcza się czysty arkusz i stuka młotkiem lub innym odpowiednim narzędziem w celu uzyskania profilu o określonym kształcie. Obrabiany przedmiot najpierw przyjmuje kształt litery U, a następnie staje się okrągły. W takim przypadku fałdy należy połączyć ze sobą.
Jak zrobić wiadro własnymi rękami z puszki
Kategoria: Inwentarz 23 307
3
Jak zrobić wiadro własnymi rękami z cyny, ocynkowanego żelaza lub stali nierdzewnej o prostych ścianach. Wytnij wzór produktu z materiału
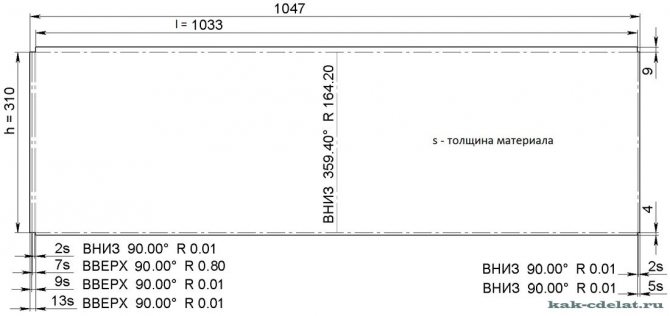
godz
- wysokość (ustaw określoną wartość)
re
- średnica (ustaw określoną wartość)
l
- obwód (znaleziony na podstawie obliczeń)
l = πd = 3,14 * 329 = 1033
(mm)
h = 310
(mm)
PRODUKCJA BUTLI
W środku przeciągnięcia zaznacz otwory do mocowania ucha
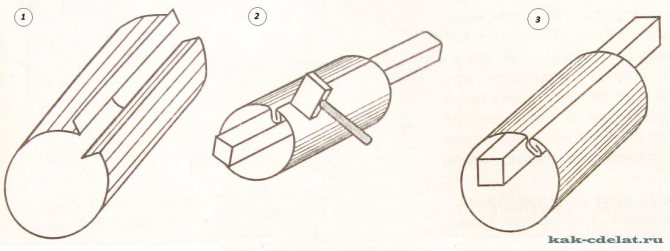
1.
Na prostokątnym arkuszu z cienkiej blachy ocynkowanej GOST 14918-80, na samodzielnie wykonanej ręcznej giętarce lub ręcznie za pomocą młotka i pręta, zagiąć krawędzie arkusza „wzdłuż wysokości” w przeciwnych kierunkach. Zginamy arkusz w cylinder.
2.
Zapinamy złożone krawędzie. Dociśnij powstały szew równomiernie młotkiem lub młotkiem na całej długości cylindra.
3.
Aby szew pozostał wewnątrz cylindra, należy wykonać następującą operację: obrócić gotowy szew tak, aby znajdował się blisko krawędzi drewna; uderzając młotkiem w szew uzyskujemy zewnętrzną powierzchnię cylindra bez wystającego szwu.
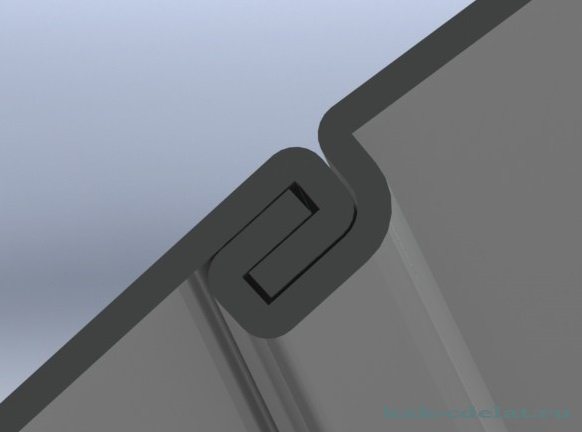
SKŁADANA JEDNOSTKA
Szerokość wrębu zależy od jej przeznaczenia: przyjęcie zamka; walcowanie drutu.
