Šiame puslapyje rasite paruoštus įrangos rinkinius visų rūšių blokinių putų gamybai pagal GOST 15588-2014, lakštinių putplasčių gamybai, nuolatinių klojinių gamybai, šiluminių plokščių gamybai, putojančioms baldų ir polistirenbetonio granulėms. Norėdami pamatyti įrangos sudėtį - tiesiog spustelėkite reikiamą pavyzdį. Įrangos komplektai skiriasi produktyvumu, papildomos įrangos rinkiniu ir automatikos laipsniu. Jei nė vienas iš pateiktų variantų jums netinka, galite parašyti mums užklausą su reikalingos produkcijos techniniais parametrais. Mes sudarysime jūsų užduotims tinkamą rinkinį.
Bloko (lakštinio) putplasčio gamybos linijos.
Žaliavos putų gamybai
Putplasčiui gaminti naudojamas granuliuotas putų putplastis. Jis gaunamas dėl dviejų procesų:
- Stireno polimerizacija.
- Į gautą medžiagą įpilama specializuotos medžiagos (putplasčio), kurios tikslas yra poringa medžiagos konfigūracija.
Gamyba
Putplasčio gamybai naudojama speciali įranga, kurios nustatymas ir montavimas atliekamas atskirai. Visas procesas yra suskirstytas į kelis etapus, kurių kiekvienam reikia specialios įrangos. Skystoms putoms yra speciali įranga.
Norėčiau pažymėti, kad putų gamybos procesas yra praktiškai nereikalingas atliekoms. Sugedę produktai naudojami perdirbimui.
Techninė dirbtuvių įranga putų gamybai

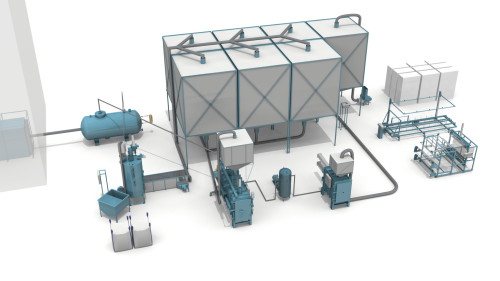
Putplasčio gamybos linija
Apgalvojus visus technologinius niuansus ir receptus, norint išpirkti putų gamybos įrangą, būtina išanalizuoti techninės įrangos rinką. Čia yra platus pasirinkimas, o visas linijos rinkinys priklausys nuo planuojamų gamybos apimčių ir turimų finansų.
Standartinėje putplasčio linijoje yra šios mašinos ir aparatai:
- Dozatorius.
- Išankstinis putplastis.
- Džiovyklė su ventiliatoriais.
- Blokuoti formas.
- Pjaustymo mašina.
Tai yra pagrindinė įranga. Norėdami optimizuoti procesą, ekspertai pataria įsigyti atliekų smulkinimo smulkintuvą ir pakavimo mašiną. Tikslią viso įrangos komplektacijos kainą nurodyti yra gana sunku - linijos galia daro didelę įtaką kainai. Pavyzdžiui, norint įrengti dirbtuvę mašinomis, kurių talpa iki 20 m3 / cm, reikės mažiausiai 500 000 rublių. Bet galingesnė įranga (iki 40 m3 / cm) verslininkui kainuos mažiausiai 800 000 rublių. Didelio našumo linija (kurios talpa iki 100 m3 / cm) kainuoja mažiausiai 1 400 000 rublių. Tačiau staklių kaina neturėtų tapti pagrindiniu veiksniu renkantis techninę įrangą. Čia žymiai svarbiau įrangos prekės ženklas ir sąlygos, kurias siūlo tiekėjas - garantinis aptarnavimas, garantinis laikotarpis.
Nėra daug būdų, kaip sutaupyti pinigų įrengiant dirbtuves - arba atsineškite įrangą putplasčio gamybai iš Kinijos, arba įsigykite naudotą liniją. Pirmasis variantas, be abejo, yra geresnis, nes Azijos mašinos, nepaisant jų mažos kainos, pasižymi geros kokybės rodikliais.
Putplasčio gamybos įranga
Profesionalios dirbtuvių linijos putų gamybai.
