
Door zelf een profielbuis voor ondersteunende constructies te kiezen, begrijpt de klant het belang van nauwkeurige berekeningen van parameters en belastingen. In dit artikel proberen we erachter te komen of het de moeite waard is om te besparen op berekeningen.
Met de komst van de zomer begint het bouwseizoen voor bedrijven, eigenaren van huisjes, zomerhuisjes. Iemand bouwt een tuinhuisje, serre of schutting, andere mensen blokkeren het dak of bouwen een badhuis. En wanneer er bij de klant een vraag rijst over de draagconstructies, wordt vanwege de lage kosten en buigsterkte bij een laag gewicht vaak gekozen voor een profielbuis.
Wat is de belasting op de profielbuis
Een andere vraag is hoe je de afmetingen van een profielpijp kunt berekenen om met "weinig bloed" rond te komen, om een pijp te kopen die geschikt is voor de lading. Voor de vervaardiging van leuningen, hekken, kassen kunt u het zonder berekeningen doen. Maar als u een overkapping, dak, vizier bouwt, kunt u niet zonder serieuze belastingsberekeningen.
Belangrijk! Elk materiaal is bestand tegen externe spanningen en staal is daarop geen uitzondering. Wanneer de belasting op de profielbuis de toegestane waarden niet overschrijdt, zal de constructie buigen, maar de belasting weerstaan. Als het gewicht van de last wordt weggenomen, keert het profiel terug naar zijn oorspronkelijke positie. Als de toegestane belastingswaarden worden overschreden, wordt de buis vervormd en blijft dat voor altijd, of breekt hij in de bocht.
Om negatieve gevolgen te elimineren, moet u bij het berekenen van een profielpijp rekening houden met:
- afmetingen en doorsnede (vierkant of rechthoekig);
- structurele spanning;
- sterkte van staal;
- soorten mogelijke belastingen.
Classificatie van belastingen op een profielbuis
Volgens SP 20.13330.2011 worden de volgende soorten belastingen onderscheiden volgens het tijdstip van actie:
- constanten waarvan het gewicht en de druk niet veranderen in de tijd (het gewicht van delen van een gebouw, grond, enz.);
- tijdelijk langdurig (gewicht van trappen, ketels in het huisje, gipsplaatwanden);
- korte termijn (sneeuw en wind, gewicht van mensen, meubels, transport, enz.);
- speciaal (aardbevingen, explosies, autoslagen, enz.).
Op een nota!
U bouwt bijvoorbeeld een overkapping op het erf van een perceel en gebruikt een gevormde buis als draagconstructie. Houd vervolgens bij het berekenen van de buis rekening met de mogelijke belastingen:
- luifel materiaal;
- sneeuw gewicht;
- sterke wind;
- mogelijke botsing van de auto met de steun tijdens niet succesvol parkeren op het erf.
Gebruik hiervoor SP 20.13330.2011 "Loads and Impacts". Het bevat de kaarten en regels die nodig zijn voor de juiste berekening van de profielbelasting.
Berekeningsschema's van de belasting op de profielbuis
Naast de soorten en soorten belasting van de profielen, wordt er bij de berekening van de buis rekening gehouden met de soorten steunen en de aard van de belastingverdeling. De rekenmachine rekent met slechts 6 soorten rekenschema's.
Maximale belasting van de profielbuis
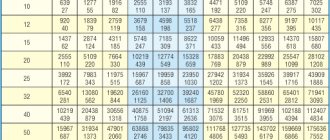
Sommige lezers stellen zichzelf de vraag: "Waarom zulke complexe berekeningen als ik de reling voor de veranda moet lassen." In dergelijke gevallen zijn complexe berekeningen niet nodig, rekening houdend met de nuances, omdat u gebruik kunt maken van kant-en-klare oplossingen (tab. 1, 2).
| Tabel 1. Belasting voor een vierkante buis | ||||||
| Buisafmetingen, mm | ||||||
| 1 meter | 2 meter | 3 meter | 4 meter | 5 meter | 6 meter | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100x100x3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100x100x4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120x120x4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140x140x4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Tabel 2. Belasting voor rechthoekige buis (berekend aan de grotere kant) | ||||||
| Buisafmetingen, mm | ||||||
| 1 meter | 2 meter | 3 meter | 4 meter | 5 meter | 6 meter | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100x50x4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Het is interessant!
Houd er met kant-en-klare berekeningen rekening mee dat tabellen 2 en 3 de maximale belasting aangeven, waaruit de buis zal buigen, maar niet zal breken. Wanneer de last wordt weggenomen (de harde wind houdt op), zal het profiel zijn oorspronkelijke staat terugkrijgen. Overschrijding van de maximale belasting zelfs met 1 kg leidt tot vervorming of vernietiging van de constructie, koop daarom een buis met een veiligheidsmarge die 2 tot 3 keer hoger is dan de grenswaarde.





Kenmerken van de productie van gevormde metalen buizen:
Volgens de productiemethode worden profielbuizen warm en koud vervormd. Door de taaiheid van metalen is profilering van elk onbewerkt staal mogelijk onder invloed van hoge temperaturen. Op de snede (in doorsnede) hebben de buizen de vorm:
- plein;
- rechthoek;
- ovaal.
Het platovale gebogen profiel (of ovale buizen) is niet minder in trek, en de productie groeit. De technologie van hun vorming verschilt praktisch niet van het rollen van standaard professionele buizen. Dit is als het ware een tussenoptie tussen ronde en rechthoekige constructies, en hun kwaliteits- en duurzaamheidsindicatoren zijn een orde van grootte hoger dan die van deze producten. De technologie voor de productie van standaard buismaten gaat uit van:
- methode voor het koud vormen van afgeronde producten door een pers;
- lassen van rechthoekige staalplaten.

Doorsnede van geprofileerde buizen
In overeenstemming met GOST worden buizen van elke grootte (in inches en mm) gevormd met behulp van twee technologieën die aanzienlijk van elkaar verschillen:
- Door een plaat- of stripprofiel te lassen (een naad kan de productkwaliteit alleen verminderen bij aanzienlijke belasting en het product heeft een lagere prijs).
- Afgeronde staven passeren het persen van werkstukken met dezelfde vorm op een walserij (de technologie is duurder, naadloze producten verdragen de maximale belasting in verticale frames).
Methoden voor het berekenen van belastingen op een profielbuis
Om de belastingen op de profielen te berekenen, worden de volgende methoden gebruikt:
- belastingsberekening met referentietabellen;
- gebruik van de buigspanningsformule;
- bepaling van de belasting met behulp van een speciale rekenmachine.
Hoe de belasting te berekenen met behulp van referentietabellen
Deze methode is nauwkeurig en houdt rekening met de soorten steunen, de bevestiging van het profiel aan de steunen en de aard van de belasting. Om de doorbuiging van een profielbuis met behulp van opzoektabellen te berekenen, zijn de volgende gegevens nodig:
- de waarde van het traagheidsmoment van de buis (I) uit de tabellen GOST 8639-82 (voor vierkante buizen) en GOST 8645-68 (voor rechthoekige buizen);
- spanlengtewaarde (L);
- leidingbelastingswaarde (Q);
- de waarde van de elasticiteitsmodulus van de huidige SNiP.
Deze waarden worden gesubstitueerd in de gewenste formule, die afhankelijk is van de verankering op de steunen en de verdeling van de belasting. Voor elk ontwerpmodel van de belasting worden de doorbuigingsformules gewijzigd.
Berekening volgens de formule voor de maximale buigspanning van een profielbuis
De berekening van de buigspanning wordt berekend met behulp van de formule:
waarbij M het buigende moment van de kracht is en W de weerstand.
Volgens de wet van Hooke is de elastische kracht recht evenredig met de hoeveelheid vervorming. Nu worden de waarden voor het gewenste profiel vervangen. Verder wordt de formule verfijnd en aangevuld op basis van de eigenschappen van het staal voor de profielbuis, belasting, enz.
U zult geïnteresseerd zijn in:
- vervaardigt metalen constructies: Hangars en prefab constructies Luifels van polycarbonaat en golfkarton Klassieke en gesmede roosters, schuifroosters zoals ...
