Cechy materialne
Polietylen jest wytwarzany przez polimeryzację etylenu. W procesie szycia skład chemiczny materiału nie zmienia się - technologia ta znacznie poprawia właściwości i możliwości polietylenu, to znaczy rozszerza się przydatność gotowego produktu.
Do najważniejszych zalet takich rur należą:
- odporność na wysokie temperatury: bez ciśnienia wytrzymuje do 200 ºC bez zmiany konfiguracji;
- wysoka odporność na wstrząsy do -50 ºC;
- obecność równowagi między elastycznością a twardością;
- nie boją się utleniania;
- rury mają doskonałą gładkość i elastyczność, są w stanie zneutralizować mechaniczne wibracje i dźwięki;
- nie narażony na chemikalia;
- w materiale nie ma metali ciężkich;
- zdolność materiału do łatwego zginania bez uszkodzenia;
- mały rozmiar, niewielka waga, długa żywotność.

Takie materiały polimerowe mają właściwość skurczu, to znaczy mogą przyjąć swój pierwotny kształt po pewnym okresie po rozciągnięciu. Ponadto do montażu rur XLPE nie są wymagane specjalne skomplikowane narzędzia.





Właściwości i popularność
Usieciowany polietylen posiada unikalny zestaw właściwości, który doprowadził do jego szerokiego zastosowania. Wśród nich eksperci zauważają:
- wytrzymałość mechaniczna - rury PEX mogą pracować pod ciśnieniem do 20 atmosfer;
- wytrzymałość na rozciąganie;
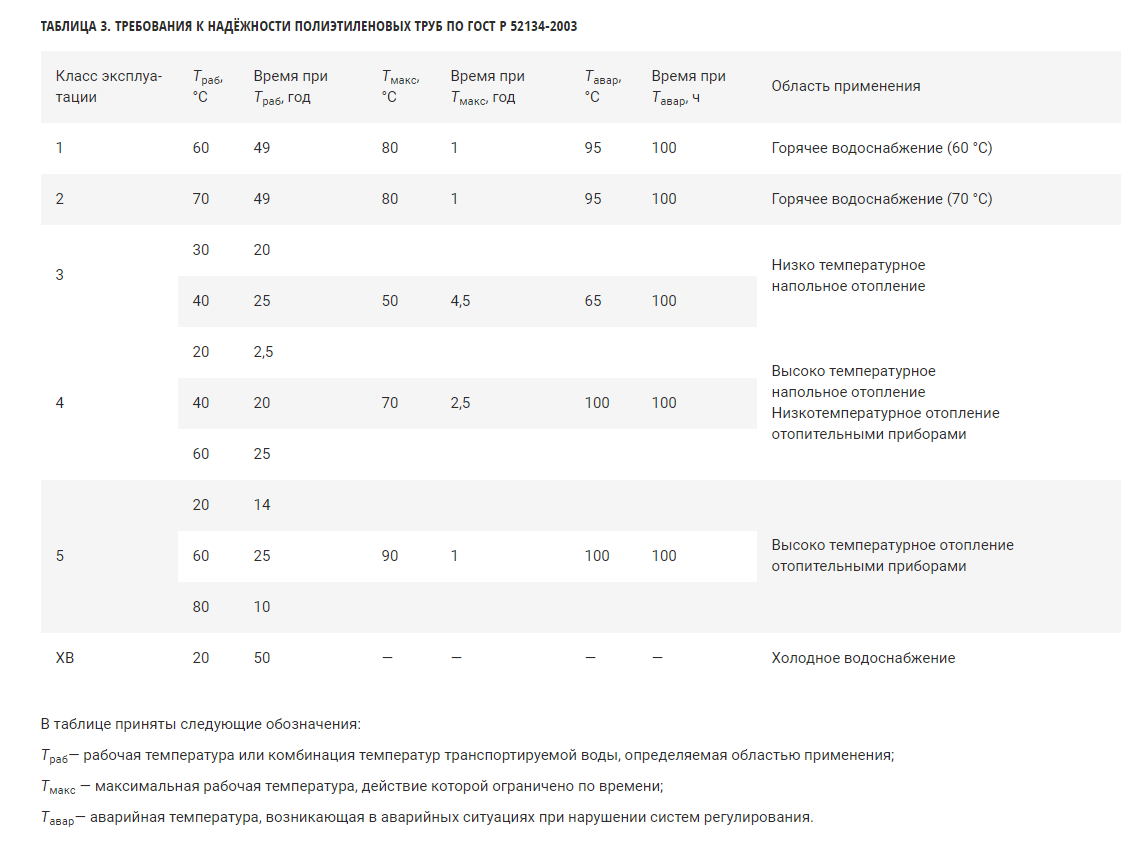
- wytrzymałość zmęczeniowa - materiał zachowuje swoje właściwości mechaniczne nawet w warunkach długotrwałego narażenia na maksymalne dopuszczalne temperatury;
- odporność na zużycie;
- efekt pamięci kształtudzięki czemu materiał ma właściwości skurczu termicznego i zdolność do odzyskania kształtu po odkształceniu;
- połączenie elastyczności i elastyczności, które wystarcza do pomyślnego rozwiązania zadań związanych z układaniem i instalacją (zrób to sam plastikowe rury do zaopatrzenia w wodę);
- odporność na korozję;
- odporność na wpływy najbardziej agresywne chemikalia i ulegają biodegradacji.
Jedną z zalet polietylenu usieciowanego, dzięki której znalazł zastosowanie w systemach grzewczych (szczególnie niskotemperaturowych, np. „Ciepła podłoga” - tutaj dowiesz się o odległości między rurami) - dobry transfer ciepła.
