Alle stadia van de productietechnologie van schuimplastic komen aan bod. De apparatuur die nodig is om dit materiaal te maken, wordt vermeld. Er worden aanbevelingen gegeven, waarmee u zich zeker vertrouwd moet maken voordat u koopt.
Velen van ons hebben polystyreenschuim meer dan eens ontmoet, het op de tast geprobeerd, er iets van gemaakt, het in de bouw gebruikt, voor woningverbetering. Niet iedereen weet echter wat de technologie is om schuimplastic te maken, wat de kenmerken ervan zijn.
Vreemd genoeg, maar bij de productie van dit materiaal is er niets super ingewikkelds. En het is opmerkelijk dat er nu veel geëxpandeerd polystyreen van lage kwaliteit op de markt is verschenen, dat is gemaakt zonder rekening te houden met de relevante wet- en regelgeving.
Sommige ambachtslieden slagen erin om zelfs in een gewone garage een kleine productielijn te creëren. Ja, wees niet verbaasd.
En hiermee moet rekening worden gehouden bij het kopen - niet alle Vasya Pupkins houden zich strikt aan de voorgeschreven technologische normen. En welke normen kunnen er in de garage zijn?
Hoe wordt piepschuim gemaakt?
Eerder hadden we het over wat geëxpandeerd polystyreen is. Bedenk dat dit materiaal bestaat uit talloze cellen gevuld met lucht. Dit betekent dat het fabricageproces het schuimen van het materiaal moet omvatten.
En daar is: het schuimproces is een van de belangrijkste bij de productie van geëxpandeerd polystyreen.
Dit is echter niet alles.
Stadia van schuimproductietechnologie
Meestal omvat het proces:
1. Schuimen. Tijdens dit proces worden de grondstoffen in een speciale container (schuimmiddel) geplaatst, waar onder invloed van druk (er wordt een stoomgenerator gebruikt) de korrels ongeveer 20-50 keer toenemen. De operatie is binnen 5 minuten uitgevoerd. Wanneer de pellets de gewenste grootte hebben bereikt, zet de operator de stoomgenerator uit en lost het schuim uit de container.
2. Drogen van de verkregen korrels. In dit stadium is het belangrijkste doel het verwijderen van overtollig vocht dat op de korrels achterblijft. Dit gebeurt met behulp van hete lucht - het wordt van onder naar boven gericht. Tegelijkertijd worden de korrels voor een betere droging geschud. Dit proces duurt ook niet lang - ongeveer 5 minuten.
3. Stabilisatie (tracking). De korrels worden in silo's geplaatst, waar het verouderingsproces plaatsvindt. Duur van het proces - 4. 12 uur (afhankelijk van de omgevingstemperatuur, de grootte van de korrels).
Belangrijke opmerking: de technologie voor de productie van geëxpandeerd polystyreen kan de 2e fase (drogen) uitsluiten. In dit geval duurt de stabilisatie (beddengoed) langer - tot 24 uur.
4. Bakken. Deze stap in de schuimproductie wordt vaak molding genoemd. De bottom line is om de eerder verkregen korrels te verbinden. Om dit te doen, worden ze in een speciale mal geplaatst, waarna de korrels onder druk en onder invloed van hoge temperatuur van waterdamp worden gesinterd. Duurt ongeveer 10 minuten.
5. Rijping (veroudering). Het doel is om de resulterende geëxpandeerde polystyreenplaten te ontdoen van overtollig vocht, evenals van de resterende interne spanningen. Hiervoor worden de platen enkele dagen op een lege plek in de productiewerkplaats geplaatst. In sommige gevallen kan het rijpen tot 30 dagen duren.
6. Snijden. De geproduceerde blokken polystyreen worden op een speciale machine geplaatst, waarop de blokken worden gesneden in platen van de juiste dikte, lengte en breedte.Dit productieproces wordt uitgevoerd met behulp van nichrome snaren die tot een specifieke temperatuur worden verwarmd. Dienovereenkomstig worden zowel horizontaal als verticaal snijden van blokken uitgevoerd.
Zo wordt piepschuim gemaakt.
Natuurlijk, na de genoemde 6 fasen, 7e fase - verwerking van de resterende snippers... Als gevolg hiervan worden ze gemengd met andere korrels, die vervolgens dezelfde processen ondergaan - sinteren, veroudering.
De apparatuur die wordt gebruikt bij de productie van geëxpandeerd polystyreen wordt weergegeven in de vorm van een tabel:
Methode voor het droogschuimen van polystyreen
De uitvinding is gericht op het verhogen van de productiviteit van de werkwijze en de opschuimsnelheid van PSV-polystyreen. Het technische resultaat wordt bereikt doordat de methode van droogschuimen van polystyreen bestaat uit het kortstondig verwarmen van PSV-korrels in lucht, daaropvolgende kortdurende blootstelling aan vacuüm op de verwarmde korrels, vervolgens afkoelen van de korrels onder vacuüm tot onder de temperaturen van de viskeuze -vloeitoestand van polystyreen en, na afkoeling, vacuümverwijdering. Droge verwarming van PSV-korrels wordt uitgevoerd in een afgesloten container gevuld met hete lucht. In dit geval wordt een vacuüm gecreëerd door lucht uit een afgesloten container te pompen. De koeling van de korrels wordt voornamelijk uitgevoerd door de straling van de thermische energie van de korrels. 2 kp. vlieg, 3 dwg
De methode van droogschuimen van PSV-polystyreen verwijst naar de technologie voor het verkrijgen van korrelig polystyreenschuim voor constructie.
Geëxpandeerd polystyreenkorrels worden verkregen uit onbewerkte polystyreenkorrels PSV (foam suspension polystyreen) geproduceerd door de chemische industrie. Ruwe korrels zijn verzadigd met moleculen van het laagkokende product isopentaan met een kookpunt van 28°C. Wanneer de korrels worden verwarmd, gaat het polystyreen van de korrels geleidelijk over in een viskeuze vloeiende toestand, en isopentaan kookt en zet het korrelmateriaal uit door de druk van zijn dampen; schuimvorming (zwelling) van polystyreen treedt op. De technologie maakt gebruik van een temperatuur van ongeveer 100 ° C; het is een natuurlijke relatie tot het kookpunt van water en de temperatuur van waterdamp bij normale atmosferische druk. Ruwe korrels zijn klein van formaat: voornamelijk van 0,5 tot 2,0 mm, en wanneer ze worden opgeschuimd, vermenigvuldigen ze zich in volume. Gegoten warmte-isolerende producten in de vorm van platen en segmenten worden gemaakt van geschuimde korrels en korrels worden toegevoegd aan beton als een licht aggregaat om polystyreenbeton te verkrijgen - een laag warmtegeleidend, lichtgewicht en voldoende duurzaam materiaal voor het bouwen van huizen.