- Een bontjas voor een zomerverblijf Milieuvriendelijke thermische isolatie Opstelling Het oude stenen huis hield de warmte niet goed vast en had isolatie nodig. De eigenaren besloten...
- produceert schuifroosters ...
- Het welzijn van het erop gebouwde gebouw hangt af van de juiste keuze en kwaliteit van de fundering. De basis moet stabiel en duurzaam zijn, wat wordt bereikt ...
Profielbuizen worden een steeds populairder bouwmateriaal.Het wordt gebruikt voor de constructie van bouwelementen zoals vloer, draagframe, balk.
Een dergelijk wijdverbreid gebruik wordt voornamelijk geassocieerd met de eenvoud van constructie, bediening, onderhoud van constructies, evenals het lage gewicht van de producten zelf. Het is echter belangrijk om te onthouden dat de profielbuis een verhoogde buigsterkte moet hebben en hoe u deze kunt berekenen, wordt later in het artikel besproken.
Profielbuizen worden buizen genoemd die een andere doorsnede hebben dan een cirkelvormige doorsnede. De meest voorkomende opties zijn rechthoekige en vierkante producten. Zoals eerder vermeld, wordt de bijzondere populariteit van dit type geassocieerd met een van de belangrijkste voordelen: het ontwerp zal een laag gewicht hebben.
Bovendien vereenvoudigt de specifieke vorm de bevestiging aan elkaar en aan andere oppervlakken aanzienlijk. Dit type bouwproducten is volgens GOST gemaakt van een breed scala aan metalen en legeringen. De meest gebruikte zijn echter koolstofstaal en geprofileerde buizen van laaggelegeerd staal.
Elk metaal heeft een belangrijke natuurlijke kwaliteit - een weerstandspunt. Het kan minimaal of maximaal zijn. Dit laatste is bijvoorbeeld de oorzaak van de vervorming van de opgerichte constructies, leidt tot buigingen en daardoor tot breuken.
Bij het buigen is het belangrijk om kenmerken zoals grootte, doorsnede, type product, de dichtheid, de stijfheid van het materiaal en de flexibiliteit te evalueren. Als we al deze algemene eigenschappen van metaal kennen, kan men begrijpen hoe de structuur zich tijdens bedrijf zal gedragen.
Het is belangrijk om te onthouden dat wanneer u het product buigt, de interne delen van de structuur worden samengedrukt, hun dichtheid toeneemt en dat ze zelf kleiner worden. De buitenste laag wordt dienovereenkomstig langer, minder dicht, maar meer uitgerekt.
Tegelijkertijd behouden de middengebieden ook na voltooiing van het proces hun oorspronkelijke kenmerken. Daarom moet er altijd aan worden herinnerd dat in tijdens het buigen zal er noodzakelijkerwijs spanning ontstaan, zelfs in gebieden zo ver mogelijk van de neutrale zone
... De maximale druk zal zijn in die lagen die zich heel dicht bij deze zeer neutrale as bevinden.



Methoden voor het buigen van buizen zonder hulpstukken
Heel vaak zijn er momenten waarop de buis nu moet worden gebogen en niet later. Helaas heeft niet elk huis een pijpenbuiger en moet je zelf iets verzinnen.
Het belangrijkste is om het niet te overdrijven bij het gebruik van geïmproviseerde middelen, iedereen begrijpt wat er zal gebeuren als je de pijp buigt. Dit is ook mogelijk schade eraan, extra vervorming, verkeerde afslag, etc. Laten we dus eens kijken naar enkele methoden voor het "heet" buigen van buizen van verschillende materialen.
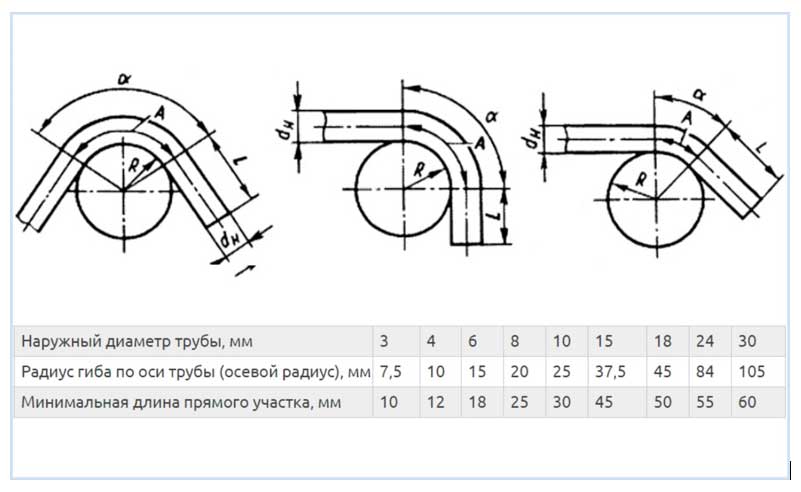
Toegestane buigradii op basis van materiaalsterkte
GOST's regelen tot in detail zowel de eigenschappen en kenmerken van de elementen als de procedure van transformatie. Dit is inclusief de minimale buigradius van de profielbuis. Het wordt bepaald afhankelijk van de omstandigheden waaronder de bocht wordt uitgevoerd. Bij het buigen met zand waarmee het is verpakt, of door verhitting, moet de buitendiameter beginnen bij 3,5 DN.
Als de master de mogelijkheid heeft om toe te passen, waardoor de nodige bewerkingen kunnen worden uitgevoerd zonder verwarming of andere aanvullende acties, dan moet de diameter in dit geval minimaal 4DN zijn.
Als u een bocht wilt maken die steil genoeg is om bijvoorbeeld een gebogen riool of pijpleiding te maken, dan moet de diameter in dit geval minimaal 1DN zijn, omdat buigen op andere manieren zal zijn, voornamelijk met het gebruik van hoge temperaturen.
Natuurlijk kunnen de door de staatsnormen geboden waarden enigszins worden verlaagd, dan moet u de buigsterkte van de buis zeer zorgvuldig berekenen.Als de buigmethode het mogelijk maakt om er zeker van te zijn dat de wanddikte met 15% afneemt ten opzichte van de oorspronkelijke, dan zijn in dit geval afwijkingen van GOST mogelijk en kan de buiging zelf minder worden uitgevoerd dan de aangegeven waarden, wat zal geen significant effect hebben op de sterkte in de toekomst.


Koperen buizen
Als in het geval van staal alles eenvoudig is, heeft koper de neiging om tijdens het buigen snel te barsten en te verslechteren. Om ongewenste gevolgen te voorkomen, kan gewoon zand worden gebruikt.
Giet zand in de holte voordat u gaat buigen. Zorg ervoor dat het droog is. Verwarm vervolgens het buigpunt met een brander. Gewoon papier helpt om te controleren of er voldoende warmte is. Het moet oplichten als je het naar de pijp brengt. Vervolgens is het geleidelijk, zonder plotselinge bewegingen, noodzakelijk om de vereiste buigradius van de buizen naar voren te brengen. Het belangrijkste is om voorzichtig te zijn, omdat je gemakkelijk een pauze in het materiaal kunt krijgen.
Toegepaste formules en tabellen
Om met succes, zonder onvoorziene complicaties, de berekening van de buis voor doorbuiging uit te voeren, moet u de lengte van het onderdeel berekenen. Deze waarde wordt berekend met behulp van een eenvoudige formule die er als volgt uitziet:
L = 0,0175 × r × α + I
In deze uitdrukking worden de belangrijkste indicatoren weergegeven door de volgende letteruitdrukkingen:
- r is de buigradius van de profielbuis (mm);
- α - komt overeen met de hoek die je uiteindelijk wilt krijgen;
- I is een afstand van 100/300 die wordt gebruikt bij het werken met speciale apparatuur om het werkstuk vast te houden.
Bij het berekenen van een buis voor doorbuiging is een belangrijke stap in het werk de berekening van het buigbare element.
Bekijk de video
Bij het maken van een beoordeling moeten we een schatting maken van de grootte van het gebied dat moet worden gebogen. De formule hiervoor is uiterst eenvoudig, het ziet er als volgt uit:
U = π × α / 180 (r + DH / 2)
Hier kunnen de elementen in de formule als volgt worden weergegeven:
- π wordt in dit geval gelijk aan 3,14 genomen;
- α - is de buighoek, uitgedrukt in graden;
- r - buigradius (mm);
- DH is de buitendiameter.