Jednocześnie większość rur wykonana jest z materiału, który ze względu na niskie wartości współczynnika rozszerzalności cieplnej nie wymaga zbrojenia ani stosowania specjalnych metod układania.
Czy znasz różnicę między polami nawadniającymi a filtracyjnymi? Przydatny artykuł szczegółowo opisuje, jak stworzyć autonomiczny, lokalny system zbierania i oczyszczania ścieków.
Przeczytaj o zasadzie działania filtra odwróconej osmozy na tej stronie.
Forma do produkcji rur z polietylenu usieciowanego - cewki o różnych długościach.
W związku z tym podczas instalowania autostrad (o mini-przepompowni ścieków jest napisane tutaj) liczba przyłączy jest tylko wymaganym minimum.
Jednak nawet w tym przypadku połączenia są jednym z głównych czynników, od których zależy niezawodność systemu. Decydująca staje się technologia połączeń.
Technologia sieciowania polietylenu
Szycie jest potrzebne, aby wyeliminować jedną z głównych wad materiału - termoplastyczność. Dzięki temu procesowi rury z XLPE pozostają elastyczne i nie zmieniają swojego kształtu nawet przy temperaturach powyżej 80 ºC.
Należy zaznaczyć, że ze względu na nasycenie materiału czystym węglem jego topienie rozpoczyna się dopiero po osiągnięciu 400 ºC.

Na właściwości techniczne produktu ma wpływ metoda szycia, którą jest:
- krzemowodór;
- nadtlenek;
- wiązka elektronów.
Pierwsza metoda polega na przeprowadzeniu reakcji substytucji. Po drugie, surowiec miesza się z inhibitorem, a samo sieciowanie odbywa się pod ciśnieniem. Trzecią metodą jest naświetlanie, podczas którego następuje zamiana wiązań na skutek substytucji.
Zależność typów rur od instalacji w różnych miejscach
Narzędzie do montażu rur z polietylenu może się nieznacznie różnić w zależności od obszaru ich zastosowania. Dla różnych systemów - ogrzewania, dostarczania zimnej lub ciepłej wody, kanalizacji - istnieją różne warunki przesyłu wody, dlatego produkty w każdym przypadku będą inne.
Na przykład do dostarczania zimnej wody z reguły stosuje się jednowarstwowe rury XLPE o przekroju 16-20 mm, które mogą wytrzymać do 95 ºC. Często takie rury są produkowane metodą wiązki elektronów - te produkty mają przystępną cenę.

