Siltummaiņa ar peldošu galvu "TP" apraksts
Peldošā galvas siltummainis ir viens no pieprasītajiem čaulu un cauruļu siltummaiņu veidiem, un to plaši izmanto naftas pārstrādes rūpnīcās un dažādos citos rūpniecības uzņēmumos.
Šīs ierīces galvenā iezīme ir temperatūras kompensatora klātbūtne tā sauktā veidā "Peldoša galva".
Zemāk ir 2 iespējas "Peldošā galva":
- Augšējā figūra ir dizains ar iespēju izvilkt cauruļu saišķi, neizjaucot pašu galvu, kam raksturīga samazināta siltuma efektivitāte apvada plūsmu klātbūtnes dēļ (TEMA apzīmējums).
- Apakšējais attēls ir dizains, kas prasa galvas demontāžu, lai izvilktu cauruļu saišķi (TEMA apzīmējums S). Visbiežāk vietējās naftas pārstrādes rūpnīcās.
Abos gadījumos peldošās galvas klātbūtne ļauj izmantot siltummaini ar lielu temperatūras starpību starp procesa vidi aparāta caurulē un apvalka dobumā.
Tādējādi šāda veida aparāti ir daudzpusīgāki salīdzinājumā ar stingru cauruļu struktūras siltummaiņiem, un tos var izmantot plašā dažādu barotņu kombināciju klāstā ar lielu temperatūras starpību. Tomēr peldošās klātbūtnes dēļ. palielinās arī galvas siltummaini izmaksas. Tādēļ šī aprīkojuma izmantošanai jābūt tehniski pamatotai. Norādot ierīces kodu, saīsinājums “TP”- siltummaiņi ar peldošu galvu saskaņā ar TU 3612-023-00220302-01 VNIINeftemaša.
Starp citu, izlasiet arī šo rakstu: Siltummaiņu vibrācija
Gāzes katla siltummaiņa cietlodēšana
No siltummaini tiek noņemts viss ūdens, gaiss un cietās vielas. Ar mašīnu izpūtiet šļūteni un izpūtiet atliekas ar muti.
Lodēšanai tiek izmantoti četri komponenti:
- lodēšanas rīks (gāzes deglis, lodlampa vai lodāmurs);
- lodēt;
- plūsma;
- pirms un pēc instrumentu noņemšanas.
- PMTs-36 - no 825 ° C;
- PMTs-42 - no 833 ° C;
- PMTs-54 - no 860 ° C
- abrazīvs;
- lodēšanas pastas;
- skābe konservēšanai.
Lodēšana ir materiāls, lai savienotu sagataves ar zemāku kušanas temperatūru nekā apstrādājamā pamatne. Paliktņi parasti tiek izgatavoti no metāliem. Tos ražo stiepļu, iegultu daļu, pastas, folijas, pulveru, stieņu un granulu formā. Siltummaiņa cietlodēšanai vispiemērotākie ir vadi. Paņem šo.
Siltummaiņa remontam tiek izvēlēts augstas temperatūras lodmetāls ar zemāku kušanas temperatūru, bet ne zemāku par 700 ° C, no tā paša materiāla un ar līdzīgām fizikālajām un mehāniskajām īpašībām. Tiek ņemtas vērā arī pretkorozijas īpašības un stieples īpašā vadītspēja.
Varš, nerūsējošais tērauds un čuguns ir izplatītas izejvielas siltummaiņiem, un pamatnei bieži pievieno cinku. Cietlodēšanai vara siltummaiņos vara-cinka lodmetālus bieži izmanto ar ieslēgumiem, kas neitralizē tvaiku bīstamo iedarbību.

Lodēšana stieņos nav tik ērta kā stiepļu lodēšana, bet to var saliekt arī ar roku, pat ar lielu diametru, un iegūtais lodmetāls būs diezgan grūts
Cietajiem augstas temperatūras lodmetāliem ir marķējums PSr, PMT, PMT utt.