Voor het gemak van de meester en voor de grootste veiligheid tijdens het werk, evenals tijdens de werking van opgerichte constructies van koper en messing, bevatten GOST's de laagste indicatoren voor de belangrijkste kenmerken die worden gebruikt om de buigsterkte van een profielbuis te berekenen. Deze informatie is opgenomen in GOST's nr. 494/90, nr. 617/90.
Voor uw gemak staan de belangrijkste kenmerken die nodig zijn om de buigsterkte van een profielbuis te bepalen in de tabel.
Tafel 1.
Waar de vorige tabel voornamelijk vaste waarden bevatte voor koperen en messing elementen, zal de volgende gegevens voor stalen elementen bevatten. Met deze tabel kunt u de buigbelasting van een gevormde buis schatten (GOST-nr. 3262/75).
Tafel 2.
Zoals eerder vermeld, speelt de wanddikte een belangrijke rol bij het berekenen van de buigsterkte van een vierkante buis (evenals een ronde). Daarom maakt de volgende tabel het mogelijk om tegelijkertijd met zowel de wanddikte als de diameter in de berekeningen rekening te houden.
Tafel 3.
Buigproces
Zoals reeds terecht opgemerkt, veroorzaakt elke vervorming van de metalen structuur extra spanning op de wanden van de structuur. Op de binnenste laag is dit te wijten aan een toename van de dichtheid van het metaal als gevolg van compressie, en niet aan de buitenste sectie, integendeel, de oorzaak wordt spanning, die de dichtheid van het metaal vermindert.
Tijdens het buigen verandert de vorm van de sectie zoals verwacht. Dit geldt voor ronde, rechthoekige en vierkante buizen. Voor de laatste twee zijn deze veranderingen niet erg uitgesproken, wat niet kan worden gezegd van ronde.
Zo wordt het ringvormige profiel ovaal. Het is opmerkelijk dat de grootste vormverandering direct op de plaats van de vouw kan worden waargenomen, en hoe verder ervan, hoe dichter het gedeelte bij de oorspronkelijke vorm blijft.
Bekijk de video
Het is echter belangrijk om de impactkracht, de mate van vervorming van de buis correct te beoordelen om onnodige breuken en vervormingen te voorkomen.Voor een onderdeel met een diameter tot 20 mm mag de mate van ovale vervorming niet groter zijn dan 15%.
Bij een verhoging van het profiel neemt de waarde nog meer af en bedraagt slechts 12,5%. Een ander belangrijk element is de aanwezigheid van plooien (vooral producten met dunne wanden zijn hier gevoelig voor). Deze factor is erg belangrijk als de buigstructuur als pijpleiding zal dienen.
De gevormde plooien verminderen de doorlaatbaarheid, verhogen de weerstand van de passerende vloeistof en verhogen de mate van verstopping. Dus bij het gebruik van een gebogen buis voor dit doel, is het noodzakelijk om de keuze van de wanddikte van het product zorgvuldig te benaderen.
Wat is de belasting op de profielbuis
De berekening van de buigsterkte van een buis wordt gereduceerd tot een eenvoudige bepaling van de maximale spanning op een bepaald punt in de constructie. Het is belangrijk om te begrijpen van welk materiaal het profiel is gemaakt, omdat elk van hen zijn eigen spanningsindicator heeft.
Voor correcte berekeningen moet u de juiste formule toepassen. In dit geval zijn de bepalingen van de wet van Hooke van toepassing, die stellen dat de elastische kracht recht evenredig is met de vervorming. De uitdrukking voor berekeningen is als volgt:
SPANNING = M / W, waarbij:
- M is de waarde van de mate van buiging langs de as waarlangs de kracht werkt;
- W is de waarde van de buigweerstand langs dezelfde as.
Hoe kom je erachter of de berekeningen kloppen?
Zoals gezegd heeft elk metaal of elke legering zijn eigen normale spanningswaarden. Het bepalen van deze waarden is een van de belangrijkste taken waarmee u te maken krijgt wanneer u besluit een gebouw te bouwen vanuit een profiel.
Om zeker te zijn van de juistheid van de resultaten, moet u een aantal belangrijke regels kennen en deze natuurlijk volgen.
- Voer alle berekeningen nauwkeurig, nauwkeurig, zonder haast uit. In elke fase moet men zich laten leiden door de juiste formules en niet proberen de waarden aan te passen aan de waarden die voor u geschikt zijn.
- Nadat u de buigsterkte van de profielbuis hebt berekend, moet u ervoor zorgen dat de verkregen indicatoren de opgegeven maximale waarden niet overschrijden.
- Houd rekening met het materiaal waaruit het profiel is gemaakt, de dikte van de wanden, om vernietiging of vervorming te voorkomen, wat het functioneren van de constructie in de toekomst belemmert.
- Voordat u berekeningen uitvoert, is het noodzakelijk om het toekomstige element schematisch weer te geven. Op basis van deze technische tekening kunnen nauwkeuriger berekeningen worden gemaakt, die zijn verzekerd tegen fouten die samenhangen met een verkeerd begrip van de vorm van de constructie.
Bekijk de video
Door alle noodzakelijke regels en veiligheidsmaatregelen te volgen, kan zelfs een niet-professional er zeker van zijn dat al zijn resultaten bij het berekenen van de buigsterkte van de pijp correct zullen zijn en dat het resultaat succesvol zal zijn. Constante controle van uw berekeningen en controle in elke fase van het werk is de sleutel tot het succesvol afronden van de zaak.
Voeg toe aan bladwijzers
Roman Gennadievich, Omsk stelt de vraag:
Goede dag! De volgende vraag rees: hoe bereken je de doorbuiging van een profielbuis? Dat wil zeggen, ik zou graag willen weten welke maximale belasting een profielbuis van een of andere maat kan weerstaan, om deze maat te bepalen. Ik begrijp dit zelf niet, dus ik vraag u om in begrijpelijke uitdrukkingen te spreken en alle aanduidingen in de formules uit te leggen. Het komt erop neer dat ik wat ideeën heb voor het inrichten van een zomerschuur, ik zou het graag van een stalen profiel willen maken, dus je moet precies weten welke maat je het moet kopen, zodat je het later niet opnieuw hoeft te doen. Bij voorbaat dank voor uw antwoorden.
De deskundige antwoordt:
Goede dag! Berekening van profielbuizen voor doorbuiging wordt uitgevoerd met behulp van een eenvoudige formule: M / W, waarbij M het buigmoment van de kracht is en W de weerstand. De essentie van de implementatie is eenvoudig. In dit geval is de wet van Hooke van toepassing: de elastische kracht is recht evenredig afhankelijk van vervorming.Daarom kunt u, als u de mate van vervorming en de maximale spanningswaarde voor een bepaald materiaal kent, de parameter kiezen die u nodig hebt.
Figuur 1. Ontwerpweerstanden van het basismetaal van bouwconstructies.
Dus, M = FL, waarbij F de vervorming is, uitgedrukt in kilogram, en L de schouder van de kracht is, uitgedrukt in centimeters. De schouder is de afstand van het bevestigingspunt tot het punt waarop de kracht wordt uitgeoefend.
Het is ook noodzakelijk om de maximale sterkte (R) te bepalen, voor St3-staal is deze bijvoorbeeld gelijk aan 2100 kg / vierkante centimeter.
Nu, voor verdere berekening, transformeren we de uitdrukking en krijgen: R = FL / W, transformeren opnieuw en krijgen: FL = RW, vandaar F = RW / L. Omdat we de parameters kennen, behalve W, moet alleen deze nog worden gevonden. Hiervoor zijn de parameters van de profielpijp vereist, dat wil zeggen, a is de buitenbreedte, a1 is de binnenste, b is de buitenhoogte, b1 is de binnenste, en vervang ze ook correct in de gelijkheden om de onbekende waarde te vinden voor verschillende assen: Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Als het product een vierkante doorsnede heeft, wordt de formule nog eenvoudiger, omdat nu de W-index in beide richtingen (horizontaal en verticaal) hetzelfde zal zijn en de gelijkheid zelf zal worden vereenvoudigd, omdat de lengte en breedte van het profiel zijn ook hetzelfde.