Een bekende methode voor het opschuimen van polystyreen met heet water [A.S. 1578020 A1, cl. В29С 67/22, uitg. 07.15.90]. Deze methode geeft een goed resultaat wat betreft de schuimsnelheid van de korrels. De methode is een eenvoudige, ongecompliceerde en technologische uitrusting. Het voordeel van de methode is de mogelijkheid om een lage schuimsnelheid van polystyreen te verkrijgen bij een watertemperatuur onder 100 ° C met gecontroleerde productie van productdichtheden in het bereik van 200 tot 20 kg / m3. Het nadeel van deze methode zijn de zogenaamde "natte processen" (het gebruik van water, waterverdamping, de noodzaak om de korrels te drogen). Bovendien moeten de met deze methode verkregen korrels niet alleen worden gedroogd, maar ook na droging tot 24 uur worden bewaard in een luchtomgeving met normale temperatuur en vochtigheid om het vacuüm erin te verwijderen, anders worden ze gemakkelijk platgedrukt onder mechanische belasting. Tot nu toe was het niet mogelijk om hoogwaardige technologische apparatuur te maken die deze methode implementeert, daarom wordt de methode momenteel niet gebruikt in de productie.
Een bekende methode voor het opschuimen van polystyreen PSV in een omgeving van hete waterdamp [A.S. 1458244 A1, cl. В29С 67/20, publ. 15-02-89]; deze methode wordt veel gebruikt in de bouw.Door deze methode worden geschuimde polystyreenschuimkorrels met een stortgewicht van 8 kg/m3 en hoger verkregen. De industrie produceert schuimmiddelen met een kleine en grote productiviteit. Het nadeel van deze methode zijn de zogenaamde "natte processen" (het gebruik van water, het genereren van stoom daaruit, de noodzaak om het resulterende materiaal te drogen). Bovendien moeten de korrels die met deze methode worden verkregen niet alleen worden gedroogd, maar ook na drogen gedurende maximaal 24 uur in lucht bij normale temperatuur en vochtigheid worden bewaard om het vacuüm erin te verwijderen, anders worden ze gemakkelijk platgedrukt onder mechanische belasting. Het proces vereist de opwekking van een aanzienlijke hoeveelheid heetwaterdamp, die een grote hoeveelheid thermische energie verbruikt.
Het echte nadeel van deze methode is de zeer snelle schuimvorming in het bereik van productdichtheden van 200 tot 20 kg/m3, wat het moeilijk maakt om een product te verkrijgen met een bepaalde dichtheid in dit bereik. Dit wordt nog verergerd door het onvermogen om snel de dichtheid van het resulterende product te bepalen tijdens dit snelle schuimproces, berekend in seconden, aangezien het bepalen van de dichtheid van een nat product het monster eerst enkele uren moet drogen.
Vanwege het feit dat een aanzienlijke hoeveelheid korrelig geëxpandeerd polystyreen wordt gebruikt als een lichtgewicht betonaggregaat, is het in de technologie van polystyreenbeton belangrijk om de technologiekosten te vereenvoudigen en te verlagen, het energieverbruik te verminderen en de bulkdichtheid van korrelig polystyreenschuim om de kosten van polystyreenbetonproducten te verlagen.
De bekende werkwijze, genomen als een prototype van de uitvinding, A.S. 680628, MKI3 B29D 27/00, publ. 25-08-1979, en een apparaat voor het droogschuimen van polystyreen met hete lucht. In dit geval is noch heet water noch hete waterdamp vereist, drogen van de schuimkorrels en lange blootstelling zijn niet vereist, omdat het vacuüm daarin wordt verwijderd tijdens het schuimproces. Dienovereenkomstig is er minder verwerkingsapparatuur nodig, worden energiekosten verlaagd, wordt productieruimte bespaard, enz. Opschuimen is gladder dan opschuimen met stoom, en dit is nuttig bij het verkrijgen van een product met een verhoogde dichtheid. Het is gemakkelijk om de schuimsnelheid te verminderen door de luchttemperatuur te verlagen. Met droogschuimen kunt u tijdens het proces snel de stroomdichtheid van het product controleren en tijdig aanpassen. Droog schuimen duurt echter 3-4 keer langer dan nat schuimen, en een stijging van de luchttemperatuur leidt tot het smelten van de korrels. Ook is het niet mogelijk om polystyreenschuim in korrelvorm te produceren met een dichtheid lager dan 16 kg/m3.
De auteur van de onderhavige uitvinding bestudeert al lange tijd de methode van droog zwellen van polystyreen, de ontwikkeling en productie van droge lucht expanderende middelen, wetenschappelijke en technische rapporten hebben staatsregistratie, patenten voor droge lucht expanderende middelen zijn verkregen . Uitbreidingsmiddelen vervaardigd door de onderneming van de auteur zijn geavanceerder, de minimale dichtheid van het geëxpandeerde product verkregen met deze expansiemiddelen in het proces van een enkele continue expansie bereikt 10 kg / m3. De termen schuimvorming en zwelling worden momenteel volgens de laatste publicaties als eenduidig beschouwd. De term schuimen komt vaker voor, daarom is hij het die verder wordt gebruikt. Tijdens het onderzoek zijn de processen van het schuimen van polystyreen met heet water en hete stoom bestudeerd. Gebleken is dat schuimen met heet water en heetwaterdamp een product geeft met een minimale dichtheid van 15 kg/m3. En alleen het secundaire schuimen van een reeds geschuimd product na het drogen en dagelijkse veroudering maakt het mogelijk om een dichtheid van 8 kg / m3 te bereiken.
Dit wordt als volgt uitgelegd. De dampdruk van isopentaan bij 20 ° C (293 K) is 79 kPa, wat lager is dan de druk van de omgevingslucht (technische atmosfeer 98 kPa, fysieke atmosfeer 101 kPa).Door te verhitten tot 100°C zal de dampdruk iets toenemen. Helaas zijn er geen gegevens over de dampspanning van isopentaan bij een temperatuur van ongeveer 100 ° C. Als isopentaan bij deze temperatuur een gas zou zijn, dan zou de druk toenemen bij verhitting van 20 ° C (293 K) tot 100 ° C (373 ° C) 373/293 = 1,27 keer en 79 1,27 = 100, 33 kPa bereiken. Dit ligt dicht bij de atmosferische druk, d.w.z. de barstende overdruk zou de weerstand van het polymeer niet overwinnen. Waarschijnlijk is de dampdruk van isopentaan nog steeds iets hoger dan de atmosferische druk, daarom schuimen de korrels in werkelijkheid nog steeds, hoewel niet erg actief aan het einde van het proces - in het gebied van lage productdichtheden.
Het doel van de uitvinding is het creëren van een technologie voor de vervaardiging van korrelig polystyreenschuim door droogschuimen om een product met een minimale dichtheid te verkrijgen met een minimale procesduur, die overeenkomt met de maximale productiviteit van de technologie.
Dit doel wordt bereikt doordat bij de methode van droogschuimen PSV-polystyreen korte tijd wordt verwarmd en vervolgens kort aan vacuüm wordt blootgesteld, waarna het wordt afgekoeld zonder het vacuüm te verwijderen en na afkoeling van de korrels tot onder de temperatuur van de viskeuze toestand van polystyreen, wordt het vacuüm verwijderd.