4.
Ustaw cylinder w pierwotnym położeniu względem pręta. Stukamy młotkiem i zginamy fałdę.
5.
Stukamy ostrą stroną młotka. Monitorujemy szerokość fałdy - powinna być taka sama.
6.
Dopasuj zagięcie, stukając tępą stroną młotka.
7.
Na koniec zegnij złożony szew pod kątem prostym.
WIRE ROLLING
Na obwodzie kołnierza kładziemy okrąg,

wykonane z drutu, którego średnica musi odpowiadać zewnętrznej średnicy cylindra.

Zaokrąglamy okrągłą krawędź i ostatecznie kończymy zszywanie.
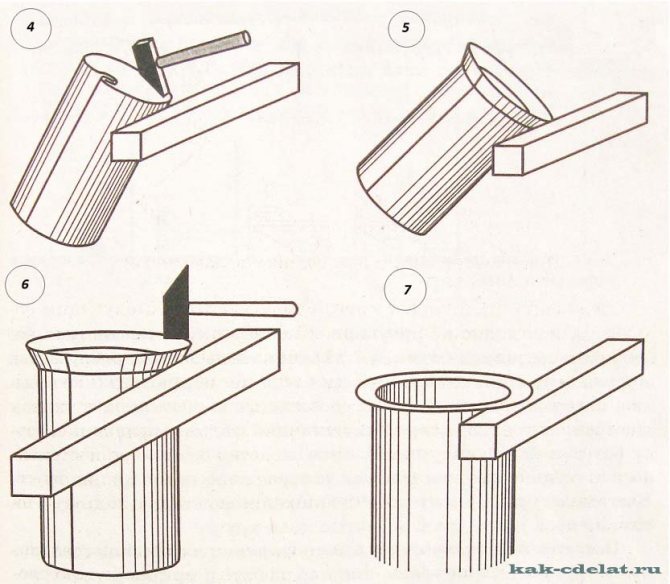
PODŁĄCZENIE BUTLI DOLNEJ
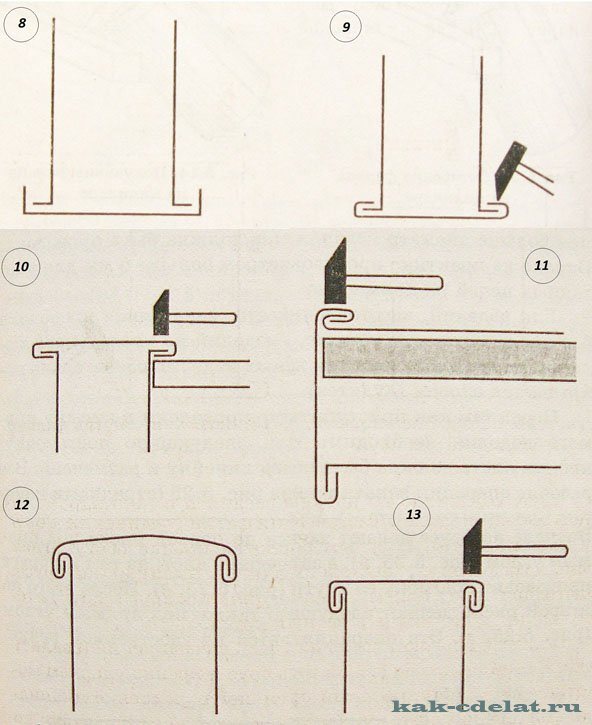
8.
Złóż krawędzie na kole i włóż je do cylindra.
9.
Lekkimi uderzeniami spiczastej części młotka zegnij fałdę wewnątrz koła.
10.
Mocnymi uderzeniami tępej części młotka stukamy w szew pręta, jednocześnie obracając cylinder.
11.