Volgens deze gelijkheden kunnen berekeningen worden gemaakt met een gewone rekenmachine. De waarden voor maximale belastingen zijn een referentie, dus het is niet moeilijk om ze op internet te vinden. In afb. 1 toont een kleine dergelijke tabel. Daarin vindt u de benodigde nummers voor verschillende soorten staal voor doorbuiging, spanning en compressie - het kan van pas komen.
22 juli 2020 Specialisatie: geveldecoratie, interieurdecoratie, bouw zomerhuisjes, garages. De ervaring van een amateur-tuinier en tuinman. Hij heeft ook ervaring in het repareren van auto's en motorfietsen. Hobby's: gitaar spelen en nog veel meer, waar niet genoeg tijd voor is :)
Om de pijpleiding te draaien, worden speciale fittingen gebruikt - hoeken en T-stukken. Soms zijn er echter situaties waarin het nodig is om de buis te buigen. In de regel, als een beginner dit werk op zich neemt, kreukt de pijp of breekt hij zelfs in de bocht, dus verder zal ik je kennis laten maken met enkele geheimen van volksambachtslieden waarmee je deze taak thuis met succes kunt uitvoeren.
Kunststof buizen
Het is erg moeilijk om plastic te buigen om het materiaal niet te beschadigen en de dikte van de wanden niet te verminderen. Hiervoor is het veel beter om speciale adapters aan te schaffen. Maar hoe buig je plastic buizen correct als er geen manier is om een hoek te krijgen? Hiervoor moet je wel een bouwföhn bij de hand hebben.
Om ermee te werken, moet je de temperatuur instellen op 140 graden en langzaam het hele oppervlak van de buis opwarmen. De belangrijkste voorwaarde is om oververhitting te voorkomen, aangezien plastic op 175 graden al volledig vloeibaar kan worden. Nadat de gewenste plasticiteit van het materiaal is bereikt, wordt het product gebogen. Om te voorkomen dat de dikte van de buitenmuur verandert, worden er kleine stukjes van hetzelfde materiaal op gelegd en ook opgewarmd met een haardroger. Hierdoor kunnen ze worden gelast en wordt leidingbreuk juist in de bocht voorkomen.
Pijpbuigmethoden:
De noodzaak voor pijpbuigen kan in een aantal gevallen ontstaan, bijvoorbeeld tijdens de installatie van een pijpleiding, als u een obstakel moet "omzeilen". Ook is het vaak nodig om deze bewerking uit te voeren tijdens het vervaardigen van verschillende metalen constructies, zoals schuren, kassen, tuinhuisjes, enz.
Opgemerkt moet worden dat als het gaat om het buigen van buizen, we de volgende soorten bedoelen:
Rond metaal
Het buigproces van metalen werkstukken met een cirkelvormige doorsnede is nogal gecompliceerd, omdat ze gemakkelijk vervormd en soms zelfs gescheurd kunnen worden. Daarom wordt bij het buigen in een industriële omgeving, vooral als een kleine straal vereist is, een ontwerp voor het buigen van buizen uitgevoerd voordat deze bewerking wordt uitgevoerd.
Thuis heeft u natuurlijk geen exacte formule nodig voor het berekenen van een pijp om te buigen. Het enige dat u hoeft te bepalen, is de minimaal toegestane straal. De betekenis ervan hangt grotendeels af van de manier waarop deze bewerking wordt uitgevoerd:
- bij het verwarmen van een met zand gevuld onderdeel
- R = 3,5xDH; - met behulp van een pijpbuigmachine
(koud buigen) - R = 4хDH; - buigen om gegolfde plooien te verkrijgen
(warm buigen) - R = 2,5хDH.
U kunt een minimale straal krijgen die gelijk is aan twee diameters door warm te trekken of te stempelen. Het is echter onmogelijk om thuis zo'n bocht te maken.
Deze formules gebruiken de volgende waarden:
Ik moet zeggen dat er een meer universele berekening is - de straal moet minimaal vijf buisdiameters zijn.
Dus we hebben de theorie een beetje doorgrond, laten we nu verder gaan met de praktijk. Zoals hierboven vermeld, zijn er verschillende manieren om dit probleem op te lossen. De eenvoudigste is het gebruik van een speciale machine - een pijpenbuiger.
Toegegeven, de prijs van een dergelijk gereedschap is vrij hoog - de kosten van een hydraulische machine, waarmee werkstukken met een diameter tot 10 cm kunnen worden gebogen, beginnen bij 15.000-16.000 roebel. De kosten van een handmatige pijpenbuiger, waarmee u met onderdelen met een diameter tot één inch kunt werken, bedragen 4.700-5.000 roebel.
Als u vaak met zo'n operatie te maken krijgt, maar u wilt niet veel geld betalen voor een pijpenbuiger, dan kunt u dat zelf doen. Op ons portaal vindt u gedetailleerde informatie over het maken van een machine voor het buigen van profielbuizen met uw eigen handen.
De pijpenbuiger is echter niet altijd bij de hand, bovendien heeft u, mocht u deze handeling een keer moeten uitvoeren, zeker geen zin om hiervoor een stuk gereedschap aan te schaffen. In dit geval kunt u buigen met haringen.
Dit gebeurt als volgt:
- allereerst moet u een buigradius tekenen op een geschikte locatie;
- vervolgens worden langs de contour metalen staven ingegraven. Het is wenselijk om ze zo dicht mogelijk bij elkaar te plaatsen. Voor betrouwbaarheid kunnen de staven worden gebetonneerd.
Naast de extreme staaf moet je er nog een plaatsen zodat het gebogen deel ertussen past. Dit is nodig om het te repareren;
- dan moet je zout of zand in de gebogen buis gieten. In dit geval moeten aan beide zijden pluggen in de gaten worden geslagen;
- daarna wordt het onderdeel tussen de eerste twee staven bevestigd en buigt het vervolgens om de rest van de staven, zoals weergegeven in het bovenstaande diagram.
Een alternatief voor deze optie is om haken te gebruiken die aan een stuk triplex zijn bevestigd en de vereiste radius vormen, zoals op de foto hierboven. Als u een kleinere diameter wilt krijgen, moet u een brede schijf of rol als sjabloon gebruiken.
Ik moet zeggen dat beide methoden geschikt zijn voor onderdelen met een diameter van niet meer dan 16-20 mm. Als u een werkstuk met een grotere diameter wilt buigen, moet de bocht goed worden verwarmd.
Als u non-ferro metalen plano's moet vormen die aanzienlijk minder buigsterkte hebben dan stalen tegenhangers, kunt u een veer gebruiken. Deze laatste moet strikt overeenkomen met de binnendiameter, zoals deze in de buis wordt gestoken. Je kunt de veer natuurlijk aan de buitenkant leggen, maar in dit geval is het onhandig om een bocht te maken.
Nadat hij de buis met een veer heeft beschermd, buigt hij met zijn eigen handen. Het werk moet zorgvuldig worden gedaan om de gewenste straal te bereiken zonder het onderdeel te beschadigen.
Profiel
Profielbuizen zijn veel moeilijker te buigen, omdat ze door hun vorm een grotere sterkte hebben. Producten met een kleine doorsnede kunnen op de hierboven beschreven manieren worden gebogen.
Er is ook een andere manier om een profielbuis te buigen, waarmee u kunt werken met werkstukken met een voldoende grote doorsnede. Het principe is als volgt:
- zand of zout moet in het werkstuk worden gegoten en sluit vervolgens de uiteinden op betrouwbare wijze af met pluggen;
- verder moet het onderdeel stevig in een bankschroef worden geklemd;
- dan moet het vouwgedeelte roodgloeiend worden opgewarmd;
- daarna moet het werkstuk worden getrimd met een hamer totdat de gewenste radius is verkregen.