Varš-cinks apzīmē PMC un numurē, pamatojoties uz kušanas temperatūru:
Ikviens var lodēt standarta katla siltummaini, bet vai to var izdarīt, ir atkarīgs no detaļas materiāliem.
Labi lodētāji dod stingras šuves.Šādu sakausējumu sastāvdaļas difūzijas ceļā iekļūst cietlodē, un palīgmateriālā bāze izšķīst nelielā daudzumā. Pēc sacietēšanas parādās viendabīgs slānis.
Plūsma ir viela oksīdu noņemšanai no cietlodētās pamatnes, lodēšanas plūstamības palielināšanai, virsmas spraiguma samazināšanai un labāk sagataves samitrināšanai. Siltummaiņi tiek kombinēti ar universāliem un īpašiem produktiem. Lodēšanas pastās parasti ir varš, kas ir labs siltummainim. Arī maisījumi ar sudrabu ir lieliski.
Materiālu sagatavošana pirms lodēšanas
Lodāmura uzgalis ir konservēts. Instrumentu karsē, līdz gals ir nedaudz apsārtis un pārklāts ar plānu lodēšanas kārtu, kamēr oksidācijas plēve tiek noņemta. Uzgalis un vads ir iemērkti plūsmā. Skārda stadijā tam var izmantot kolofoniju vai sveķus.
Lasu tagad
Monētu un epoksīda grīda: foto kompilācija
Populārākie māju projekti 7 līdz 9 m ar mansardu
Pēc tam, kad dūmi ir atbrīvoti, dzēliens tiek turēts vēl dažas sekundes. Tad lodāmurs ar lodmetālu trīs līdz četras reizes iemērc plūsmā.
Pēc iegādes ierīces tiek konservētas un pēc tam laiku pa laikam - bieži lietojot. Dažreiz par tinēšanas pamatu izmanto cita lodāmura galu.

Fotoattēlā redzama skārda izlikšana - pēc tam nesāpēs nospiest dzeloni pret koka dēlīti ar sveķiem, kas izlīdzinās arī lodēšanas slāni
Ja lodēšanas stāvoklis nav vislabākais, tad tas jātīra no netīrumiem un oksīdiem. Uzkarsē lodēšanas stieples galu līdz darba temperatūrai un iegremdē to plūsmā, stingri nospiediet pret cieto virsmu, uz kuras tā atrodas.
Ja nav jauna stieples, tad veco var apstrādāt ar bāzes tīrīšanas līdzekli, piemēram:
Pirms lodēšanas no siltummaiņa virsmas tiek notīrīti putekļi, lai darbības laikā neparādītos dzirksteles. Vietu ar fistulu apstrādā ar tīrīšanas sūkli vai smalkgraudainu smilšpapīru, noslauka ar šķīdinātāju, lai noņemtu visus ķīmiskos savienojumus.
Pēc tam problēmu zonu silda ar matu žāvētāju, lai nodrošinātu labāku sniegumu un iztvaikotu atlikušo mitrumu. Pretējā gadījumā tas pēkšņi iznāks darbības laikā un izspiedīs lodmetālu. Pēc iesildīšanās teritorija tiek atkal notīrīta.
Kā lodēt katla siltummaini?
Nelielu fistulu uz siltummaini atrod zaļi plankumi, bet, ja šāds tonis ir lielākajā daļā ierīces, tad tiek ņemts vērā pārklājuma stāvoklis, krāsas vienmērīgums.
Lodēšanas līdzeklis tiek izvēlēts atbilstoši situācijai. Lodāmurs ir piemērots smalkam darbam. Liela liesmas mēle no gāzes degļa labi iesildīs problēmu zonu, taču pretēji gaidītajam ierīces jauda var nebūt pietiekama. Lodāmurs arī jāizvēlas jaudīgs.