Droge verwarming van korrels wordt uitgevoerd in een afgesloten container gevuld met hete lucht en vacuüm wordt gecreëerd door lucht uit de container te pompen.
De koeling van de korrels wordt voornamelijk uitgevoerd door de straling van de thermische energie van de korrels.
Door het wegvallen van de externe atmosferische tegendruk wordt de dampdruk van isopentaan zoveel mogelijk gerealiseerd - in de maximale veelvoud en maximale schuimsnelheid van de korrels. De toename (schuimvorming) van de korrels gaat door totdat de dampdruk van isopentaan, die afneemt door zijn expansie en gedeeltelijke diffusie uit de korrels, wordt gecompenseerd door de elastische tegengestelde spanningen van het korrelmateriaal. Tegelijkertijd helpt de minimale duur van het schuimproces om het verlies aan isopentaan, respectievelijk de maximale expansiesnelheid, te verminderen. Bovendien is het behoud van de maximaal mogelijke hoeveelheid isopentaan essentieel voor de vormtechnologie van geëxpandeerde polystyreenproducten, waarbij het vormen van producten wordt uitgevoerd door secundair schuimen van geëxpandeerde polystyreenkorrels als gevolg van achtergebleven isopentaan en lucht die in de korrels is gedrongen .
De afkoeling van de korrels fixeert de structuur van het korrelmateriaal en het effect van vacuüm tijdens het afkoelen van de korrels laat ze niet krimpen, waardoor de grotere afmeting van de korrels behouden blijft, zelfs nadat het vacuüm is verwijderd.
Een afname van de dichtheid van het product en een toename van de productiviteit van het proces zal leiden tot een afname van de kosten van korrelig polystyreenschuim en tot de volledige realisatie van alle aangegeven voordelen van het PSV droogschuimproces.
Figuur 1 toont een foto van korrels die op verschillende manieren zijn verkregen:
- de bovenste rij korrels wordt verkregen door de traditionele methode van het schuimen van ruwe polystyreenkorrels in een omgeving van hete waterdamp (boven de spiegel van kokend water);
- de middelste rij korrels wordt verkregen door ruwe polystyreenkorrels op te schuimen in kokend water;
- de onderste rij korrels wordt verkregen door de voorgestelde methode van droogschuimen van ruwe polystyreenkorrels (droge verwarming in hete lucht met daaropvolgende evacuatie).
Figuur 2 toont een foto van een laboratoriumapparaat voor het implementeren van de voorgestelde methode op een enkele korrel, die is gemarkeerd met positie 1, in een positie waarin de korrel zich in de verwarmingszone bevindt.
Figuur 3 toont een foto van een laboratoriumapparaat voor het implementeren van de voorgestelde methode op een enkele korrel, die is gemarkeerd met positie 1, wanneer de korrel uit de verwarmingszone wordt verwijderd om te koelen.
Met het apparaat kunt u een afzonderlijke PSV-pellet op een uittrekbare lade verwarmen in een omgeving met hete, droge lucht. De kachel is gemaakt in de vorm van een beugel die een ruimte van ongeveer 50 cm3 rondom de pelletbak afdekt.
De pelletkachel is gehuisvest in een verwijderbare glazen kap, zoals te zien is op de foto's, het apparaat is hermetisch afgesloten met een aansluiting op een vacuümpomp. De verwarming wordt automatisch aangestuurd door een elektronisch apparaat waarmee u de vooraf ingestelde verwarmingstemperatuur binnen bepaalde grenzen kunt instellen en behouden.
Proefexperimenten in het temperatuurbereik 100 ... 125 ° C stellen de optimale temperatuur voor het experiment van de verwarmingsmaster 115 ° C in, dit komt overeen met een luchttemperatuur in het gebied van korrelplaatsing van ongeveer 105 ° C (gemeten door ander apparaat). Na het opwarmen van het apparaat werd een PSV-korrel met een diameter van 1,6 mm op de verlengde schaal geplaatst en werd een glazen kap geïnstalleerd. Het bakje met de pellet werd een bepaalde tijd in de kachel geduwd, berekend in hele minuten. Na een vooraf bepaalde tijd, bijvoorbeeld één minuut, werd de vacuümpomp 20 seconden ingeschakeld, vervolgens werd de schaal met de korrel 10 seconden uit de verwarming getrokken om af te koelen zonder het vacuüm te verwijderen, waarna de vacuümpomp werd ingeschakeld uit. Na 20 seconden nam het vacuüm spontaan af, werd de glazen dop verwijderd, werd de korrel uit de schaal verwijderd en werd de diameter ervan gemeten op een optische microscoop met een twintigvoudige vergroting, met een meetschaal.
De afkoeling van de korrel in vacuüm vindt plaats door de straling van thermische energie, omdat er is geen koelvloeistof. Daardoor vindt er ook snel afkoeling plaats, zonder de warmte-isolerende werking van lucht. Eerder werd door aanvullende experimenten vastgesteld dat de structuur van polystyreenkorrels al bij 80 ° C nogal stijf wordt.
De volgende PSV-korrel met dezelfde diameter doorliep dezelfde cyclus met een opwarmtijd van een minuut langer, met dezelfde procesparameters. Alle gegevens en experimentele resultaten werden gelogd.
Ter vergelijking: in hetzelfde proces, met enkelvoudige korrels van dezelfde grootte, van hetzelfde PSV-monster, werd het schuimen uitgevoerd in hete, droge lucht zonder vacuüm toe te passen op hetzelfde laboratoriumapparaat en werd het schuimen van de korrels op een gaasblad boven een spiegel uitgevoerd. kokend water in een deksel met deksel (wat overeenkomt met het traditionele zwellen met stoom).
De originele en geëxpandeerde kralen werden in rijen neergelegd en gefotografeerd samen met een liniaal op millimeterschaal, figuur 1, waarmee de resultaten visueel kunnen worden beoordeeld en zelfs de diameters van de kralen kunnen worden gemeten. Maar ook zonder metingen is het resulterende positieve effect duidelijk zichtbaar.
Op de bovenste rij bevinden zich stoomgeschuimde korrels; het is duidelijk hoe snel PSV-korrels in de eerste minuut schuimden. Daarna neemt hun grootte langzaam toe en bereikt een maximum op de 4e minuut. Verder is er een afname van de diameter van de korrels - vernietiging. Dit komt door het verlies van het expansiemiddel, isopentaan, door de korrels als gevolg van diffusie.
In de middelste rij zijn er korrels geschuimd in hete droge lucht zonder vacuüm. Het is te zien dat de korrels langzamer schuimen dan in een stoomomgeving, op de 5e minuut bereiken ze hun maximale grootte, maar kleiner dan de maximale korrelgrootte in het geval van stoomschuimen, dan neemt de grootte van de korrels af door de verlies van isopentaan. Het is relevant om te zeggen dat een afname van de schuimsnelheid van korrels gemakkelijk en binnen een breed bereik kan worden bereikt door de temperatuur van de verwarmer te verlagen.