Heb je een lasapparaat en een slijper, dan buig je zonder veel moeite werkstukken van zelfs de grootste diameter. Dit gebeurt als volgt:
- allereerst wordt de buigradius op het werkstuk gemarkeerd;
- verder langs de hele straal moet u de stroken aan drie zijden van het profielblank markeren. Hoe kleiner de straal, hoe kleiner de stap tussen de strepen moet zijn;
- vervolgens maakt de slijper sneden aan drie zijden van het onderdeel volgens de gemaakte markeringen;
- nu is het werkstuk probleemloos gebogen;
- na het verkrijgen van de gewenste hoek, moeten de sneden worden gelast;
- aan het einde van het werk moet je de naden schoonmaken en slijpen.
Op deze manier kunnen delen van zelfs complexe vormen worden geproduceerd, terwijl de buignauwkeurigheid zeer hoog is. Ervaring met een slijper en een lasapparaat is wel vereist.
Versterkte kunststof
Aan de ene kant buigen metaal-kunststof buizen heel gemakkelijk, maar aan de andere kant breken ze gemakkelijk. Daarom moet het werk zeer zorgvuldig worden gedaan. Er moet aan worden herinnerd dat de minimale buigradius van een metalen kunststof buis vergelijkbaar is met de straal van metalen plano's, d.w.z. moet minimaal vijf diameters zijn.
Als de buisdiameter 16 mm is, kan deze zonder speciaal gereedschap worden gebogen. Dit gebeurt als volgt:
- neem de rol met beide handen van bovenaf. Plaats in dit geval uw duimen onder de pijp, evenwijdig eraan en dicht bij elkaar, zoals op de foto hierboven;
- buig vervolgens de pijp met beide handen en zorg voor steun met uw duimen;
- buig de buis naar de gewenste straal, verplaats deze in de handpalmen naar links of rechts en herhaal de procedure;
- buig op deze manier het werkstuk en verplaats het totdat u de gewenste hoek krijgt.
Om "uw hand te vullen", oefent u met het uitvoeren van deze procedure op pijpen, omdat het waarschijnlijk is dat de werkstukken in het begin breken.
Het is veel moeilijker om een buis met een diameter van 20 mm om de vingers te buigen. Daarom kan elk ander geschikt oppervlak als aanslag worden gebruikt. Het is echter het handigst om dit werk uit te voeren met behulp van een veermal, die zowel extern als intern kan zijn, d.w.z. die in het werkstuk wordt gestoken.
Om een bocht te maken met een binnenmal in het midden van een lang werkstuk, bindt u deze aan een touw en duwt u deze vervolgens tot de gewenste diepte. Trek na het voltooien van de bocht de veer naar buiten door aan het touw te trekken.
Profielbuis gebruikt in de bouw: afmetingen, tabellen
Elk type buizen, balken en profielen is ontworpen voor een specifiek doel. Voor de bouw zijn producten met een gemiddelde wanddikte van 8 tot 12 mm geschikt. Bij de vervaardiging van dergelijk gewalst metaal worden knuppels van staalkwaliteit St3sp / ps5, geproduceerd in overeenstemming met GOST 14637-89, gebruikt. Ook wordt hoogwaardig metaal van de 09G2S-klasse gebruikt (dit is een profiel in overeenstemming met GOST 19281-89).
De meest populaire zijn professionele pijpen - universeel gewalst metaal met verstijvers. Ze worden gebruikt voor de bouw:
- sporten en speeltuinen;
- sportcomplexen en zwembaden;
- hekken en hekken;
- metalen constructies van het frametype;
- luifels voor allerlei doeleinden;
- reclameborden en reclameborden;
- vlaggenmasten en torens;
- haltes van het openbaar vervoer, enz.
Elk object vereist een specifiek profiel. Volgens standaardisatie worden producten geclassificeerd volgens hun sectionele vorm als "rechthoek", "vierkant", "ovaal" en "veelhoek".
Uitvoer
Zoals we ontdekten, zijn er nogal wat populaire manieren om pijpen te buigen. Met een beetje oefening kunt u goede resultaten behalen. Houd er echter rekening mee dat de kwaliteit van de bocht die wordt uitgevoerd op professionele apparatuur altijd hoger zal zijn.
De video in dit artikel geeft aanvullende informatie over het buigen van versterkte kunststof buizen.Als u tijdens het uitvoeren van deze bewerking problemen ondervindt, stel dan vragen in de opmerkingen en ik zal zeker proberen u te helpen.
22 juli 2020
Als je dankbaarheid wilt uiten, verduidelijking of bezwaar wilt toevoegen, vraag de auteur dan iets - voeg een opmerking toe of zeg bedankt!
In de industriële en particuliere bouw zijn gevormde buizen gebruikelijk. Ze worden gebruikt om bijgebouwen, garages, kassen, tuinhuisjes te bouwen. Ontwerpen zijn zowel klassiek rechthoekig als sierlijk. Daarom is het belangrijk om de buiging van de buis correct te berekenen. Hierdoor blijft de vorm behouden en krijgt de structuur sterkte en duurzaamheid.
Versterkte kunststof buizen
Toen de metaal-kunststof buizen zich verspreidden, begonnen velen ze in alle mogelijke communicatie te gebruiken. Ze zijn betrouwbaar, praktisch, goedkoop en eenvoudig te installeren. Maar hoe buig je metalen kunststof buizen? Hiervoor wordt ofwel eenvoudige handarbeid (als het metaal in de buis zacht is) of de methode van buigen met behulp van een veer (hierboven besproken) gebruikt. Het is verplicht om aan de voorwaarde te voldoen dat het onmogelijk is om de metalen kunststof buis elke 2 centimeter meer dan 15 graden te buigen. Als deze parameter wordt verwaarloosd, kan de buis eenvoudig onbruikbaar worden vanwege een grote hoeveelheid schade.
Buigbare metalen eigenschappen
Metaal heeft zijn eigen weerstandspunt, zowel maximum als minimum.
De maximale belasting van de constructie leidt tot vervormingen, onnodig buigen en zelfs knikken. Bij het berekenen letten we op het type buis, sectie, afmetingen, dichtheid, algemene kenmerken. Dankzij deze gegevens is bekend hoe het materiaal zich zal gedragen onder invloed van omgevingsfactoren.
We houden er rekening mee dat onder druk op het dwarsgedeelte van de buis spanning ontstaat, zelfs op punten die verwijderd zijn van de neutrale as. De zone met de meeste tangentiële spanning is die in de buurt van de neutrale as.
Tijdens het vouwen trekken de binnenste lagen in de gebogen hoeken samen, worden kleiner en de buitenste lagen rekken uit, worden langer, maar de middelste lagen behouden hun oorspronkelijke afmetingen, zelfs na het einde van het proces.
Bochtpijpen worden veel gebruikt in het dagelijks leven
FD Plast dubbellaagse gegolfde buis
Het assortiment omvat gegolfde tweelaagse buizen FD Kunststof... Binnendiameters variëren van 110 tot 800 mm en stijfheidsklasse SN8-SN9. Ze zijn gemaakt van lagedrukpolyethyleen (HDPE) en worden gekenmerkt door bestendigheid tegen agressieve omgevingen en duurzaamheid. De diepte van deze leidingen kan oplopen tot 15 meter. FD Plast gegolfde buizen hebben een hoogwaardige afwerking tegen een relatief lage prijs.
Prijs voor dubbellaagse gegolfde buis met SN8-mof
| Buitendiameter, mm | Binnendiameter, mm | Prijs, l.m. |
| 110 | 94 | vanaf 150 roebel. |
| 133 | 110 | vanaf 188 roebel. |
| 160 | 136 | vanaf 268 wrijven. |
| 190 | 160 | vanaf 312 roebel. |
| 200 | 171 | vanaf 358 roebel. |
| 230 | 200 | vanaf 455 roebel. |
| 250 | 216 | vanaf 567 wrijven. |
| 290 | 250 | vanaf 767 wrijven. |
| 315 | 271 | vanaf 871 roebel. |
| 340 | 300 | vanaf 1096 roebel. |
| 400 | 343 | vanaf 1357 wrijven. |
| 460 | 400 | vanaf 1609 wrijven. |
| 500 | 427 | vanaf 2061 wrijven. |
| 575 | 500 | vanaf 2295 wrijven. |
| 695 | 600 | vanaf 3130 roebel. |
| 923 | 800 | vanaf 5832 roebel. |
Prijslijst voor FD Kunststof buizen
Hoe maak je de juiste berekeningen?