Zrzucamy fałdę na zewnętrzną płaszczyznę cylindra.
12.
Jeśli praca skutkuje wypukłym dnem, konieczne jest jego wyrównanie.
13.
Na samej krawędzi dna uderz tępą częścią młotka po całym obwodzie koła. W takim przypadku dno zostanie wyrównane, krawędzie połączenia otrzymają wyraźny kontur.
ZAKŁADANIE POŚREDNIEJ OPASKI
Dno wiadra można przymocować do obręczy pośredniej, a obręcz pośrednią do butli.
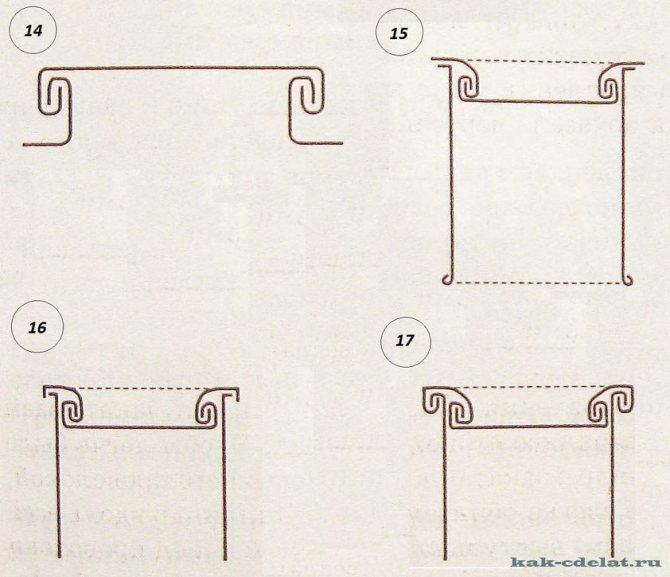
14.
Naprawiamy dno wiadra za pomocą obręczy.
15.
Łączymy obręcz z cylindrem (korpusem wiadra).
16.
Zginamy fałdę na obręczy.
17.
Zrzucamy fałdę na zewnętrzną płaszczyznę cylindra i dokładnie opukamy wokół obwodu całego obwodu.
WYTWARZANIE OKA

Wytnij uszy z podobnego materiału. Przebijanie lub przewiercanie otworów: dwa na nity; jeden na metalowy uchwyt.
TWORZENIE UCHWYTU
Zegnij uchwyt z metalowego drutu o średnicy 5 ... 6 (mm) GOST 18143-72.

Jak zrobić wiadro własnymi rękami z puszki - jak widać, nic skomplikowanego. Po opanowaniu prostego modelu. Możesz przejść do bardziej złożonego modelu pochyłego.
Zamów rysunek
Podziel się z przyjaciółmi!
Przetwarzanie połączenia szwu
Ostatni etap polega na obróbce szwu czołowego, czyli zaciśnięciu go. Aby to zrobić, górna część fałdy w kształcie litery L jest złożona, owijając krawędź drugiej fałdy. Rezultatem powinien być rodzaj kanapki prostopadłej do rury. Aby uzyskać spoinę czołową, należy docisnąć kanapkę do produktu.
Dla większej niezawodności szew czołowy jest wzmocniony nitami. Jednak rury wykonane z cyny zrób to sam za pomocą tej metody łączenia nie wymagają dodatkowego wzmocnienia.
Jak zrobić ocynkowaną rurę własnymi rękami?
Możesz swobodnie kupować rury ocynkowane, ale koszt takich produktów jest dość wysoki, więc chęć wykonania rury ocynkowanej własnymi rękami jest podyktowana przede wszystkim względami ekonomicznymi.
Jednocześnie produkcja rur ocynkowanych nie wymaga użycia specjalnych wysiłków, specjalnych drogich osprzętu i narzędzi oraz jakiejś profesjonalnej wiedzy, więc każdy rzemieślnik domowy może sobie z tym poradzić, w którego arsenale znajduje się zestaw standardowej stolarki przybory.