Izvēlieties pareizo degļa sprauslu - liesmai jābūt apmēram 2 cm platai un ērtībai pagrieztai, un, strādājot, turiet to tā, lai uguns vienmērīgi sadalītos pa virsmu
Lielākā daļa darbu izskatās vienkārši. Uz apsildāmas vietas tiek uzlikta plūsma, pēc kuras viņi sāk lodēt. Lodmetāls tiek uzlikts uz siltummaini ar tā galu, tam piestiprina lodāmuru un pakāpeniski silda. Vads sāks mijiedarboties ar plūsmu un pamatni. Atlikušā nevienmērīgā masa pēc lodēšanas tiek sadalīta.
Gāzes degļa gadījumā regulāri lietojiet atsevišķu ierīci vai kaut ko efektīvāku. Piemēram, darbināms ar lielu balonu. Nekad neieslēdziet maksimālo liesmu. Uzlieciet lodmetālu pēc tam, kad plūsmas krāsa kļūst gaišāka, piemēram, sudraba, nevis pelēkā krāsā.
Glabājiet degli tādā attālumā, lai vads vairāk izkustu no apsildāmā siltummaini, nevis uguns. Mazai fistulai var pietikt ar pusminūtes lodēšanu. Sīkākas instrukcijas par lodēšanu var atrast šajā materiālā.
Lodēšanas laikā nepārkarst pamatni un lodmetālu - pēdējais būs slikti fiksēts.Pārliecinieties, ka iegūtā struktūra nav vaļīga un krāsa nav matēta. Lodēšana ideāli atjauno visu problēmu zonu, un, ja tas tā nav, būs nepieciešama cita pieeja.
Pielaidiet lodāmura temperatūru līdz 20 grādiem virs lodēšanas kušanas temperatūras. Gatavā savienojuma tīrīšanai izmantojiet pīnes un atsperu noņēmējus - instrumenti arī noņems atlikušo plūsmu. Noslaukiet siltummaini ar mitru drānu un noņemiet visas mikrodaļiņas.

Normālai katla sadegšanas kameras darbībai ir jātīra lodēšanas vieta, un dažiem primāro siltummaiņu formas traucējumiem nav nozīmes
Caur remontēto siltummaini ūdens nedrīkstēs iziet vēl 5-10 minūtes. Jebkurā gadījumā ļaujiet daļai pilnībā atdzist. Pirmajā dienā pēc remonta darbiniet tikai tīru ūdeni. Pārliecinieties, ka nav rūsas.
Atkal izpūtiet gaisu no sistēmas un veiciet katla izmēģinājumu. Pārbaudiet pilnas slodzes darbību. Caur siltummaini palaidiet aukstu un karstu ūdeni. Pēc vairākiem temperatūras cikliem var šķist, ka siltummainis atkal noplūst.
Salabotajai daļai jāspēj izturēt termiskās deformācijas. Kā drošības tīkls, lai palielinātu izturību, apmainiet siltummaiņa savienojumu ar karstumizturīgu krāsu. Siltummaiņa testu atkārtojiet nākamajās dienās.
Mēs iesakām arī izlasīt par citiem gāzes katlu siltummaiņu darbības traucējumiem. Sīkāka informācija - sekojiet saitei.