Het berekenen van een profielbuis voor doorbuiging is het bepalen van de mate van maximale spanning op een bepaald punt in de buis.
Elk materiaal heeft een normale spanningsclassificatie. Ze hebben geen invloed op het product zelf. Om de berekeningen correct uit te voeren, moet een speciale formule worden toegepast. Het is noodzakelijk om ervoor te zorgen dat de indicatoren de maximaal toelaatbare waarden niet overschrijden. Volgens de wet van Hooke is de resulterende elastische kracht recht evenredig met de vervorming.
Bij het berekenen van de buiging is het ook noodzakelijk om de spanningsformule toe te passen, die eruitziet als M / W, waarbij M de buigindicator is langs de as, waarop de kracht valt, maar W de buigweerstandsindicator langs dezelfde as is.
Pijpbocht moet correct en nauwkeurig zijn
Constructies uit een profielbuis
Er werd hierboven vermeld dat een grote verscheidenheid aan metalen constructies kan worden gemaakt van rechthoekige buizen.Bij het maken van een structuur van een metalen profiel, moet speciale aandacht worden besteed aan berekeningen. Correcte berekeningen zorgen voor de betrouwbaarheid van de constructie.
Als we het hebben over lichtgewicht constructies die niet worden beïnvloed door kleine belastingen, dan moeten hier natuurlijk berekeningen worden gemaakt, maar zelfs als er fouten in staan, is dit niet kritisch. Fouten in de berekeningen van belastingen, inclusief die in verband met het buigen van buizen, mogen niet worden toegestaan als er serieuze gebouwen worden gebouwd.
Buigproces
Door het buigen ontstaat er een zekere mate van spanning in de metalen wanden. Trekspanning wordt verkregen op het buitenste gedeelte en drukspanning op het binnenste gedeelte. Door deze invloeden verandert de kanteling van de as.
Tijdens het buigen op de gebogen plaats verandert de vorm van de doorsnede. Hierdoor wordt het ringvormige profiel ovaal. In het midden van de doorbuiging is een duidelijker ovale vorm te zien, maar naar het einde en naar het begin toe neemt de vervorming af.
Voor buizen met een doorsnede tot 20 mm mag de ovaliteit op de vervormde plaats niet groter zijn dan 15%. Voor buizen met een doorsnede van 20 en meer - 12,5%.
Let er bij dunwandige producten op dat er plooien kunnen optreden in het concave gebied. Ze hebben op hun beurt een negatieve invloed op de werking van het systeem (verminderen de doorlaatbaarheid van het werkmedium, verhogen het niveau van hydraulische weerstand, de mate van verstopping).
Gebogen buizen worden gebruikt in de industrie en de particuliere bouw
Toegestane buigstralen van de buis
Leidingen hebben een minimale buigradius volgens overheidsnormen.
Als het buigen wordt uitgevoerd door verwarmen en schuren, is de buitendiameter van de buis minimaal 3,5 DN.
Het vormen van een pijp op een pijpbuigmachine (zonder verwarming) - minimaal 4DN.
Buigen bij verwarming met een gasbrander of in een oven om halfgegroefde plooien te verkrijgen is mogelijk met een index van 2,5 DN.
Als de bocht is voorzien voor een steile (voor gebogen rioolbochten gemaakt door warm aanboren of door stampen) - niet minder dan 1DN.
De buisbocht kan kleiner zijn dan de opgegeven waarden. Dit is echter mogelijk als de fabricagemethode garandeert dat de buiswanden 15% van de totale dikte worden verdund.
Wij berekenen de buigsterkte van de buis verantwoord
Buigen van buizen met verschillende diameters
Formules en tabellen
Om de doorbuiging van de buis te berekenen, bepalen we de lengte van het onderdeel. Het wordt berekend met behulp van deze formule:
L = 0,0175 ∙ R ∙ α + l
R is de buigradius in mm;
α is de waarde van de hoek;
I - rechte sectie van 100/300, nodig om het product vast te pakken (bij het werken met het gereedschap).
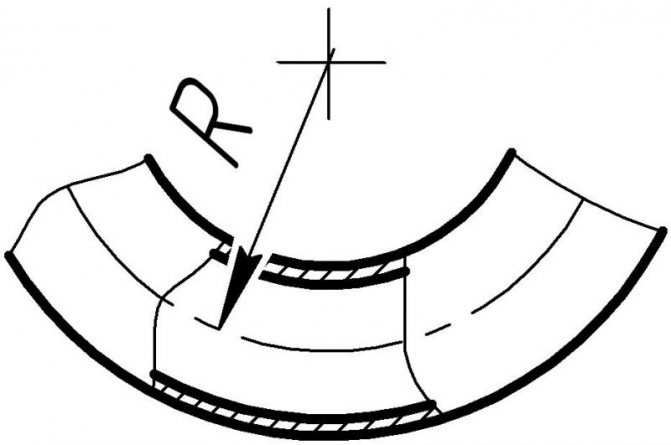
Bij het berekenen van de buiging van een profielbuis houden we rekening met de maat van het gebogen element. Het wordt bepaald door de volgende formule:
A = π ∙ α / 180 (R + DH / 2)
De waarde van het getal π = 3,14;
α is de buighoek in graden;
R - de waarde van de straal (de waarde wordt in mm in aanmerking genomen);
DH is de diameter aan de buitenzijde van de leiding.
Minimale buigradii voor koper- en messingproducten worden in de tabel gegeven. De gegevens komen overeen met GOST's nr. 494/90 en nr. 617/90. Daarnaast staan hier ook de waarden voor de buitendiameter, de minimale lengte van het statisch vrije deel.
Het buigen van gevormde buizen kan op speciale machines worden uitgevoerd
Pijpbochtdiagram
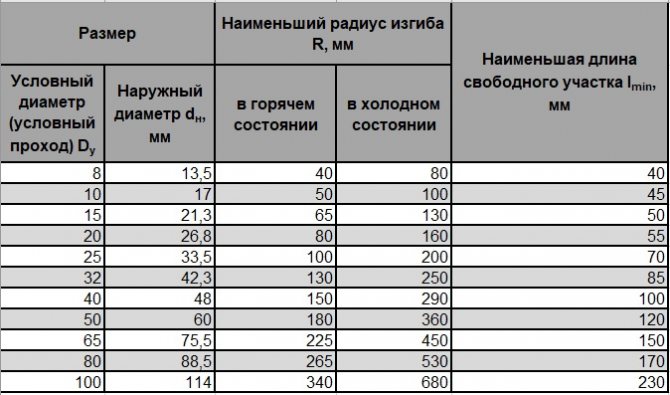
De volgende tabel helpt bij het berekenen van de buiging van een ronde buis. Het bevat gegevens met betrekking tot staalanalogen (indicatoren komen overeen met GOST nr. 3262/75).
| Afmetingen pijp | Minimale buigradius | Minimale vrije lengte | ||
| Voorwaardelijke pas | Extern | Heet | Verkoudheid | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Om geen fouten te maken in de berekeningen, moet men ook rekening houden met de diameter en dikte van de buiswanden.
Handmatige hydraulische pijpenbuiger
De pijp buigen met je eigen handen
Als u het zelf doet, zal de berekening van de buis voor het buigen helpen, waarvan de formule eenvoudig en universeel is (dit zijn 5 buisdiameters).
We berekenen de buiging op onderdelen met een doorsnede van 1,6 cm.
1e stap: je moet duidelijk begrijpen wat voor soort cirkel het resultaat zal zijn (voor correct buigen is een vierde van de cirkel nodig).
2e stap: bepaal de straal - 16 vermenigvuldigd met 5. Het resultaat is 80 mm.
3e stap: bereken de startpunten voor de bocht. Gebruik hiervoor de formule C = 2π ∙ R: 4. De C-waarde is de lengte van de leiding die in het werk wordt gebruikt. Er worden twee pi-nummers gebruikt, evenals een indicator van de buitenstraal van de buis.
4e stap: waarden worden vervangen door bekende gegevens: 2 ∙ 14 ∙ 80: 4. Als resultaat krijgen we 125 mm. Dit is de lengte van het gedeelte waar de minimale buigradius 80 mm is.