Visi žino, kad dėl mažesnių pradinių finansų investicijų ir kitų veiksnių yra lengviau įkurti mažą įmonę nei didelę. Dėl šios priežasties rekomenduojama pradėti nuo mini putų gamyklos atidarymo. Norėdami tai padaryti, verslo plane turėtų būti apskaičiuotas būtiniausios įrangos, reikalingos pradedant gamybos procesą, įsigijimas. Pavyzdžiui, verslo gamybiniam pajėgumui 50 kv. metrų per 1 darbo dieną, reikalingas toks įrangos sąrašas:
- Išankstinis putojimas, automatinis žaliavų tiekimas ir dozavimas į jį;
- Priėmimo bunkeris su vamzdžiu;
- Blokuoti formas;
- Putų polistirolo pjaustymo stalai;
- Smulkintuvas atliekoms;
- Garų generatoriai;
- Nuotolinio valdymo pultas;
- Pneumatinis transportas;
- Papildoma informacija apie įrangos montavimą.
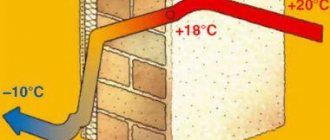
Putplasčio polistirolo ir gipso gamyba ant izoliuoto fasado yra pelninga įmonė, turinti vidutinę įėjimo ribą. Putplastis polistirenas plačiai naudojamas įvairiose srityse - statybose, maisto pramonėje, automobilių pramonėje.
Putų polistirolo blokų ekspozicija
Šiame straipsnyje bus išsamiai aptarti abu įprasto putų polistirolo gamybos įrenginiai ir ekstruzinio putų polistirolo gamybos įranga, sužinosite, iš kokių elementų susideda gamybos linija, ir pagrindinius šios medžiagos gamybos technologijos aspektus.
- Putplasčio polistirolo gamybos technologija yra gana paprasta ir gali būti įgyvendinta net ir turint reikiamą gamybos įrangos minimumą.
- Tačiau svarbus veiksnys yra stipri galutinio produkto kokybės priklausomybė nuo visų technologinių reikalavimų vykdymo, nes net ir menkiausias perdžiovinto putų polistirolo išdžiovinimas arba, atvirkščiai, bandymas supjaustyti nepakankamai išdžiovintą žaliavą gali sukelti visos produktų partijos atmetimas (net jei tai net fasadinis tinkas ant putplasčio) ...
- Apskritai putų polistirolo gamybos technologija susideda iš kelių vienas po kito einančių etapų.
- Pirmajame etape žaliavos, iš kurių gaminamas putplastis (polistireninis putplastis), - putplasčio polistireno granulės (PSV), savo rankomis arba automatinės įrangos pagalba, pakraunamos į išankstinio putojimo indą.
- Priešputčiuose granulės pašildomos, dėl to jos išsipučia, padidėja tūris ir virsta tuščiaviduriais rutuliais, pripildytais oro.
Putojimą galima atlikti vieną arba kelis kartus. Pakartotinai putojant procesas visiškai kartojasi - žaliavos tai daro patys (arba automatiškai) vėl panardina į priešputodą, sušyla ir padidina. Pakartotinis putplastis naudojamas, kai reikia gauti putų polistireną su minimaliu tankiu.
Putų polistirolo gamybos dirbtuvės
Stiprumo charakteristikos ir svoris priklauso nuo putų polistirolo tankio. Kai kuriais atvejais apšiltinant fasadus reikalingas didelio tankio putų polistirenas ir panašios pakrautos konstrukcijos, tačiau paprastai dėl mažesnių sąnaudų labai reikalingas mažo tankio putų polistirenas.
Medžiagos tankio indeksas matuojamas kilogramais kubiniam metrui. Jėga kartais vadinama tikruoju svoriu. Pavyzdžiui, putų polistireno, kurio faktinis svoris yra 25 kilogramai, tankis yra 25 kg / m³. Tai yra daug geriau nei apšiltinti fasadus mineraline vata.
Polistireno žaliavos, kurių putojimas atliekamas vieną kartą, garantuoja putų polistirolo galutinį tankį maždaug 12 kg / m³. Kuo daugiau putojimo procesų atlikta, tuo mažesnis bus tikrasis produkto svoris.
Paprastai didžiausias putojimo procesų skaičius vienoje žaliavų partijoje yra 2, nes daugkartinis putojimas dėl pakartotinio putojimo labai pablogina galutinio produkto stiprumą.