De onderste rij bevat korrels na het opschuimen met hetzelfde apparaat in een heteluchtomgeving, bij dezelfde ingestelde temperatuur, met behulp van een vacuüm. Het is te zien dat schuimvorming in dit geval sneller en in grotere mate optreedt.Vanzelfsprekend kan de snelheid en snelheid van het schuimen daarbij gemakkelijk en binnen ruime grenzen worden geregeld door de verwarmingstemperatuur en de mate van evacuatie.
De gegeven informatie bewijst de haalbaarheid van de methode en de mogelijkheid om het gestelde doel te bereiken.
1. Werkwijze voor het droog opschuimen van korrels van gesuspendeerd schuim polystyreen, met inbegrip van het bewaren van de korrels in een heteluchtomgeving, met het kenmerk dat ze na een korte verhitting van de korrels worden onderworpen aan een kort vacuüm, waarna ze worden afgekoeld zonder het vacuüm te verwijderen , en na het afkoelen van de korrels tot onder de temperaturen van de viskeuze toestand van polystyreen, wordt het vacuüm verwijderd ...
2. Werkwijze volgens conclusie 1, met het kenmerk, dat het droog verwarmen van de korrels wordt uitgevoerd in een afgesloten houder gevuld met hete lucht, en het vacuüm wordt gecreëerd door lucht uit de houder te pompen.
3. Werkwijze volgens conclusie 1, met het kenmerk, dat de koeling van de korrels in hoofdzaak wordt uitgevoerd door straling van de thermische energie van de korrels.
De productietechnologie van schuim heeft een directe invloed op de kwaliteit
Zoals we hierboven al zeiden, is de markt nu gevuld met een aanzienlijke hoeveelheid materiaal van lage kwaliteit. Het kan worden geproduceerd in garages, een soort magazijnen.
Maar het grootste probleem is niet waar het materiaal wordt gemaakt (hoewel het milieu ook de kwaliteit beïnvloedt), het grootste probleem is dat niet alle regels voor het maken van schuim worden nageleefd.
Welke afwijkingen kunnen er zijn van de juiste productie van geëxpandeerd polystyreen?
De meest uiteenlopende - van granulatie van slechte kwaliteit tot slecht, onnauwkeurig snijden van schuimblokken tot platen.
Sommige slimme mensen voeren niet als zodanig stabilisatie, veroudering uit. Voor hen is alleen de productiesnelheid van geëxpandeerd polystyreen belangrijk.
"Hoe meer - hoe beter - we zullen meer geld verdienen!"
Hierdoor gaan de eigenschappen van het schuim sterk achteruit:
- het kan kwetsbaar, kwetsbaar blijken te zijn,
- korrels kunnen slecht met elkaar worden verbonden,
- de dichtheid kan ongelijk zijn.
Het kan ook te wijten zijn aan defecte apparatuur van lage kwaliteit die bij de productie werd gebruikt - opschuimers, drogers, compressoren, stoomgeneratoren, enz.
En verder belangrijk moment: bij slechte fabricagetechnieken kan het schuim een scherpe, onaangename geur hebben. Zo'n foto is mogelijk: ze brachten nieuwe platen geëxpandeerd polystyreen mee naar huis, legden ze in een garage of een andere kamer, enz. al snel hoorden ze dat de kamer gevuld was met een soort scherpe, onaangename geur.
Recycling is de beste manier om polystyreenafval af te voeren
Is er een alternatief voor het dumpen van kapotte en versleten goederen op een stortplaats? Zeker. Dit is recyclen. Tijdens verwerking en verder gebruik verliezen polymere materialen hun kwaliteiten niet, waardoor we er producten van kunnen maken met hetzelfde kwaliteitsniveau. De kosten van dergelijke recyclebare materialen worden echter aanzienlijk verlaagd.
Recycling van plastic maakt het niet alleen mogelijk om de risico's van milieuvervuiling door schadelijke giftige dampen te verminderen, maar ook om uw financiële situatie te verbeteren, aangezien u een behoorlijke vergoeding krijgt voor de geleverde polymeren. Onze organisatie houdt zich al jaren bezig met de inzameling van plastic afval en de verdere verwerking ervan.
Het recyclingproces zelf bestaat uit drie hoofdfasen:
- agglomeratie;
- granulatie;
- vorming van producten.
Ons bedrijf beschikt over alle benodigde vergunningen en vergunningen voor het inzamelen en verwerken van recyclebare materialen. Wij accepteren alle soorten piepschuim, behalve verontreinigd met metalen insluitsels en behorend tot de 1e gevarenklasse.
Conclusies over de productie van schuim
- De technologie is vrij eenvoudig, maar vereist verplichte naleving van alle voorgeschreven regels en voorschriften.
- Materiaal (dat uiterlijk vergelijkbaar zal zijn met kwaliteit) kan worden verkregen, zelfs met aanzienlijke afwijkingen van de productieregels. En dit wordt gebruikt door "handwerk" bedrijven (slechte mensen).
Daarom: koop alleen producten van betrouwbare, vertrouwde fabrikanten (die de kwaliteit bewaken)... Controleer de leveranciers voor de juiste kwaliteitscertificaten.
Nu weet u hoe schuim wordt gemaakt, u kent de belangrijkste kenmerken van de fabricagetechnologie en aan welk materiaal u de voorkeur moet geven. Succes!
Schuimplastic wordt zeer veel gebruikt - het is onmisbaar als warmte-isolerend, afwerkings- en verpakkingsmateriaal. Hoe is hij? Hoe wordt de schuimproductie uitgevoerd, welke grondstoffen en apparatuur worden gebruikt? Laten we het uitzoeken!
Productietechnologie
Er is één belangrijk technologisch moment in het idee om de vloer in de garage op marmer te laten lijken:
- Het marmerpatroon verschijnt als gevolg van de lichtbreking in een doorschijnende vloerbedekking. Het is duidelijk dat er geen enkele gram marmer in een dunne film op de vloer wordt en kan worden aangebracht. Kleur en textuur worden geselecteerd met toners;
- De basis van de vloer is gemodificeerd polystyreen. De film van kunstmarmer blijkt dun en zeer duurzaam te zijn, dus je hoeft niet bang te zijn voor scheuren door vallend gereedschap of sporen van het spijkerrubber van een auto.
Productietechnologie omvat de plaatsing van een marmeren vloer in de garage gemaakt van schuim. Al het afval van verpakkingen, resten van polystyreenschuimisolatie, ongeacht het merk en de dichtheid, dit alles kan worden gebruikt om een beschermende en tegelijkertijd decoratieve film te maken met imitatie van marmertextuur. Het materiaal wordt met een gewone borstel op beton aangebracht, droogt snel genoeg. Het marmer renoveren is eenvoudig genoeg, u hoeft alleen maar een nieuwe mortel te maken en deze met een borstel op de garagevloer aan te brengen.

Makkelijker en sneller marmer maken op de vloer in een garage in één laag vernis
Belangrijk! De marmeren vloer zal vrij vaak moeten worden vernieuwd, aangezien geëxpandeerd polystyreen, met al zijn voordelen, een hogere thermische uitzettingscoëfficiënt en zeer weinig ductiliteit heeft.