Als het niet mogelijk is om met de formules te werken, berekenen we de doorbuiging van de profielbuis met behulp van een rekenmachine (het is gemakkelijk om een speciaal programma op internet te vinden).
Er zijn verschillende soorten van zo'n tool. Het segmentbuigapparaat zorgt voor werk op basis van speciale sjablonen. Hun vorm is al berekend voor een bepaalde diameter en vorm van de vouw. De tool helpt bij het omvormen van leidingen tot 180˚.
Backing-apparatuur heeft een segment dat zich binnen het toekomstige product beweegt. Hierdoor wordt vervorming voorkomen, opent de toegang zich tot meerdere gebieden tegelijk.
Welk type tool ook wordt gebruikt, we onthouden dat nauwkeurige, herhaaldelijk geverifieerde berekeningen de sleutel zijn tot een succesvolle installatie.
Hoe kom je erachter of de berekeningen kloppen?
Elk materiaal, inclusief het metaal waaruit rechthoekige buizen zijn gemaakt, heeft een normale spanningsindicator. De stress die in de praktijk ontstaat, mag deze indicator niet overschrijden. Houd er ook rekening mee dat de elastische kracht kleiner is naarmate de belasting op de buis groter is.
Daarnaast dient u rekening te houden met de M/W formule. Waarbij het buigmoment van de as inwerkt op de buigweerstand.
Om nauwkeurigere berekeningen te verkrijgen, wordt een diagram afgebeeld, dat wil zeggen een afbeelding van een onderdeel dat de kenmerken van een bepaald onderdeel maximaal weerspiegelt, in dit geval een rechthoekige pijp.
Geometrische parameters van AVO lamellenbuizen
| Vinnenverhouding | Buitendiameter, mm | Ribhoogte, mm | Aantal ribben per 1 m looplengte | Pijplengte, mm |
| 9 | 49 | 10,5 | 286 | 12 000 |
| 14,6 | 56 | 14 | 333 | 12 000 |
| 20 | 57 | 15 | 400 | 12 000 |
| 22 | 57 | 15 | 433 | 12 000 |
De wijdverbreide introductie van convectieve oppervlakken met dwars geribbelde buizen (bijvoorbeeld verschillende AVO-ontwerpen) in de energiesector en industrie is mogelijk geworden op basis van buisfinning-methoden met behulp van de volgende technologieën:
- Rollen - een buis met een grotere diameter met een bepaalde dikte van aluminium wordt op de steunbuis geplaatst, waaruit de ribben vervolgens worden uitgeperst door vervorming met behulp van de machinerollen;
- Oprollen - een aluminiumtape wordt op de ondersteunende buis gewikkeld, die verschillende bevestigingsopties kan hebben: in een groef of zonder.
Lees trouwens ook dit artikel: AVOM oliekoelers
Tegelijkertijd zijn er problemen met nauwkeurige en universele methoden om hun thermische en aerodynamische eigenschappen te berekenen, dergelijke oppervlakken verder te verbeteren en de warmteoverdracht daarin te intensiveren. De oplossing voor deze problemen werd tot op zekere hoogte beperkt door het ontbreken van een betrouwbaar fysiek beeld van transportprocessen in dwars geribbelde oppervlakken.
Profielpijp: maten en prijzen, doel en functionaliteit
Vierkante buizen worden gebruikt in verschillende industrieën, waaronder de productie en installatie van metalen constructies voor buiten en binnen. Er zijn geen speciale eisen aan de oppervlaktekwaliteit. Een universeel profiel wordt geproduceerd op basis van warmgewalste stalen strips, de dikte varieert in het bereik van 1,5-5 mm. Op basis van functionele kenmerken of gebruiksvoorwaarden worden producten ingedeeld in de volgende typen:
De kosten van een rechthoekig profiel beginnen bij 51,5 duizend roebel per 1 ton
- metalen profielen voor algemene en speciale doeleinden;
- producten voor olieproductie, gastransport en geologische exploratie;
- boor- en verbuizingsapparatuur;
- compressor en pompuitrusting;
- waterleidingen;
- hittebestendige staalproducten voor ketelruimen;
- chemische apparatuur;
- grote snelwegen;
- stalen steunen met verstijvers voor constructie;
- duurzame producten voor multifunctionele doeleinden.
Belangrijk! Om de kwaliteit te verbeteren of de kosten van producten te verlagen, is het op verzoek van de klant mogelijk om de technologie te variëren en de staalsoort te wijzigen.
Het gebruik van gewalste producten is wijdverbreid in de machinebouw en constructie, landbouw, communicatiesystemen en olieraffinage. Alle parameters, inclusief pijplengte en wanddikte, worden geregeld door GOST 13663-86.
Het profiel voor algemeen gebruik wordt geproduceerd met een wanddikte in het bereik van 1,5-5 mm.
Prijzen voor pijpwalsproducten:
- Vierkant profiel - vanaf 52 duizend roebel / 1 ton en vanaf 22 roebel. voor 1 hardlopen. m.
- Rechthoekig profiel - vanaf 51,5 duizend roebel / 1 ton en vanaf 26 roebel. voor 1 hardlopen. m.
De lengte van leidingdelen varieert, afhankelijk van het doel, van 1 tot 12 m.
Eigenschappen van stalen profielen voor meubelproductie
De ontwerpeigenschappen van de ovale en vierkante profielen zijn geëvalueerd bij de productie van meubels. Ze werden gebruikt als frames en poten, bodems voor opklapbedden en mechanismen om banken te transformeren. Profielen worden ook gebruikt als hulpelementen voor smeden en de imitatie ervan, evenals als decoratieve fragmenten. De belangrijkste functies van geprofileerde metalen producten zijn belastingen en esthetiek.
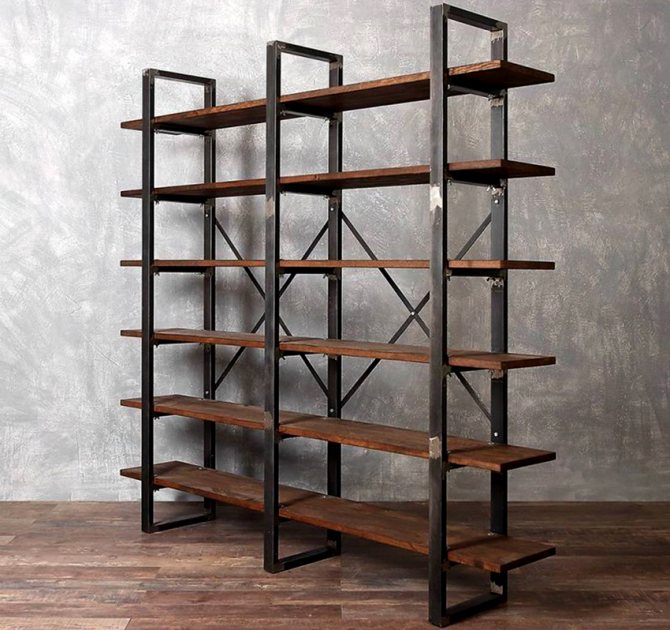
Vierkante en ovale profielen worden veel gebruikt in de meubelproductie
Conform de toepassingsspecificaties worden de producten ingedeeld in 36 standaardmaten. Meubelpijpen hebben een klein formaat:
- producten met een rechthoekige doorsnede variëren van 20x10 tot 40x25 mm;
- delen van een vierkant profiel hebben een afmeting van maximaal 30x30 mm.
Behulpzaam advies! Naast gewone buizen worden ook veel gebogen vormstukken gebruikt, die worden aanbevolen om rechtstreeks bij de fabrikant te bestellen. De plasticiteit van het metaal maakt het mogelijk om een stalen buis (willekeurige afmetingen) onder de vereiste hoek te buigen, waarbij gebogen en andere complexe constructies worden gevormd.