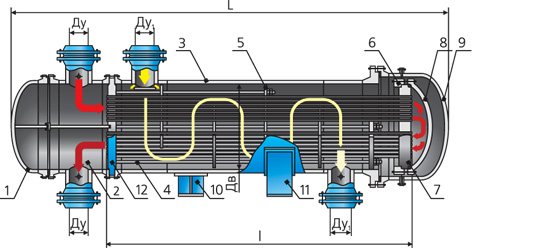
Dizains
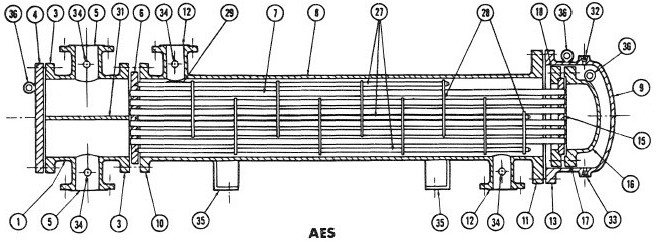
1 - priekšējā kamera; 2 - aizmugurējā kamera; 3 - galvas ārējais atloks; 4 - galvas vāks; 5 - galvas ieplūdes / izplūdes atzarojuma caurule; 6 - stacionāra caurules loksne; 7 - caurules; 8 - apvalks; 9 - apvalka pārsegs; 10 - apvalka atloks no nekustīgās galvas sāniem; 11 - apvalka atloks no saliekamās puses - vai nu peldoša galva, vai caurules plāksne; 12 - apvalka ieplūdes / izplūdes caurule; 13 - apvalka vāka atloks; 14 - stresa kompensators; 15 - peldoša caurules loksne; 16 - peldošs galvas vāks; 17 - peldošā galvas vāka atloks; 18 - atsevišķs aizmugurējās peldošās galvas gredzenveida atloks; 19 - atsevišķs aizmugurējās galvas gredzenveida atloks; 20 - vadotnes atloks; 21 - aizmugurējais galvas vāks; 22 - cauruļveida aizmugurējā galva (sajaukšanas kamera); 23 - eļļas blīvslēgi; 24 - zīmogs; 25 - aizmugurējā vāka atloks; 26 - skrūves; 27 - stieņi un statņi; 28 - atbalsta starpsienas; 29 - izkliedēšanas plāksnes; 30 - gareniskā starpsiena; 31 - nodalījuma riba vai sadalošā plāksne galvā; 32 - pārbaudes armatūra; 33 - drenāžas armatūra; 34 - armatūra mērinstrumentiem; 35 - stiprinājuma statņi; 36 - acu stiprinājums uzstādīšanas darbiem;
Darbības princips
Siltummaiņa ar peldošu galvu darbības princips - karstais un aukstais šķidrums nonāk atbilstošās aparāta dobumos. Parasti gredzenveida telpā tiek piegādāts karsts šķidrums, bet caurulēm - auksts, taču atkarībā no vairākiem faktoriem var būt pretēji gadījumi: darba spiediens, barotnes piesārņojums un tīrīšanas nepieciešamība, plūsmu bīstamības klase un daži citi.
Starp citu, izlasiet arī šo rakstu: dažāda dizaina reboileru veidi un mērķi
Sildot cauruļu sienas, notiek lineāra izplešanās un caurules saišķis pagarinās. Peldošās galvas ierīce ļauj kompensēt šo pagarinājumu, pateicoties galvas brīvai kustībai siltummaiņa aizmugurējā kamerā, kad caurules attiecīgi tiek pagarinātas vai saīsinātas, kad tās tiek sasildītas vai atdzesētas. Šis peldošās galvas dizains tiek plaši izmantots rafinēšanas rūpnīcās tā uzticamības un prostatas dēļ.
Parasti rūpnīcās šīs vienāda lieluma ierīces bieži tiek samontētas grupās, veidojot horizontāli izvietotus pārus - dubultus siltummaiņus. Šī vienošanās ļauj samazināt nepieciešamos:
- Uzstādīšanai nepieciešamā vieta;
- Nepieciešamais siksnu daudzums;
- Uzlabo piekļuvi pakalpojumiem.

Aukstā metināšana kā remonta iespēja
Tā sauktā aukstā metināšana tiek veikta, pamatojoties uz līmēm. Populārā izejviela ir epoksīda sveķi. Nejauciet materiālu un auksto metināšanu, izprotot tehnoloģisko procesu ar metālu plastisko deformāciju bez karsēšanas.
Izvēlieties visizturīgāko tirgū pieejamo izejvielu. Sākot darbu, valkājiet cimdus un mīkstiniet šuvi ar pirkstiem. Dariet to, līdz masa kļūst plastmasa. Novietojiet materiālu uz fistulas un izklājiet pēc iespējas lielāku platību. Padariet slāni biezu, bet ne vienmēr lielāks, jo labāk. Uzklājiet ar koka nūju.