Antrame gamybos etape putplasčio polistirenas patenka į laikymo kamerą, kur jis laikomas 24 valandas. Šis procesas yra būtinas norint stabilizuoti slėgį oru užpildytų granulių viduje.
Kiekvieną kartą, kai putojimo procesas kartojamas, reikia pakartoti senėjimo procesą. Norėdami sukurti putų polistireną, kurio tankis yra iki 12 kg / m³, žaliavai kartojami keli kartojimo putojimo ir sendinimo ciklai.
Suformavus bloką, putos vėl sendinamos parą - tai būtina, kad drėgmė paliktų putas, nes pjaunant neapdorotą bloką, gaminio kraštai bus suplėšyti ir nelygūs, po to jie pateks į pjovimo linija, kur blokai supjaustomi reikiamo dydžio ir storio plokštėmis.
Putojančios polistireno granulės
Putplasčio polistirolo gamybos linija apima šiuos elementus:
- Žaliavų sandėliavimo ir tikrinimo vieta;
- Putplastis;
- Senstantis konteineris;
- Blokelių formavimo vienetas;
- Įrenginys putų polistirenui pjauti, kad pamatai būtų apšiltinti putų polistirolu;
- Gatavų produktų sandėliavimo vieta;
- Atliekų perdirbimo įrenginys.
Svarbu, kad putų polistirolo gamybai naudojamos polistireno žaliavos atitiktų visus kokybės standartus, nes nuo to labai priklauso gatavo putų polistirolo savybės.
Paprastai pagrindiniai vidaus ir užsienio gamintojai putų polistirenui gaminti naudoja šių bendrovių žaliavas:
- Xingda (Kinija);
- „Loyal Chemical Corporation“ (Kinija);
- BASF (Vokietija).
Technologiniai reikalavimai leidžia pakartotinai naudoti atliekas (perdirbtas putų polistirolo plokštes). Perdirbamų medžiagų kiekis neturėtų viršyti 10% galutinio produkto svorio.
Polistireninio putplasčio struktūra mikroskopu
Krepšiai su polistirolu iškraunami elektromobiliu arba, mažo pakavimo atveju, savo rankomis. Žaliavos neturėtų būti laikomos ilgiau kaip tris mėnesius nuo jų pagaminimo datos. Polistirolo laikymo butų fasadams šiltinti temperatūros režimas yra nuo 10 iki 15 laipsnių.
- Šią gamybos liniją sudaro išankstinis putotojas (dažniausiai ciklinio tipo), putplasčio polistireno granulių džiovinimo blokas, pneumatinis konvejeris ir valdymo elementas.
- Pačių polistirenas iš maišelių iškraunamas į išankstinį putotoją, į kurį slėgio metu (kurio temperatūra yra apie 95–100 laipsnių) tiekiamas karštas garas, kurio įtakoje pirminis žaliavos putojimas vyksta. .
- Procesą kontroliuoja kompiuterinė įranga, kuri, polistirenui pasiekus iš anksto nustatytą tūrį, sustabdo garų tiekimą, po kurio pusgaminis patenka į bloką džiovinti.
Granulės, iš kurių pašalinta drėgmės perteklius, gabenamos į senėjimo indą. Kondicionuojant, indas nuolat palaikomas esant tam tikrai drėgmei, temperatūrai ir oro drėgmei.
Temperatūroje nuo 16 iki 25 laipsnių granulės laikomos apie 12 valandų. Per tą laiką tuščiavidurės putplasčio granulės užpildomos oru.
Pakartotinio kietinimo technologija, kuri taikoma pakartotinio putojimo atveju, yra panaši į aukščiau aprašytą metodą ir atliekama naudojant tą pačią įrangą.
Putų polistirolo gamybos gamybos linijos schema
Būtent konteinerio tūris labiau nustato nominalų gamybos linijos produktyvumą, todėl šiukšliadėžių skaičius ir dydis turi būti kruopščiai apskaičiuojamas atsižvelgiant į norimą ekstruzinio putų polistirolo gamybos apimtį.
Iš kietėjimo konteinerio putplasčio polistirolo granulės pneumatiniu būdu perduodamos į tarpinę kamerą, kurioje įrengtas užpildymo jutiklis.