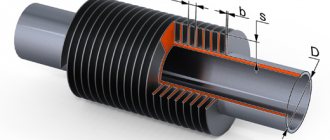
W przypadku rur ciepłej wody potrzebne są konstrukcje wielowarstwowe, ponieważ temperatura, którą muszą one wytrzymać, mieści się w granicach 110 ℃, czyli jest dość wysoka. W tym celu w takich produktach od wewnątrz umieszcza się warstwę usieciowanego polietylenu otrzymanego metodą nadtlenkową, pośrodku umieszcza się warstwę aluminium, a na wierzchu kolejną warstwę polietylenu.
Ze względu na obecność centralnej warstwy aluminium rura staje się wystarczająco mocna na zakrętach, aby zapobiec przedostawaniu się do niej tlenu. Ale zewnętrzna warstwa polietylenu jest w stanie chronić rurę przed promieniowaniem ultrafioletowym i uszkodzeniami mechanicznymi. Przekrój takich rur mieści się w przedziale 16-63 mm. W przypadku systemów grzewczych można również zastosować produkty wielowarstwowe o parametrach 16-20 mm.
Rodzaje rur XLPE

Rury są klasyfikowane według kilku kryteriów:
- Według miejsca przeznaczenia. Produkty uniwersalne służą do uporządkowania systemów ogrzewania i ogrzewania podłogowego. Specjalistyczne służą do organizacji komunikacji grzewczej lub instalacji ogrzewania podłogowego. Każdy rodzaj produktu nadaje się do instalacji systemu zaopatrzenia w wodę.