Dit betekent dat bij sterke veranderingen in lucht- en betontemperatuur de kunstmarmerfilm geleidelijk zal loslaten, dus u heeft een kleine voorraad materiaal nodig om de decoratieve vloer in de garage periodiek te herstellen.
Wat is piepschuim?
Schuimen omvatten alle soorten met gas gevulde kunststoffen.
Opvallende kenmerken van het materiaal:
- poreuze structuur, die bestaat uit gesloten cellen;
- lage dichtheid;
- hoge geluids- en warmte-isolatie-eigenschappen.
De groep geschuimde kunststoffen omvat:
- polyvinylchloride materiaal;
- polyurethaan analoog;
- ureum-formaldehyde schuim;
- fenol-formaldehyde materiaal;
- polystyreen analoog.
Geëxpandeerd polystyreen is het meest voorkomende materiaal. Ik zal de productie ervan beschrijven. Geëxpandeerd polystyreen werd in 1951 gemaakt door het Duitse bedrijf BASF. Toen kreeg hij de merknaam "piepschuim".
Schuimplastic voor zijn hoofddoel is een warmte-isolerend materiaal. Het is voor 98% lucht. Het gas zit in veel kleine, dunwandige cellen van polystyreenschuim.
Wat voor grondstoffen worden er gebruikt?
Expandeerbaar polystyreen wordt gebruikt als grondstof voor polystyreen:
- Het wordt verkregen door middel van styreenpolymerisatie van het suspensietype.
- Het proces vindt plaats onder toevoeging van een poriënvormende stof, een mengsel van isopentaan en pentaan. Het volume van het mengsel in het materiaal is 5-6%.
- Als het schuim bedoeld is voor de bouw, dan wordt aan de grondstof 1% van een brandvertrager toegevoegd. Dit zijn meestal broomverbindingen.
Polystyreen wordt geproduceerd in de vorm van korrels. Deze bolvormige deeltjes worden behandeld met antistatische middelen. Ze voorkomen de accumulatie van elektrische ladingen door het materiaal tijdens het transport.Ook verbetert de verwerking de maakbaarheid van grondstoffen. Polystyreenkorrels in het Russisch duiden PSV (expandeerbaar polystyreen) aan.
Fabrikanten verschillen in merken, soorten schuim en grondstoffen. Lees daarom voordat u het materiaal koopt het symbool in de technische documentatie.
- EPS (uitzetbaar polystyreen), uitzetbaar polystyreen. Dit is de internationale aanduiding voor korrels. FS (zelfdovend polystyreen) Is een andere mogelijke markering.
- PSB (suspended non-pressed polystyreenschuim) Is de Russische aanduiding voor piepschuim.
PSB-S (zwevend zelfdovend polystyreenschuim) - een andere versie van de Russische markering.
Na zo'n aanduiding is er een digitale aanduiding van de materiaalgraad qua dichtheid.
Waar wordt piepschuim gebruikt?
Het gebruik van schuim werd bepaald door zijn technische kenmerken. Zowel vormproducten van geëxpandeerd polystyreen als het gebroken afval ervan worden gebruikt.
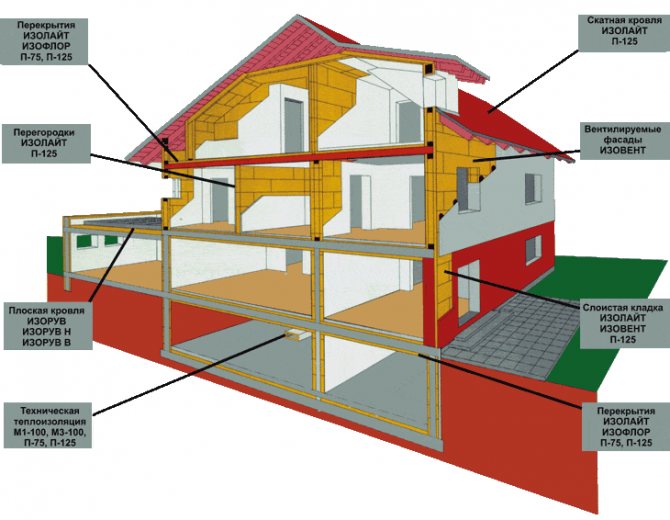
Foamboards worden gebruikt in de bouw:
- Voor doe-het-zelf isolatie van gevels en interieurs van gebouwen.
- Voor de productie van niet-verwijderbare bekisting.
- In sandwichpanelen.
- Als isolerende laag in dragende constructies (drielaagse panelen of blokken van gewapend beton, gelaagd metselwerk).
- Als isolerende ondergrond onder de dekvloer voor mastiek- of roldaken.
- Voor thermische isolatie van vloeren en kelders.
- Als bescherming tegen bevriezing van de wegbasis.
Ook wordt schuim gebruikt:
- in de scheepsbouw;
- in koelapparatuur;
- bij het plaatsen van pontons en drijvende pieren;
- als verpakking voor voedsel en huishoudelijke apparaten.
Vanwege de lage prijs en de gemakkelijke verwerking worden decoratieve schuimvormproducten nu veel gebruikt:
- plinten;
- plafondtegels;
- vormstukken, enz.
De samenstelling van polystyreenbeton.
Polystyreenbeton behoort tot composietmaterialen en bestaat uit:
- Portlandcement (bindmiddel),
- geschuimd polystyreen (vulstof),
- water,
- luchtbelvormend additief (microschuimmiddel).
Als microschuimmiddel wordt meestal verzeepte houthars gebruikt, waarvan een kleine hoeveelheid luchtbellen in de geroerde cementpasta creëert en daardoor het volume van het mengsel tot 10% verhoogt. Daarnaast heeft SDO de eigenschappen van een oppervlakteactieve stof (surfactant), verbetert het de bevochtiging van polystyreenkorrels met water en verhoogt het de homogeniteit en plasticiteit van het betonmengsel.
Goedkoop en vrolijk - houten betonnen huis. - hier is meer nuttige informatie.
Sommige formuleringen gebruiken teeradditief om de hydrofobe eigenschappen van het materiaal te verbeteren, en polystyreenbeton met een hogere dichtheid gebruikt kwartszand als mineraal vulmiddel. Voor de bereiding van alle samenstellingen worden cementkwaliteit M400 en hoger en geëxpandeerd polystyreen in korrels met een diameter van 2,5-10 mm gebruikt. Het is toegestaan om gerecycled polystyreen te gebruiken als economie.
Polystyreenbeton thuis, video:
Productie van schuimplaten
De schuimproductietechnologie omvat de volgende fasen:
- Eerste schuimvorming van grondstoffen;
- Veroudering van korrels;
- Hun laatste schuimvorming;
- Sinteren van geëxpandeerd polystyreen tot platen.
Verzadigde stoom wordt gebruikt als warmtedrager bij de productie van schuim.
Voorschuimen van korrels
Voorschuimen van grondstoffen — dit is de belangrijkste fase in de productie van geëxpandeerd polystyreen. Het beïnvloedt de kwaliteit van het eindproduct:
- Korrels in de voorschuimer plaatsen... Voorafgaand hieraan wordt hun benodigde volume bepaald.