Atėjus reikiamam kiekiui granulių, žaliava gabenama į formavimo vienetą. Blokinė forma yra hermetiškas indas, kuris užsidaro užpildžius granulėmis. Karštas garas tiekiamas į bloko formą per tiekimo vožtuvą.
Terminio apdorojimo slėgio procese vyksta antrinis granulių putojimas, kuris išsiplečia, o pasiekus iš anksto nustatytą temperatūrą, jie sukepinami į monolitinį putų polistirolo bloką.
Susiformavusio polistireninio putplasčio aušinimas vyksta tame pačiame įrenginyje, siurbiant orą iš kameros vakuuminiu siurbliu. Norėdami stabilizuoti vidinį oro slėgį putų polistirolo granulėse, blokas 24 valandas laikomas kambario temperatūroje.
Praėjus reikiamam laikui, putų polistirolo blokas patenka į pjovimo agregatą. Pjovimo linija yra visa įranga, galinti pjauti tiek horizontaliai, tiek vertikaliai.
Putų polistireno blokų formavimo vienetas
Ši įranga turi du veikimo režimus - automatinį režimą tam tikrai programai įgyvendinti ir savikontrolės režimą. Paprastai visas procesas vyksta automatiškai.
Elektroninė instaliacijos valdymo sistema leidžia savo rankomis reguliuoti stygų kaitinimo temperatūrą, jų judėjimo greitį ir galutinio produkto dydį.
Polistireninio putplasčio medžiagos, pažeistos gamybos proceso metu, nėra šalinamos, tačiau turi būti perdirbamos. Putplasčio polistirolo apdirbimas atliekamas vienete, kurio viduje sukasi smulkinimo plaktukai, kurie sutrupina putplasčio plokštes į atskiras granules.
Apdorojimo metu gautos žaliavos pneumatiniu būdu tiekiamos į sandėliavimo bunkerį, iš kurio granulės patenka į blokinę formą ne daugiau kaip 10% gamybai sunaudotos pirminės žaliavos svorio.
Putų atliekų smulkintuvas
Ekstruduoto polistireninio putplasčio gamybos gamybos linijos skirtumas, palyginti su aukščiau aprašyta įprasto polistireninio putplasčio gamybos technologija, egzistuoja esant ekstruderiui.
Ekstruderis - ekstruzinio polistireninio putplasčio gamybos įranga, turinti formavimo štampus, per kuriuos išstumiamas polistirolo lydalas.


Polistireninio putplasčio gamybos technologija
Ši technologija susideda iš kelių etapų, susipažinkime su kiekvienu iš jų.
Pirmas etapas. Žaliavų pirkimas
Žaliava šiuo atveju yra putplasčio putplastis, tai yra chemijos pramonės produktai. Pagamintos medžiagos parametrai priklauso nuo to, kiek ji yra kokybiška ir koks jos tarnavimo laikas. Juk kuo didesnis žaliavos „amžius“, tuo ilgiau ji laikoma, tuo sunkiau bus putoti savo granules. Kalbant apie tankį, šis rodiklis tiesiogiai priklauso nuo galutinių granulių matmenų: kuo jie didesni (granulės), tuo didesnis rodiklis bus. Priešingai, mažos granulės gali būti naudojamos mažo tankio produktams gaminti.
Atkreipkite dėmesį! Jei putos, kurias planuojate parduoti, bus naudojamos statybos darbuose, tuomet gamyboje būtina pridėti ugniai atsparių medžiagų (tai yra medžiaga, neleidžianti užsidegti).

Pats gamybos procesas turėtų prasidėti susidarant vandens garams, kurių temperatūra bus 115–170 laipsnių, o slėgis - nuo 0,8 iki 6 atmosferų. Tam naudojama putplasčio gamybos įranga, pavyzdžiui, garo generatorius. Beje, pats garo generatorius pagal naudojamų energijos išteklių tipą gali būti:
O norint išnaudoti maksimalų susidariusio garo tūrį, būtina naudoti garo akumuliatorių.
Antrasis etapas. Putojančios granulės
Į putplastį tiekiamos žaliavos tiek, kiek reikia tam tikro prekės ženklo medžiagai sukurti, po to tiekiamas garas. Granulės, veikiamos šio garo, pradeda putoti, o tai padidina jų tūrį maždaug 25-50 kartų. Paprastai norint gauti 1 kubinį metrą žaliavos, kuri jau buvo putplasčio, reikia apie 15 kilogramų žaliavos.