- Przy okazji oprogramowania układowego. W zależności od metody przetwarzania rura ma przypisaną odpowiednią klasę. Oprogramowanie układowe może być nadtlenkowe (PEXa), elektroniczne (PEXc), gazowe (PEXb) i chemiczne (PEXd).
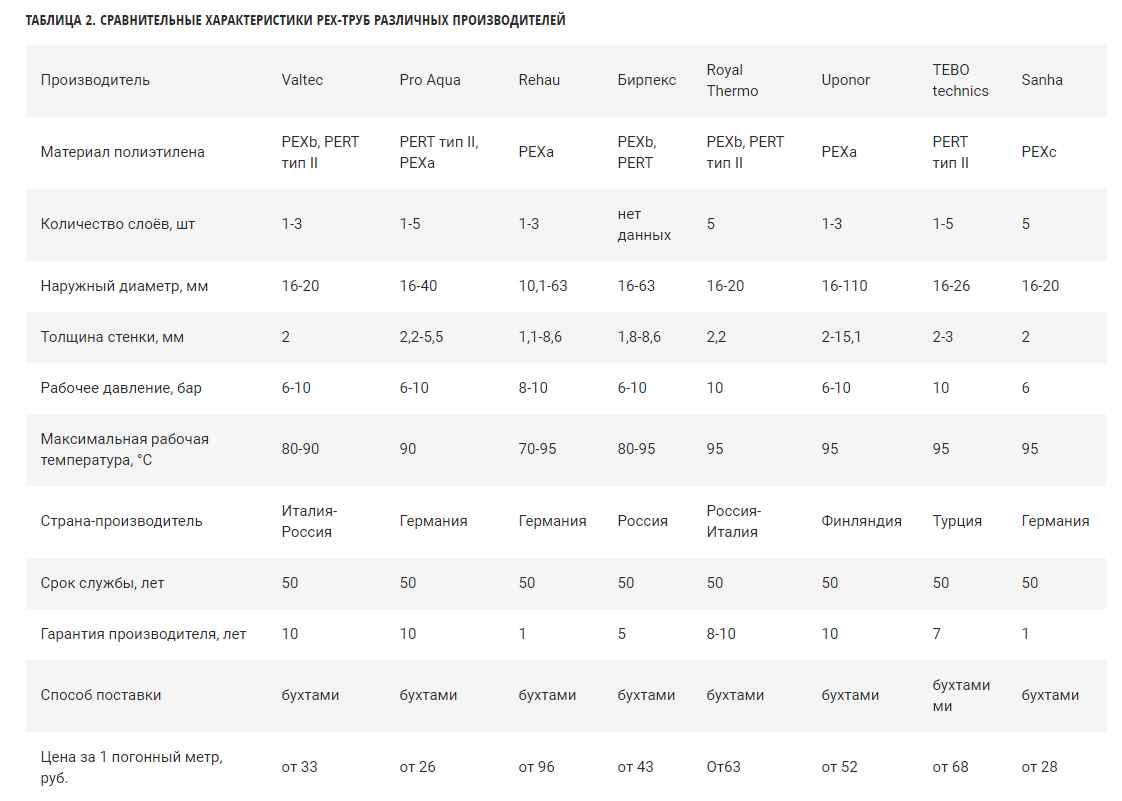
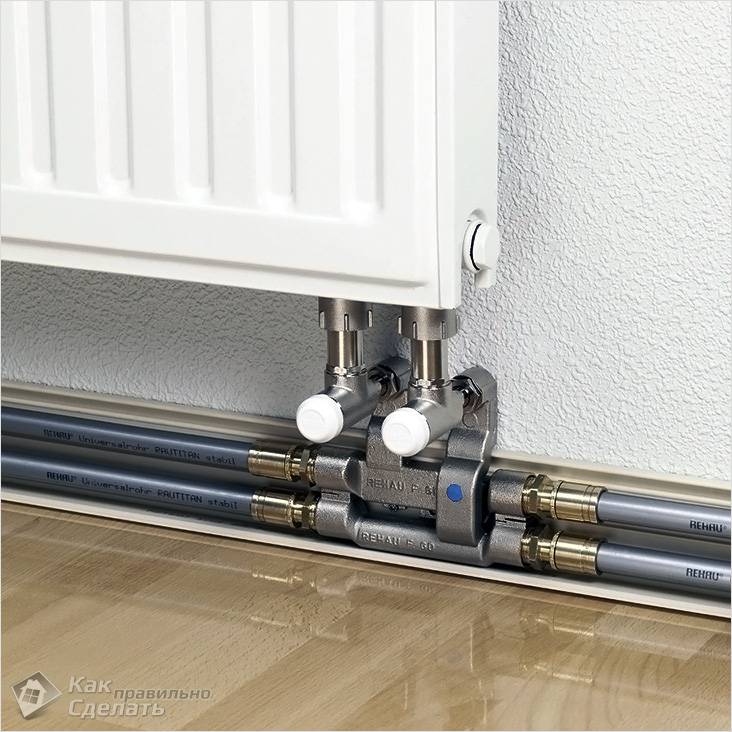
- Przez producenta. Najpopularniejsze są produkty niemieckiego koncernu RAUTITAN. Kupującemu oferowane jest kilka rodzajów rur o różnych średnicach. Fińska firma WIRSBO wytwarza produkty o średnich i małych rozmiarach. Najszerszy asortyment prezentuje izraelski producent GOLAN. Firma oferuje produkty z polietylenu usieciowanego o średnicy 12-500 mm.
Rodzaje okuć
Rury wykonane z usieciowanego polietylenu bardzo łatwo jest zginać - w tym celu wystarczy je ogrzać suszarką budowlaną. Jednak podczas instalacji systemu mogą być potrzebne nie tylko kolana, ale także łączenie poszczególnych kawałków rury - w tym przypadku stosuje się kształtki.
W zależności od przeznaczenia funkcjonalnego istnieją takie typy okuć:
- trójniki i krzyżyki;
- szczegóły narożników;
- złącza;
- odcinki;
- dyski.