- Stoomtoevoer... Hij wordt geleverd met een druk van 4-6 bar.
- Schuimende korrels... Tegelijkertijd nemen ze vele malen in volume toe.
- Stoom stoppen... Dit gebeurt wanneer de korrels een volume van één kubieke meter bereiken.
- De vooropschuimer uitladen... Pneumatische levering van de geschuimde korrels naar de droger en vervolgens naar de opslagbak.
De productie van schuimsoorten met verschillende dichtheid wordt beïnvloed door:
- grondstofkwaliteit, omdat polystyreenkorrels verschillende fractionering hebben;
- het volume van de geladen korrels;
- stoom kenmerken;
- totaal volume van reeds opgeschuimde korrels.
De dichtheid van het materiaal wordt ook beïnvloed door de tijd dat het in de vooropschuimer blijft:
- Als de periode te lang isdan beginnen de korrels te barsten. Daarom neemt de dichtheid toe.
- Als de schuimperiode kort is, dan zal het schuim een significante variatie in dichtheid hebben. Daarom moet u de temperatuur verlagen door een kleine hoeveelheid lucht toe te voeren en de stroomtoevoer naar de vooropschuimer verminderen.
Voor de productie van lichte soorten geëxpandeerd polystyreen (8-12 kg / m³) wordt herhaald schuimen gebruikt. De voor de tweede keer te laden pellets moeten goed verzadigd zijn met lucht.
De verouderingstijd van grondstoffen voordat ze opnieuw worden geschuimd, moet 11-24 uur zijn. Hoe kleiner de korrels, hoe korter de rijping moet zijn.
Drogen en conditioneren van geschuimde grondstoffen in de rijpingsbak
- De geschuimde grondstoffen worden gedroogd in drogers. Hiervoor wordt via een geperforeerd paneel verwarmde lucht aangevoerd. De temperatuur is + 30-35 ° C. Daarna worden de korrels afgekoeld.
- De voorgeschuimde grondstof wordt blootgesteld aan een licht vacuüm. Daarom zijn pellets gevoelig voor veranderingen in de omgeving. Om interne stress van hen te verwijderen, worden ze door een ventilator in de opslagbak geblazen. Daar worden de grondstoffen gestabiliseerd.
- Op basis van het gebruikte merk grondstoffen kan de conditioneringstijd van 11 tot 24 uur zijn.
- De omgevingstemperatuur bij het vasthouden van de pellets moet + 16-20 ° C zijn. Als het lager is, moet de duur van de conditionering worden verlengd. In de zomer, bij temperaturen boven +20 ° C, moet de bewaarperiode worden verkort.
Wanneer de geschuimde korrels in de silo's worden afgeleverd, neemt hun schijnbare dichtheid toe als gevolg van hun botsingen met de binnenwanden van de transportband. Met deze toename in dichtheid moet rekening worden gehouden bij het bepalen van de schuimparameters.
In het stadium van het vasthouden van de korrels, vanwege het feit dat de druk in de bollen lager is dan de atmosferische druk, komt er lucht in. Pentaan en water worden uit de grondstof geperst totdat deze stabiliseert.
ontvangen
De industriële productie van polystyreen is gebaseerd op radicale polymerisatie van styreen. Er zijn 3 belangrijke manieren om het te verkrijgen:
Emulsie (PSE)
De meest verouderde methode om te verkrijgen, niet veel gebruikt in de productie. Emulsiepolystyreen wordt verkregen als resultaat van een styreenpolymerisatiereactie in een waterige oplossing van alkalische stoffen bij een temperatuur van 85-95 ° C. Deze methode vereist styreen, water, een emulgator en een polymerisatie-initiator. Styreen wordt voorlopig gezuiverd van remmers: treblytilpyrocatechol of hydrochinon. In water oplosbare verbindingen, waterstofdioxide of kaliumpersulfaat worden gebruikt als initiatoren van de reactie. Als emulgatoren worden zouten van vetzuren, alkaliën (zeep) en sulfonzuurzouten gebruikt. De reactor wordt gevuld met een waterige oplossing van ricinusolie en onder grondig mengen worden styreen en polymerisatie-initiatoren ingebracht, waarna het resulterende mengsel wordt verwarmd tot 85-95°C. Het in de zeepmicellen opgeloste monomeer begint uit de emulsiedruppeltjes te polymeriseren. Als resultaat worden polymeer-monomeerdeeltjes gevormd. In het stadium van 20% polymerisatie wordt micellaire zeep verbruikt voor de vorming van geadsorbeerde lagen, en het proces gaat dan verder in de polymeerdeeltjes. Het proces eindigt wanneer het gehalte aan vrij styreen minder dan 0,5% bedraagt. Verder wordt de emulsie van de reactor naar de precipitatietrap getransporteerd om het resterende monomeer verder te verminderen, hiervoor wordt de emulsie gecoaguleerd met een oplossing van natriumchloride en gedroogd, waardoor een poederachtige massa wordt verkregen met een deeltjesgrootte tot 0,1 mm .Residuen van alkalische stoffen beïnvloeden de kwaliteit van het resulterende materiaal, omdat het onmogelijk is om vreemde onzuiverheden volledig te verwijderen, en hun aanwezigheid geeft het polymeer een geelachtige tint. Deze methode kan worden gebruikt om polystyreen met het hoogste molecuulgewicht te verkrijgen. Polystyreen dat met deze methode wordt verkregen, heeft de afkorting PSE, die te vinden is in technische documentatie en oude leerboeken over polymere materialen.
Schorsing (PSS)
De suspensiemethode van polymerisatie wordt batchgewijs uitgevoerd in reactoren met een roerder en een warmteafvoermantel. Styreen wordt bereid door het te suspenderen in chemisch zuiver water met behulp van emulsiestabilisatoren (polyvinylalcohol, natriumpolymethacrylaat, magnesiumhydroxide) en polymerisatie-initiatoren. Het polymerisatieproces wordt uitgevoerd met een geleidelijke temperatuurstijging (tot 130 ° C) onder druk. Het resultaat is een suspensie, waaruit polystyreen wordt geïsoleerd door centrifugeren, vervolgens wordt gewassen en gedroogd. Ook deze manier van polystyreen maken is achterhaald en het meest geschikt voor het maken van styreencopolymeren. Deze methode wordt voornamelijk gebruikt bij de productie van geëxpandeerd polystyreen.
Blok of bulk (PSM)
Er zijn twee schema's voor de productie van polystyreen voor algemeen gebruik: volledige en onvolledige conversie. Thermische polymerisatie in bulk volgens een continu schema is een systeem van in serie geschakelde reactorapparatuur met 2-3 kolommen met roerders. Polymerisatie wordt in fasen uitgevoerd in een benzeenomgeving - eerst bij een temperatuur van 80-100 ° C en vervolgens in een fase van 100-220 ° C. De reactie stopt wanneer de omzettingsgraad van styreen in polystyreen tot 80-90% van de massa bedraagt (bij de onvolledige omzetting wordt de polymerisatiegraad op 50-60% gebracht). Niet-gereageerd styreenmonomeer wordt verwijderd uit de polystyreensmelt door evacuatie, waardoor het gehalte aan resterend styreen in polystyreen wordt verlaagd tot 0,01-0,05%, niet-gereageerd monomeer wordt teruggevoerd naar polymerisatie. Polystyreen verkregen door de blokmethode wordt gekenmerkt door een hoge zuiverheid en stabiliteit van parameters. Deze technologie is het meest efficiënt en heeft praktisch geen afval.