Zalety i wady rur ocynkowanych
Użytkownicy obejmują zalety ocynkowanej rury kominowej:
- długotrwała odporność na korozję,
- szybkie nagrzewanie się komina, a co za tym idzie zapewnienie dobrego ciągu,
- prosty sposób montażu,
- gładka powierzchnia wewnątrz kanału, która nie pozwala na osadzanie się sadzy na ścianach,
- możliwość wysunięcia odpływu przez ścianę
Niedogodności:
- krótka żywotność odgałęzienia jednościennego,
- podczas cięcia produktu po krótkim czasie linie cięcia zaczynają rdzewieć,
- drobne uszkodzenia prowadzą do zniszczenia warstwy ochronnej,
- tworzenie dużej ilości kondensacji.
Charakterystyka rur ocynkowanych
Do wyposażenia kominów stosuje się ocynkowane rury metalowe; są one popularne ze względu na niewielką wagę, a tym samym łatwość montażu. Kominy ocynkowane nie wymagają budowy fundamentu, a to znacznie obniża koszt wyposażenia komina.

Rury takie spełniają normy bezpieczeństwa przeciwpożarowego, wytrzymując temperatury do 900 °, dzięki czemu można je stosować nawet do oddymiania kotłów i pieców na paliwo stałe.
Do wyposażania rynien stosuje się również ocynkowane rury w budownictwie domowym. Takie rury są już dość przystępne cenowo, ale jednocześnie proces ten można uczynić jeszcze tańszym, stosując ręcznie wykonane produkty.
Wymagane narzędzia i materiały
Do wykonania rury o średnicy 100 mm potrzebujemy następujących narzędzi i materiałów:
- Młotek drewniany lub gumowy. Ogólnie rzecz biorąc, jakość gotowego produktu będzie zależeć przede wszystkim od jakości tego narzędzia. Młotek powinien być wystarczająco ciężki, ale taki, aby można było łatwo kontrolować siłę uderzenia, niezbyt mocny, ale nadal wystarczająco gęsty.
- Nożyczki do metalu. Każdy to zrobi, najważniejsze jest to, że wygodnie jest ciąć metal na dużych płaszczyznach.
- Metalowy narożnik o długości co najmniej 1 m, montowany na krawędzi stołu warsztatowego. To na nim metal będzie się zginał, więc musi być stabilny i wystarczająco masywny.
- Rura stalowa o średnicy 60-90 mm, mocowana poziomo - "pistolet". Będzie używany do montażu produktów. W związku z tym jego długość nie powinna również być mniejsza niż 1 m.
- Linijka.
- Skrobak do metalu. Każdy zaostrzony metalowy pręt wystarczy, aż do dużego gwoździa.
- W rzeczywistości sama blacha ocynkowana ma grubość 0,5 mm.
Czego potrzebujesz, aby zrobić ocynkowaną rurę
W domu, aby wykonać ocynkowaną rurę, potrzebujesz blachy z cyny, materiał nie wymaga specjalnego wysiłku ze względu na swoją miękkość i plastyczność.
Cyna jest produkowana przemysłowo z cienkiej blachy stalowej o grubości od 0,1 do 0,7 mm na walcarkach, po czym pokryta jest antykorozyjną warstwą ochronną z chromu, cyny lub cynku. Na koniec elementy obrabiane są przycinane do standardowych rozmiarów o szerokości od 512 mm do 2000 mm.

Wytrzymałość takich produktów w niczym nie ustępuje stalowym odpowiednikom, zwłaszcza jeśli materiał ma dodatkowe usztywnienia, ale jednocześnie jest bardzo plastyczny i umożliwia ręczne montowanie rurociągów o złożonym kształcie. Powłoka antykorozyjna chroni rurę przed wpływem środowiska zewnętrznego.