Maattabel profielstalen buizen van gemeten en niet-gemeten lengte:
| Type pijprollen | Doorsnede, mm | Wanddikte, mm |
| Elektrofusiegieten | 10-100 | 1-5 |
| Hete vervorming | 60-180 | 4-14 |
| Koude vervorming | 10-120 | 1-8 |
Benodigde gereedschappen en materialen
Om in verschillende situaties een kunststof buis op basis van lagedrukpolyethyleen te buigen, kan het volgende gereedschap nodig zijn:
- speciale molding machine;
- constructie of krachtige soldeerföhn (met de mogelijkheid om de bedrijfstemperatuur te veranderen);
- conventionele gasbrander;
- buigmal gemaakt rekening houdend met de vereiste vormhoek.

Buigen van de HDPE buis met een föhn
Elk van deze gereedschappen is geschikt voor een specifieke methode om werkstukken te buigen en kan thuis worden gebruikt. Bij het leggen van waterleidingen in een tuin wordt aanbevolen om merkelementen te gebruiken om betrouwbare flensverbindingen te verkrijgen.
PEP-buizen van polyethyleen
De laatste jaren is er een actieve groei in het gebruik van buizen gemaakt van PE-RT (Polyethylene of Raised Temperature resistance). Eind 2010 introduceerde Dow Chemical de nieuwste ontwikkelingen op het gebied van materialen voor warmwatervoorziening en verwarming, waardoor het toepassingsgebied van PE-RT Type II voor de productie van leidingen voor de bouw van hoogbouw werd uitgebreid. gebouwen.
PE-RT is gemaakt ter vervanging van PEX vernet polyethyleen, dat, ondanks zijn eigenschappen, enkele ongemakken heeft voor buizenproducenten en consumenten: het kan niet worden gelast, het kan niet worden gerecycled en vereist verknoping. Terwijl PE-RT een veel voorkomende thermoplast is (zoals PPRC-polypropyleen), heeft het eigenschappen die dicht bij PEX liggen, maar dit materiaal vereist geen crosslinking tijdens de verwerking, waardoor de productiviteit van de lijn kan worden verhoogd door de PE-crosslinkingsfase uit het technologische proces te elimineren.Het standaard temperatuurprofiel van extrusie maakt de verwerking van grondstoffen op standaardapparatuur mogelijk, het is perfect gelast met conventionele lasmachines. Daarom geven steeds meer pijpfabrikanten er de voorkeur aan boven XLPE.
Sinds het midden van de jaren 90 van de vorige eeuw worden PE-RT-buizen uit Europa aan Rusland geleverd. Tegenwoordig is het tempo van de ontwikkeling van de binnenlandse productie uit dit materiaal natuurlijk voor de huidige ontwikkelingsfase. Hoewel het materiaal voor de Russische markt nog als vrij nieuw wordt beschouwd, groeit de belangstelling van installatieorganisaties elk jaar. Gezien de eigenschappen van het materiaal en de toename van de productie van PE-RT-buizen door Russische fabrikanten, zal de neiging om stalen, polypropyleen en pex-buizen te vervangen elk jaar meer en meer duidelijk worden.
Ontwikkelingen in katalysatoren en fabricagetechnologieën hebben geleid tot de creatie van een nieuwe, sterk gedifferentieerde productfamilie op basis van ethyleen-a-olefinen-copolymeren. Deze polymeren vormen de basis van een nieuwe klasse polyethyleenmaterialen - PERT (polyethyleen met verhoogde temperatuurbestendigheid
- polyethyleen met verhoogde hittebestendigheid)
voor de productie van leidingen voor warmwatervoorziening en verwarming.
PE-RT wordt aanbevolen voor de fabricage van absoluut alle buizen
voor verwarmingssystemen en warm- en koudwatervoorziening. Het unieke van deze materialen ligt in het feit dat voor het verkrijgen van een goede langdurige hydrostatische sterkte bij hoge temperaturen
ze hoeven niet te worden genaaid
... Dit biedt aanzienlijke verwerkingsvoordelen ten opzichte van vernet polyethyleen (PEX) -systemen.
Er zijn belangrijke vorderingen gemaakt bij het begrijpen van de structuur-eigenschapsrelatie van polyethyleenpolymeren. Door de ontwikkeling van verbeterde technologie en gebruik van katalysatoren
kan
controle implementatie en plaatsingcomonomeer
in de polymeerruggengraat. Deze hogere nauwkeurigheid bij het bepalen van de microkristalliniteit van het polymeer maakt het mogelijk nieuwe combinaties van prestatiekenmerken te creëren. Het is nu mogelijk om polyethyleenpolymeren te produceren die prestaties bij hoge temperatuur combineren met flexibiliteit of een betere vloeibaarheid op lange termijn voor een gegeven stijfheid.
Afmetingen profielbuis, verwerking van soorten gewalste producten
De meest populaire zijn de volgende formaten (gemeten lengte tot 12 m en in meerdere formaatsegmenten):
- vierkante buizen - doorsnede van 15x15 tot 60x60 mm;
- rechthoekig profiel - doorsnede van 15x20 tot 44x80 mm.
Profielstalen buizen (afmetingen worden geregeld door GOST) volgens de verwerkingsmethode worden voornamelijk onderverdeeld in de volgende typen:
- naadloos koudgewalst (koudgetrokken en koudgewalst);
- warmvervormde naadloze stalen buizen (warmgewalst, warmgeperst en warmgesmeed);
- heet vervormd gelast (longitudinaal, spiraalnaad);
- naadloze (centrifugaal gegoten, warmgewalste en warmgetrokken) producten;
- longitudinaal (elektrisch en gelast);
- opgerolde, hardgesoldeerde en ovengelaste buizen;
- koud bewerkt (getrokken en gewalst);
- stalen buizen met een oppervlaktebehandeling;
- bewerkte (gepolijste en gepolijste) producten met metalen en niet-metalen coating;
- vernikkeld en met anticorrosiecoating.
De volgende basisparameters van een profielbuis zijn bekend:
- profielaanzicht (geometrische vorm op een snede);
- kwaliteit van staal of ander metaal;
- pijplengte;
- doorsnedediameter (buisafmetingen in inches en in millimeters);
- wanddikte;
- de aanwezigheid van een naad;
- aanwezigheid van aanvullende bewerkingen: verzinken, slijpen, polijsten, etc.
Buizen worden geproduceerd met machinaal bewerkte sneden, met schroefdraad aan een of beide uiteinden en met een ander type eindafwerking:
- taps toelopende en geëxpandeerde metalen staven;
- met stalen buizen;
- producten met verstoorde uiteinden en andere soorten verwerking.



Bouwbehoeften: gevormde buizen, wandafmetingen
Momenteel zijn meubelen en constructieprofielen de meest populaire.Pijpen met een rechthoekige en vierkante doorsnede worden geproduceerd in overeenstemming met de normen van GOST 30245-2003. Het is moeilijk om industriële, militaire en civiele constructie zonder deze systemen voor te stellen. Deze producten worden gebruikt voor de vervaardiging van dergelijke constructies:
- frame-achtige gebouwen;
- trappen en treden;
- overlappingen;
- schuren en boerderijen;
- rekken en steunen;
- brug kolommen;
- spoorwegoverspanningen;
- magazijnen en complexen op het gebied van logistiek.
Methoden voor het vormen van HDPE-buizen
Om typische HDPE-buizen in een huiselijke omgeving te buigen, moet u beproefde technieken gebruiken die met succes worden gebruikt door traditionele ambachtslieden. Onder de bekende benaderingen van dit proces vallen de volgende technieken op:
- Het gebruik van een soldeer- of bouwföhn.
- Vullen van de buisholte met heet water (kokend water).
- Vullen met een bulksamenstelling verwarmd tot 80-90 graden (zout of rivierzand).
Thuis een kunststof buis buigen mag ook op andere manieren (bijvoorbeeld met een gasbrander).
Opmerking! De eenvoudigste aanpak is ook mogelijk, namelijk het in de zomer verwarmen van de buisstaaf in de zon.
Maar deze methode om de pijpleiding recht te trekken is alleen realiseerbaar bij zeer warm weer (bij een luchttemperatuur van minstens 30 graden).
Met een groot aantal onafgewerkte pijpen en de noodzaak om ze met hoge precisie te buigen, is speciale vormapparatuur vereist. Er is veel vraag naar bij de industriële productie en het wordt zelden gebruikt in het dagelijks leven.