Hoe apparatuur kiezen voor de productie van geëxpandeerd polystyreen?
Als u besluit uw eigen piepschuim te maken, moet u de juiste apparatuur voor de werkplaats kiezen. Selecteer de componenten van productieapparatuur op basis van het aantal producten dat u plant.
Als de benodigde hoeveelheid materiaal bijvoorbeeld niet meer dan 1000 kubieke meter per maand is, heeft u een lijn nodig met een capaciteit van 40 kubieke meter per dienst. Ze zal dit volume schuim kunnen geven.
Houd er rekening mee dat de geschatte lijncapaciteit mogelijk niet overeenkomt met de werkelijke capaciteit. Het hangt af van de volgende punten:
- De belangrijkste factor - de herkomst van de grondstoffen: geïmporteerd of binnenlands. Op Russische pellets kan de productiviteit iets afnemen.
- tweede nuance - de schuimsoort die u gaat produceren. Dus PSB-12 geëxpandeerd polystyreen heeft een dichtheid van minder dan 12 kg per kubieke meter. Daarom kan het alleen worden verkregen door dubbel schuimen. Dit vermindert de lijnprestaties.
Het is beter om apparatuur te kiezen voor de productie van schuim, die hoge prestaties levert. Het is niet de moeite waard om een laagspanningslijn te gebruiken op de limiet van zijn mogelijkheden, het kan snel mislukken.
Hoe een stoomgenerator kiezen?
De stoombron is een stoomgenerator (stoomketel). De minimale capaciteit moet 1200 kg per dienst zijn. Wel is het aan te raden om een stoomketel met een hogere capaciteit aan te schaffen. Dit maakt het mogelijk om de prestaties van de apparatuur verder te verbeteren.
Licht beton
Wij bieden u een voorschuimmiddel, oftewel een schuimmiddel voor piepschuimkorrels!
Piepschuim balletjes (polystyreen korrels)van toepassing zijn:
- bij de isolatie van funderingsplaten en wanden;
- bij de productie van polystyreenbeton;
- in de vorm van een schokabsorberend beddengoed;
- voor de installatie van dakbedekking met een vlakke helling;
- voor mengsels met beton of cement met schuimkruimels;
- voor thermische isolatie van sleufbuizen;
- voor de vervaardiging van cementzanddekvloeren;
- als het beste vulmateriaal voor wanden met een luchtspleet.
Waar anders worden geëxpandeerde polystyreenkralen gebruikt?
- Geëxpandeerd polystyreenbeton.
- Blokken met schuimchips.
- Betonnen vloer met schuim.
- Beton met schuimchips.
- Vullen van de vloer met schuimchips.
- Frameloze meubels.
- Vulling voor kussens.
- Vulling voor fauteuils.
- Zak stoel vuller.
- Vulmiddel voor speelgoed.
- Filler voor zwangere vrouwen.
- Apparatuur voor de vervaardiging van voetenbankjes.
- Blokken met schuimchips.
- Betonnen vloer met schuim.
- Beton met schuimchips.
- Vullen van de vloer met schuimchips.
- Vulmiddel voor frameloze meubels.
Belangrijke indicatoren voor de duurzaamheid van de geëxpandeerde polystyreenservice zijn:
- - de diameter van de korrel moet van 1 tot 8 mm zijn en de maximale afwijkingen in de lineaire afmetingen moeten minder dan 0,5 mm zijn;
- - de dichtheid van de dekking van de gevulde ruimte (van 8 tot 30 kg / m3);
- - correcte geometrische vorm en kleur (bolvormige witte ballen);
- - druksterkte met een lage kans op vervorming (0,005 - 0,026 kg/cm2);
- - lage thermische geleidbaarheid van droge korrels bij een temperatuur van 25 ° C (0,053 - 0,036 W / mxK).
De balletjes (kruimel) zijn verpakt in polyethyleen zakken met een inhoud van 0,25 - 1 m3. Thermische isolatie met schuimchips wordt beschouwd als de meest betrouwbare koudebestendige methode voor thermische isolatie van vloeren, muren of daken.
- - geluidsisolatie (korrels hebben een ruw oppervlak, dat geluidstrillingen slecht geleidt);
- - thermische isolatie (volledige vulling van het luchtkussen met kleine korrels op de te isoleren plaats verwijdert eventuele koudebruggen);
- - afschrijvingscapaciteit (wanneer ze worden geperst, verliezen de ballen hun structuur niet en nemen ze snel hun vorige vorm aan);
- - eenvoud van werk en transport (heeft een laag gewicht en vult de benodigde ruimte zoveel mogelijk);
- - prestaties (bedrijfstemperatuurbereik van -190 ° C tot + 87 ° C);
- - geurloos en veroorzaakt geen allergische reacties;
- - vochtbestendigheid (gebrek aan absorberende eigenschappen);
- - winstgevendheid (relatief lage prijzen voor het product en de mogelijkheid om de prijzen voor andere materialen te verlagen door het mengen van oplossingen met schuimkruimels).
- - milieuvriendelijkheid (het materiaal is niet giftig en veilig voor mensen);
Wij bieden een modern geïllustreerde praktische gids voor technologen voor de productie van geëxpandeerde polystyreenballen. De set bevat 2 boeken. Volledige technologische voorschriften voor de productie van ballen van geëxpandeerd polystyreen. Uitgebreide informatie over productietechnologie, gebaseerd op onze eigen praktijkervaring. En ervaring is een krachtig iets! - Het materiaal wordt gepresenteerd in een uiterst begrijpelijke vorm, in een eenvoudige en begrijpelijke mensentaal; - geen lege zinnen en andere boutologie; - zonder formules en wetenschappelijke termen; - alleen specifieke en bruikbare praktische adviezen, die worden bevestigd door kleurenfoto's uit de praktijk; - volledige technologische voorschriften voor de productie van ballen van geëxpandeerd polystyreen; - waardevolle informatie over alle ingrediënten voor de productie van geëxpandeerde polystyreenkorrels; - schuimmodi; - temperatuuromstandigheden; - alle subtiliteiten en geheimen van de productie van ballen van geëxpandeerd polystyreen; - waarschuwing voor fouten; - veel nuttig en constructief advies, voor de producent van schuimballen. Alles wordt tot in het kleinste detail "gekauwd", met fotografisch materiaal, alle subtiliteiten en geheimen van de productie van schuimballen. Het minimum aan theorie is het maximum aan praktijk. "En ervaring, de zoon van moeilijke fouten." Voor kennis moet je betalen. Anders bergen defecte producten!!!