Problemem takich rur jest niewystarczająca wytrzymałość na zginanie, dlatego do wytwarzania części otwartych do konstrukcji wprowadza się usztywnienia w celu wzmocnienia produktu.
- w sklepach prezentowana jest szeroka gama takich rur o różnych rozmiarach: jednoobwodowe;
- dwuprzewodowy (wykonany w formie kanapki i składający się z rury wewnętrznej i zewnętrznej);
- faliste, charakteryzujące się zwiększoną elastycznością.
Uwaga! W domu technicznie możliwe jest wykonanie tylko rury jednokierunkowej.
Przy wyborze grubości blachy należy wziąć pod uwagę przeznaczenie rury. Przykładowo ocynkowana rura do odprowadzania spalin z pieców i kominków na paliwo stałe musi mieć zwiększoną odporność na wysokie temperatury, a jednocześnie wysokie właściwości antykorozyjne.
To jest ważne! Im wyższa temperatura czynnika roboczego, tym grubsze muszą być ścianki rury.
Instrumenty
Do pracy potrzebne są specjalne narzędzia do zginania, prawidłowego pomiaru kąta gięcia i przycinania rury na żądaną długość.
Wykonywanie ocynkowanych rur własnymi rękami
Podczas wykonywania takich prac wymagane są umiejętności, które pozwolą uniknąć odkształcenia powłoki ochronnej. Jeśli zostanie podjęta decyzja, jak zrobić ocynkowaną rurę własnymi rękami, musisz wiedzieć, że proces produkcji składa się z 3 głównych etapów:
- przygotowanie: arkusz jest cięty zgodnie ze wstępnym szkicem;
- formowanie: rozpoczyna się wytwarzanie produktu o pożądanym kształcie, parametrach, rozpoczyna się przekrój;
- ostatni etap obejmuje zabezpieczenie krawędzi obrabianego przedmiotu.
Wykonując każdy krok, należy postępować zgodnie z instrukcjami krok po kroku, które pozwolą uzyskać niezawodny produkt bez deformacji powłoki ochronnej.
Wymagane narzędzia i materiały
Do pracy będziesz potrzebować:
- nożyczki do metalu, istnieją ograniczenia w stosowaniu takiego narzędzia - można go użyć do cięcia arkusza o grubości nie większej niż 0,7 mm;
- drewniany młotek (dopuszczalne jest użycie metalowego, ale z gumową podkładką);
- szczypce;
- do cięcia półfabrykatów wymagany jest stół warsztatowy;
- aby uzyskać wyrób o odpowiednim kształcie z równymi narożnikami (do rur kwadratowych), potrzebny będzie element kalibracyjny, którym mogą być narożniki metalowe (do 1 m długości) lub rura o wymaganej średnicy (przy wyborze należy wziąć pod uwagę wielkość przedmiotu obrabianego);
- linijka;
- każde zaostrzone narzędzie, które przeniesie szkic na metal.
Z materiałów wymagany jest arkusz blachy ocynkowanej. Uważa się, że grubość 0,5 mm jest wystarczająca. Z takim arkuszem łatwiej jest pracować, można uzyskać trwały produkt.
Wycięcie przedmiotu obrabianego
Niezależna produkcja rur na własne potrzeby rozpoczyna się od określenia średnicy (najczęściej wybierana jest opcja 60-100 mm). Sekwencjonowanie:
- tworzony jest szkic, na którym wskazane są wymagane wymiary, a szerokość powinna być większa o 15 mm, co w przyszłości pozwoli uzyskać krawędź łączącą;
- kontur przyszłego przedmiotu obrabianego jest przenoszony na blachę za pomocą ostrego narzędzia, praca jest wykonywana na stole warsztatowym;
- musisz zrobić prostokąt, aby uzyskać kąt 90 °, użyj kwadratu.