Pati putojimo procedūra trunka ne ilgiau kaip septynias minutes. Šios procedūros pabaigoje granulės tiekiamos į specialų džiovinimo įrenginį, kuriame jos pašalina drėgmės perteklių, susidariusį veikiant garams.

Trečias etapas. Džiovinimas
Be to, kaip ką tik pažymėjome, granulės tiekiamos į džiovyklą, kurioje jos apdorojamos pašildytu oru ir joms trūksta drėgmės pertekliaus, tačiau pradinis tūris išlieka toks pats. Paprastai oras patenka iš apačios, visuomet maišydamas daleles.
Atkreipkite dėmesį! Džiovinimo metu drėgnos granulės pakyla, o išdžiovintos, priešingai, pakeliamos ir pernešamos į brandinimo bunkerį pneumatinio transportavimo vamzdyno pagalba.

Pati džiovinimo procedūra trunka ne ilgiau kaip penkias – dešimt minučių.
Ketvirtas etapas. Bręsta
Šiuose silosuose granulės galutinai stabilizuojasi. Šio proceso trukmė daugiausia priklauso nuo aplinkos sąlygų. Pačių šiukšliadėžių skaičius priklauso nuo sistemos veikimo lygio, o jų matmenis ir tūrį lemia dirbtuvių lubų aukštis.
Verta paminėti, kad skirtingų markių putos dažnai laikomos atskirose šiukšliadėžėse. Medžiaga gali būti sendinta nuo 5 iki 12 valandų, po to jau stabilizuotos granulės sukepinamos.
Penktas etapas. Putų sukepimas
Naudojant specialią užpildymo angą, blokinė forma užpildoma paruoštomis granulėmis ir čia jos tiekiamos veikiant orui, kurį priverčia kompresorius. Be to, granulės sukepinamos veikiant tiems patiems garams, kylantiems iš garų akumuliatoriaus. Atkreipkite dėmesį, kad granulių kepimo kokybė priklauso nuo trijų veiksnių, tokių kaip:
- garo tiekimo laikas;
- jo (garo) slėgis;
- temperatūra.

Po to putų polistirenas atšaldomas (tam naudojama tokia putų gamybos įranga kaip vakuuminis įtaisas) ir įgauna reikiamą formą. Procedūros trukmė priklauso nuo prekės ženklo, nors vidutiniškai ji yra ne daugiau kaip 10-12 minučių.
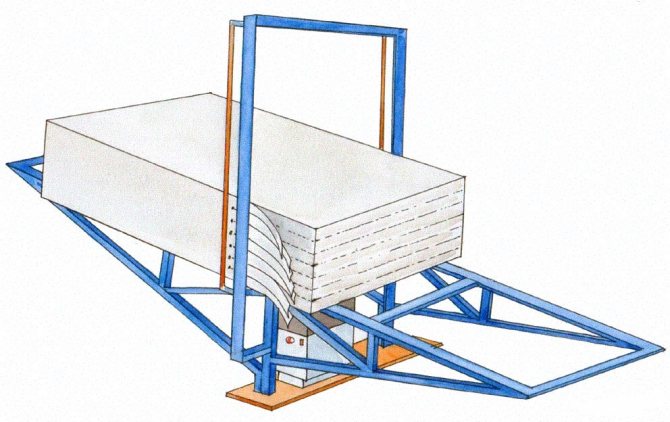
Šeštasis etapas. Pjaustymas
Paskutinis gamybos etapas yra pjaustymas. Kepimo pabaigoje atidaromos įrenginio durys, o putplasčio polistirolo blokas stumiamas ant specialaus stalo, veikiant pneumatiniam stūmikui. Plokštės išdėstomos vertikaliai, po to jas reikia palikti kelioms dienoms. Tai būtina, kad jie pagaliau atsikratytų drėgmės pertekliaus ir stabilizuotųsi.

Po to blokai specialia mašina supjaustomi reikiamų matmenų ir storio lakštais. Jei reikia, padaromos iškyšos ir grioveliai (atliekos, kaip pažymėta aukščiau, bus apdorojamos kitaip).
Lėkštės pakuojamos ir parduodamos. Kaip matote, iš tikrųjų čia nėra nieko sudėtingo, kaip matote žiūrėdami teminę vaizdo medžiagą.