W miejscach, w których planowana jest zmiana kierunku rurociągu, zwykle stosuje się narożniki. Na prostych odcinkach do łączenia stosuje się złączki. Jeśli konieczne jest zbudowanie dodatkowego odcinka do gotowego rurociągu, stosuje się rakle. Zadaniem trójników i krzyżyków jest ułożenie rurociągu, a zaślepki służą do zamknięcia końców.
Jednocześnie istnieje kilka rodzajów materiałów na okucia:
- chlorek winylu;
- polietylen;
- polipropylen;
- połączony materiał.
Najczęściej używane okucia mosiężne. Konieczne jest łączenie odcinków rur o tym samym przekroju za pomocą złączek prostych oraz złączek redukcyjnych o różnych średnicach.

Technika mocowania złączek zaciskowych
Do pracy z tego typu częścią potrzebne będą dwa klucze i sekator.
Montaż rur XLPE w jednym rurociągu za pomocą złączek zaciskowych odbywa się w kilku etapach. W pierwszym kroku na końcu rury umieszcza się nakrętkę zagniataną. Jego gwint musi być skierowany w stronę złącza. Następnie mocuje się rozcięty pierścień, ustawiając go tak, aby odległość od ciętej rury do krawędzi pierścienia wynosiła 1 mm.

Na końcu odcinek rury z polietylenu usieciowanego z nałożoną nakrętką i pierścieniem wciska się do oporu na kształtkę. Następnie użyj kluczy, aby mocno dokręcić nakrętkę zaciskaną. Należy pamiętać, że przed nasunięciem rury na tę złączkę nie trzeba jej demontować ani fazować. Jedynym środkiem ostrożności podczas pracy z tymi elementami jest kontrolowanie siły dokręcania nakrętek, aby rura nie odkształcała się.
Metody połączenia
Podczas instalacji części rurociągu można łączyć na kilka sposobów:
- złączki zaciskowe (zaciskane);
- złączki zaciskowe;
- złączki elektrooporowe.
Wybór konkretnego typu połączenia zależy od planowanych charakterystyk pracy.
Do instalacji komunikacji mogą być wymagane następujące narzędzia:
- Specjalne nożyce do cięcia rur. Obcinak do rur umożliwia cięcie rur na odcinki o pożądanym rozmiarze bez stosowania nadmiernej siły. W takim przypadku cięcie będzie gładkie, bez zadziorów, pod kątem 90 stopni. Takie cięcie zapewni wysoką jakość i niezawodność przyszłego połączenia.
- Prasa hydrauliczna.
- Rozwiertak do tulei zaciskowej, aby zwiększyć średnicę rury przed włożeniem złączki.
- Szczypce.
- Klucze do dokręcania nakrętki zagniatanej.
- Dopasowywanie.
Przy stosowaniu złączek elektrooporowych wymagana jest specjalna zgrzewarka. Można go wypożyczyć.
Złączki zaciskowe
Montaż usieciowanych rur polietylenowych za pomocą złączek zaciskowych odbywa się na przewodach wodociągowych. Wymagane jest tu minimum narzędzi - wystarczy przecinak do rur i klucz lub klucz nastawny.
Zalecamy zapoznanie się z: Osprzętami do podłączenia podgrzewanego wieszaka na ręczniki
Algorytm pracy jest następujący:
- Złączkę odkręca się i na końcu rury nakłada się kolejno nakrętkę zaciskową, pierścień rozcięty.
- Pierścień rozcięty jest osadzony 1 mm od krawędzi nacięcia.
- Dopasowanie złączki jest wsunięte w rurę do oporu.
- Ostrożnie przykręć nakrętkę zaciskaną do złączki, uważając, aby ją dokręcić, ale nie ścisnąć.

Ze względu na plastyczność polietylenu takie połączenie nie wymaga dodatkowego uszczelnienia. W razie potrzeby można go szybko zdemontować.
Złączki zaprasowywane
Zastosowanie złączek zaciskowych wyklucza demontaż komunikacji bez uszkodzenia. Połączenie okazuje się niezawodne, ale nie można go zwijać. do pracy potrzebny jest ekspander tulei zaciskowej, złączka zaciskowa.