Tworzenie profilu
Wykonywanie ocynkowanych rur własnymi rękami odbywa się z uwzględnieniem niektórych subtelności:
- zaznaczenie przekroju blachy w miejscu zagięcia metalu pod fałdami: 0,5 cm z jednej i 2 do 0,5 cm z drugiej strony;
- fałda jest złożona pod kątem 90 °;
- w takim przypadku należy ustawić narożnik tak, aby jego krawędź pokrywała się z linią zagięcia zagięcia;
- używając młotka, uformuj produkt, konieczne jest uzyskanie pełnego przylegania fałdy do półki narożnika, w celu uproszczenia pracy można najpierw zgiąć metal szczypcami;
- obrabiany przedmiot jest odwrócony, w tym przypadku zagięcie powinno znajdować się w odległości 1 cm od krawędzi kąta kalibracji, za pomocą młotka tworzy się kąt 130 ... 150 °;
- za pomocą elementu kalibrującego powstaje wyrób o pożądanym kształcie, na ostatnim etapie fałdy należy połączyć.
Obróbka spoin czołowych
Przy produkcji rur ocynkowanych ważne jest, aby zapewnić niezawodność połączenia krawędzi przedmiotu obrabianego. Połączenie doczołowe jest przetwarzane przez ściskanie. Nie wymaga to narażenia na wysokie temperatury ani inne warunki. Krawędzie krawędzi będą chronione przed opadami atmosferycznymi. W tym celu fałd znajdujący się na górze jest uderzany młotkiem. W rezultacie szew kurczy się, tworząc rodzaj kanapki.
Możesz poprawić niezawodność konstrukcji, instalując nity o określonym skoku. Dodatkowe wzmocnienie szwu rury nie jest wymagane.
Instrukcje dotyczące produkcji rur ocynkowanych
Przede wszystkim należy oznaczyć blachę żelazną, nanosząc linie zagięcia z jednej strony o wielkości 5 mm, z drugiej dwa razy po 5 mm, zakładka z jednej strony powinna być szersza niż druga w celu uformowania mocny szew w przyszłości.Zagnij arkusz pod kątem 90 ° z obu stron za pomocą narożnika i szczypiec.

To jest ważne! Wygnij kształt stopniowo, przesuwając się od jednej krawędzi do drugiej wzdłuż linii zagięcia.
Następnie, obracając obrabiany przedmiot, formuje się fałdy, ustawia się kąt na 135-140 °, stukając w brzegi puszki młotkiem lub młotkiem miękkim wybijakiem, aby nie uszkodzić materiału produktu. Po utworzeniu fałd można przystąpić do formowania samej rury.
Przymocuj obrabiany przedmiot do szablonu kalibracyjnego, aby go ukształtować i dotknij go ponownie, aż fałdy się połączą.
Szeroka krawędź jest ponownie zaginana równolegle do płaszczyzny produktu pod kątem 90 °.
Ostatnim etapem jest połączenie końcówek płaskim szwem za pomocą młotka.
Wyrównaj fałdy, zegnij poziomą część drugiej fałdy, owijając nią pierwszą fałdę, a następnie zgnij ten szew, dociskając go mocno do płaszczyzny rury.
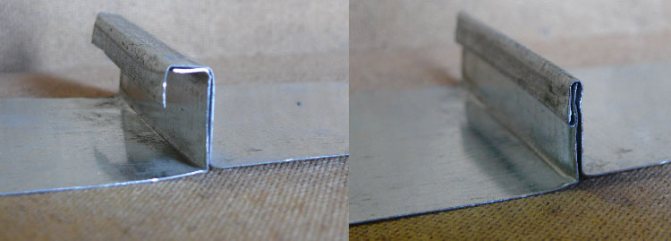
Można dodatkowo wzmocnić połączenie nitami metalowymi za pomocą zgrzewarki, choć najczęściej rury ocynkowane łączone na płaski szew nie wymagają dodatkowego wzmocnienia.