De volgende stap in de ontwikkeling kan de productie van schuimplaten zijn.Naast de productie van platen van geëxpandeerd polystyreen, is er de mogelijkheid om verwante gebieden te ontwikkelen, op een reeds gecreëerde productiebasis, zoals permanente bekisting van geëxpandeerd polystyreen, de vervaardiging van decoratieve elementen voor het afwerken van gebouwen en gebouwen, de vervaardiging van verschillende verpakkingen , de vervaardiging van muurblokken van polystyreenbeton, thermische gevelpanelen, al deze gebieden kunnen worden geïmplementeerd, met basisuitrusting voor de productie van geëxpandeerd polystyreen, met toevoeging van de benodigde apparatuur in de richting.
Contactpersoon: Vladimir Petrovitsj. Lees meer op onze website.
Uitgang:
Polyfoam kan worden geproduceerd uit korrels van verschillende groottes en herkomsten. Er zijn soorten met verschillende densiteit en diktes op de markt, dus houd hier rekening mee bij de aankoop van het materiaal.
Houd bij het kiezen van apparatuur voor de productie van platen van geëxpandeerd polystyreen rekening met het type, de prestaties, de volledigheid en het automatiseringsniveau. Dit heeft direct invloed op het volume en de kwaliteit van het geproduceerde materiaal.
De video in dit artikel helpt je het onderwerp beter te begrijpen. Mocht er iets voor je onduidelijk blijven, stel dan vragen in de comments.
- Schuimend polystyreenschuim... Grondstoffen worden in een speciale container geplaatst, waar het materiaal wordt behandeld met stoom van laagkokende vloeistoffen. Als gevolg van schuimvorming zetten de korrels 20 tot 50 keer in volume uit. Nadat het vereiste korrelniveau is bereikt, stopt de stoomstroom en wordt het werkmateriaal uit de tank verwijderd. Het proces zelf duurt ongeveer 4 minuten.
- Rijping... Na het drogen gaat het materiaal naar een speciale rijpingsbak, volgens het merk (15, 25, 35 en 50), waar het rijpingsproces plaatsvindt. De tijd van de hele procedure duurt 4 tot 12 uur, afhankelijk van de grootte van de korrels en de omgeving t.
- Uithardingsblokken... De voorbereide blokken worden op merk gesorteerd en opgeslagen. In het begin kunnen de blokken nog het resterende vocht afgeven. De rijpingstijd van de blokken duurt 12 tot 30 dagen.
- Schuimblokken snijden. Op een speciale schuimmachine wordt het snijden van schuimblokken in platen met gespecificeerde afmetingen uitgevoerd. Standaard maten zijn 20, 30, 40, 50 en 100 mm, andere maten zijn ook mogelijk.
Productie Technologie
Op zichzelf is polystyreen voor muurisolatie een speciaal warmte-isolerend materiaal, dat is gemaakt van korrels van polymeerstyreen (thermoplastisch polymeer). De structuur van de stof lijkt op klassiek schuimplastic, maar verschilt ervan in productietechnologie.
Polystyreenplaten worden gemaakt voor het isoleren van gebouwen door korrels van de stof te mengen met een speciaal schuimpoeder, kleurstoffen en andere additieven. Onder invloed van hoge temperaturen wordt het materiaal in de vorm van speciale platen uit de extruder geperst. Daarna wordt de plaat afgekoeld en op een bepaalde maat gesneden (in de regel verschilt dit per fabrikant).

Het gebruik van polymeer voor externe thermische isolatie van de muren van een woonhuis
Dankzij het gebruik van deze technologie krijgt de isolator unieke prestatiekenmerken, waaronder extra geluidsisolatie, weerstand tegen vocht, duurzaamheid en sterkte. De structuur van het materiaal is uniform, bestaat uit kleine cellen, die elk een grootte hebben van 0,1-0,3 mm.
Om de ontbranding van geëxtrudeerde isolatie te voorkomen, worden aan de samenstelling brandvertragers toegevoegd - stoffen die bestand zijn tegen open vuur en hoge temperaturen.
Kenmerken en kenmerken
Het thermische isolatiemateriaal, dat in onze tijd wordt gebruikt om de loggia en andere objecten te isoleren, heeft de meest dichte structuur zonder microporiën en daarom is de druksterkte extreem hoog.
Bovendien is het polymeer vorstbestendig, chemisch neutraal, biologische effecten (niet onderhevig aan vernietiging door schimmels en knaagdieren).
Vanwege zijn hoogwaardige eigenschappen biedt polystyreen niet alleen een goede thermische isolatie, maar beschermt het ook oppervlakken tegen vocht en voorkomt het het binnendringen van externe geluiden.
Opties voor geëxtrudeerde hars voor elk oppervlak in het gebouw
Toepassingsgebieden
Er zijn tegenwoordig veel toepassingsgebieden van modern polystyreenmateriaal. Polystyreen isolatie is een universeel proces, omdat je bij alle weersomstandigheden en zelfs bij vorst met het materiaal kunt werken.
Vanwege zijn technische kwaliteiten is polystyreen onmisbaar bij het uitvoeren van de volgende werken:
- Thermische isolatie van verschillende soorten daken en plafonds;
- Isolatie van funderingen en kelders van gebouwen (terwijl landhuizen niet de enige optie zijn);
- Wandisolatie met polystyreen buiten en binnen in huis;
- Effectieve thermische isolatie van vloeren in gebouwen en constructies van verschillende soorten en maten;
- Isolatie van loggia's en balkons. Net als bij muurisolatie kan het proces zowel buiten als binnen in huis worden uitgevoerd.
Advies. Polystyreen is een hoogwaardig en praktisch materiaal, maar tegelijkertijd moeten tijdens de installatie bepaalde vereisten in acht worden genomen. Zorg er met name voor dat benzine en andere oplosmiddelen niet op het oppervlak van de isolatie terechtkomen, omdat dit kan leiden tot de vernietiging van polystyreen.

Dakisolatie met polymeer materiaal
Wat is polystyreen?
Polystyreen is een product van de styreenpolymerisatiereactie. Chemische formule van styreen: С6Н5СН = СН2.
Polystyreen is een vaste, glasachtige substantie die tot 90% van het licht doorlaat. Polystyreen geleidt geen elektriciteit en warmte, het lost goed op in organische oplosmiddelen zoals ketonen, aromatische koolwaterstoffen, aldehyden en ethers. Slecht oplosbaar in alcoholen, geen interactie met zuren en logen, passief ten opzichte van water.

Het zogenaamde geëxpandeerd polystyreen, verkregen door het verwarmen van polystyreen met blaasmiddelen, heeft grote populariteit gewonnen in de bouw. Na afkoeling is het resulterende materiaal een stijve structuur met cellen gevuld met lucht (slechts 2 gew.% is polymeer en 98% is lucht). Geëxpandeerd gekoeld polystyreen wordt geëxpandeerd polystyreen genoemd (verwijst naar schuim - dit is een hele klasse geschuimde kunststoffen).
Geëxpandeerd polystyreen is een stof met een lage thermische geleidbaarheid, het is perfect gesneden met een mes, het is gemakkelijk te monteren en leent zich niet voor radioactieve bestraling.