Aukstā metināšana tiek izmantota varš, misiņš, bronza, čuguns, dzelzs, sakausējumi un arī keramika, koks, akmens, bet galīgā savienojuma kvalitāte lielā mērā ir atkarīga no paša darba
Pagaidiet, līdz gatavais slānis sacietē un virsmu noslīpē ar smalkgraudainu smilšpapīru un mitru drānu.
Sākumā pagaidiet pusstundu, lai labāk sacietētu. Dažreiz nepietiek ar ieteicamajām 3-5 minūtēm. Pārbaudiet savienojuma kvalitāti ar temperatūras kontrastu un ūdens spiedienu.
Peldošās galvas siltummaini remonts
Peldošā galvas siltummainim ir iespēja noņemt cauruļu saišķi no ķermeņa. Lai to izdarītu, ir nepieciešams noņemt spiedienu un atvienot ierīci no cauruļvadiem, pieslēdzot procesa barotnes ieplūdes un izplūdes caurules.
Peldoša galvas siltummaini remonts sastāv no šādiem posmiem:
- Cauruļu virsmas tīrīšana no ārēja un iekšēja piesārņojuma un korozijas;
- Cauruļu integritātes pārbaude, vajadzības gadījumā cauruļu uzliesmošana, nomaiņa vai aizbāžšana;
- Atloku savienojumu blīvuma pārbaude un blīvju nomaiņa;
- Aparāta hidrauliskā pārbaude;
- Vītņotu savienojumu pārbaude.
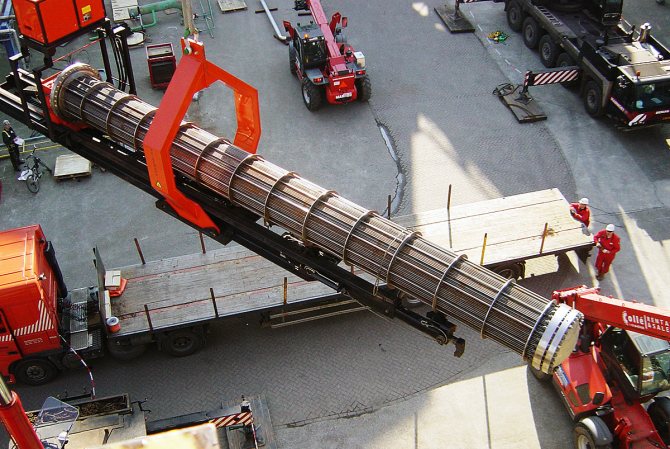
Cauruļu saišķa iegūšana ir viena no visgrūtākajām darbībām, un tam nepieciešama smaga celšanas iekārta, parasti vinča kombinācijā ar celtni.
Starp citu, izlasiet arī šo rakstu: Neveiksmes iemesli
Kopējā sadalījumu tabula
Visbiežāk sastopamie gāzes katla sadalījumi ir aprakstīti tabulā.
| problēmu | iespējamie iemesli | ko darīt |
| maza degļa liesma | gaiss iekļūst gāzes vadā vai aizsērējušās sprauslas | piezvani meistaram |
| deglis ātri nodziest | darbības traucējumi jonizācijas elektrodā | |
| liesma atdalās, sprausla rada neparastu troksni | iegrime ir pārāk spēcīga (dūmgāzu caurule ir augsta) vai spiediens sistēmā nav noregulēts | samazināt alkas |
| katls neieslēdzas | savādāk | varat mainīt kontaktdakšu, lai mainītu kontaktus, un ieslēdziet to vēlreiz |
| automātikas un elektronisko iekārtu darbības traucējumi | atšķirīgs: to ir grūti novērst pašiem | piezvani meistaram |
| nepareiza darbība, sprieguma kritums | jauda pazeminās | ielieciet stabilizatoru |
| mēroga aizsērēšana | ciets ūdens | notīriet un ielieciet filtru |
| pārkarst | siltummaiņa aizsērēšana ar kvēpu | notīriet mehānismu ar rokām |
Video pārskats par iespējamām sadegšanas problēmām un to cēloņiem ir redzams šeit.