Procedura instalacji połączenia:
- Na przygotowany odcinek rury nakłada się pierścień zaciskowy (tuleję zaciskową), odsuwając go od krawędzi.
- W rurę wkładany jest ekspander i rozciągany do rozmiaru kształtki.
- Wyjmij ekspander i włóż w jego miejsce złączkę części łączącej.
- Dzięki pamięci molekularnej materiału rura jest ściśnięta i ciasno owinięta wokół złączki.
- Dodatkowe mocowanie odbywa się poprzez naciągnięcie pierścienia zaciskowego na krawędź rury, ściśnięcie go za pomocą prasy ręcznej.
W związku z tym nie ma zewnętrznego nacisku na przyłącze. Jakość i niezawodność wynikają ze specjalnych właściwości samego usieciowanego polietylenu.
Połączenie spawane elektrycznie
Spawanie elektryczne rurociągów z polietylenu odbywa się tylko przy użyciu specjalnych złączek.
Porządek pracy:
- Na przygotowane rury nakładana jest tuleja zgrzewana elektrycznie.
- Spawarka jest podłączona do styków na złączce.
- Zgrzewanie następuje po podgrzaniu materiału do temperatury 170 stopni.
- Czas nagrzewania ustawiany jest automatycznie w zależności od średnicy rurociągu. Jeżeli zgrzewarka nie posiada tej funkcji to czas zgrzewania i temperaturę należy odczytać z dokumentacji montażu.
- Pod koniec procesu spawania aparat jest wyłączany, połączenie pozostawia się do ostygnięcia.
Ta metoda połączenia jest najdroższa, ale także najbardziej niezawodna. W przypadku eksploatacji rurociągów na kształtkach elektrooporowych nie ma ograniczeń temperatury i ciśnienia. Połączenie jest mocniejsze niż same rury.
Zalecamy zapoznanie się z: Jak dokonać przejścia z rury żeliwnej na plastikową
Łączenie rur za pomocą połączeń zagniatanych
Mocowanie wyrobów rurowych do złączek zaciskowych wymaga następujących narzędzi:
- prasa do zagniatania;
- sekatory lub nożyczki do cięcia rury;
- pistolet rozprężny z kompletem dysz.
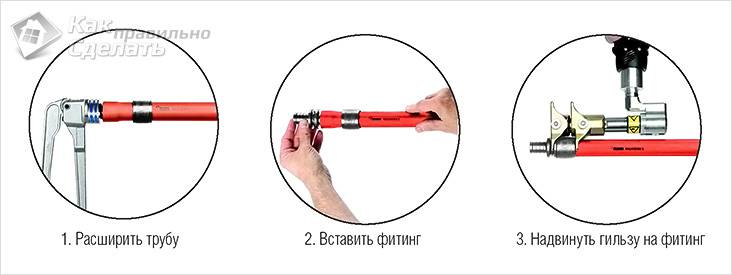
Przede wszystkim cięte są rury. Bardzo ważne jest, aby cięcia były gładkie i równe, bez zadziorów - przydadzą się do tego specjalne nożyczki.
Na przygotowanej krawędzi nakłada się rękaw, który następnie zostaje zaciśnięty. Należy pamiętać, że przed przystąpieniem do prac nad poszerzaniem krawędzi należy założyć rękaw - w przeciwnym razie nie będzie już pasował.

Następnym krokiem będzie rozszerzenie wlotu rury o kilka milimetrów za pomocą specjalnego pistoletu z dyszą o wymaganym rozmiarze. W poszerzone wejście wkładana jest złączka montażowa, ułatwiająca pracę ze specjalnym smarem zawartym w zestawie.
Na ostatnim etapie tuleja na rurach XLPE jest mocowana za pomocą specjalnej prasy. Tutaj też trzeba uważać, aby nie zdeformować stacji dokującej.