Plastikiniai langai nebėra stebuklas mūsų tautiečiams. Jie tampa neatskiriama gyvenamųjų pastatų, biurų, administracinių pastatų dalimi. Vargu ar yra tokių, kurie jų niekada nebūtų matę ar girdėję apie tokius gaminius. Tuo pačiu metu yra daugybė nežinančių, kaip ir iš kokių medžiagų gaminami PVC langai ir kokias technologijas jie naudoja.
Plastikinių langų matavimas
Gamybos procesas visada prasideda matavimais, ir šios procedūros negalima izoliuoti nuo visų kitų etapų. Rekomenduojama tai patikėti profesionalui, nes tik specialistas žino visus šio proceso niuansus. Klientai nusprendę savarankiškai nustatyti langų matmenis, daro standartines klaidas, dėl kurių langų ir angų matmenys nesutampa didesnėmis ar mažesnėmis kryptimis. Abi galimybės yra blogos, nes jos išprovokuoja:
- būtinybė atlikti papildomą darbą, kad būtų galima pritaikyti angas prieš montuojant netinkamų matmenų langus;
- konstrukcijų slėgio sumažinimas palei surinkimo siūlės perimetrą;
- varčių ir rėmų deformacija;
- dvigubo stiklo lango slėgis.
Kai kuriais atvejais, kai matmenys yra neteisingai apibrėžti, reikia užsisakyti naujus langus. Jei matmenis pateikia klientas, visi darbai atliekami jo sąskaita.

Antrasis stiklo paketo gamybos etapas - stiklo plovimas
Šiame etape nupjautas ir paruoštas stiklas plaunamas naudojant specialius šepečius, esančius skalbimo mašinos viduje. Stiklo valymui naudojamas demineralizuotas vanduo. Norint, kad kriauklė nepadarytų jokio stiklo paviršiaus pažeidimo, būtina naudoti griežtai apibrėžto standumo šerelius. Daugelis būsimo stiklo paketo savybių priklauso nuo teisingo paruošto stiklo plovimo etapo gamybos. Anksčiau skalbimas buvo atliekamas rankiniu būdu, o tai labai pablogino jo kokybę. Plaunant stiklą nerekomenduojama naudoti ploviklių. Viena iš pagrindinių aukštos kokybės stiklo paketo sąlygų yra sandarus sandariklio prilipimas prie stiklo paviršiaus, o rankinis plovimas pažeidžia dangos sandarumą ir atitinkamai atima savo didelio našumo stiklo vienetas.
Parengti specifikaciją
Šiandien detalių matmenys ir jų skaičius nustatomi kompiuteriuose naudojant specialią programinę įrangą - niekas neskaičiuoja rankiniu būdu skaičiuotuvu. Matavėjui perdavus dokumentus, dizaineris į kompiuterį suveda visus reikiamus duomenis, o programa atskirai apskaičiuoja rėmų, varčių, dvigubo stiklo langų ir kiekvieno komponento matmenis. Tada ši informacija elektronine forma perduodama dvigubo stiklo langų ir langų ar durų blokų gamybos dirbtuvėms. Kai kurie langų gamintojai gali užsisakyti dvigubo stiklo langus iš firmų, kurios specializuojasi tik šių gaminių gamyboje. Tačiau technologinio proceso esmė nesikeičia nuo to, kur tiksliai bus pagaminti šie lango elementai.
PVC langų gamybos verslo planas
Patalpų pasirinkimo ypatybės
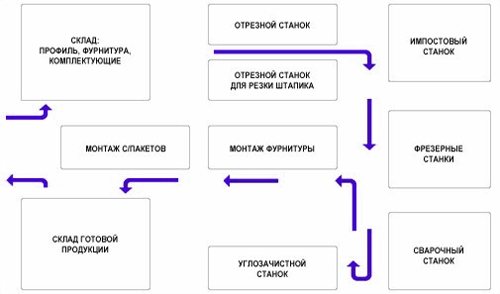
Patalpų plotas tiesiogiai priklauso nuo gamybos apimties. Bendrovė planuoja gaminti standartinius dviejų varčių langus, kurių matmenys - 1400 * 1200. Atidaryti PVC langų gamybos cechą, kuriame per pamainą bus pagaminta 20 konstrukcijų, kambarys, kurio plotas 200 kv. m. Verta prisiminti, kad lubų aukštis turi būti didesnis nei 3 metrai.
Netoliese turėtų būti gatavų produktų sandėlis.
Metalo-plastiko konstrukcijų gamybos staklės negalės dirbti be elektros. Maitinimo įtampa turi būti 380V / 50Hz. Optimali kambario temperatūra yra 18 ° C, kitaip gali sutrikti gamybos technologija.
Be to, kambarys turi būti sukurtas gera vėdinimo sistema... Ypatingas dėmesys turi būti skiriamas apšvietimo sistemos sukūrimui. Bendras apšvietimas užtikrinamas visoje dirbtuvėje, o vietinė „šviesa“ - atskiroms sekcijoms.
Personalo įdarbinimas
Norėdami organizuoti nedidelę PVC langų gamybos įmonę, turite samdyti apie 10 žmonių ir įdiegti specialią programą.
Tokia programa su mažiausiomis klaidomis apskaičiuos metalo-plastiko konstrukcijų kainą ir pateiks visą gamybai reikalingą informaciją.
Kontrolė
Gamybos vadovas turėtų kontroliuoti gamybos procesą, o vyriausiasis technologas galės patikrinti, ar gatavas produktas atitinka visuotinai priimtus standartus ir klientų reikalavimus? Jis taip pat turi paskirstyti užduotis darbuotojams ir kontroliuoti technologinį procesą.
Įmonė taip pat turi turėti inžinierių, kuris stebės įrangos veikimą ir prireikus pašalins gedimus. Darbuotojai turi įdarbinti mažiausiai 7 žmones, iš kurių vienas turi būti sandėlininkas, priimantis ar išsiunčiantis prekes. Optimalus technologinės linijos išdėstymas ir gamybos plotų sudėtis parodyta žemiau.
Kapitalo išlaidos
Norėdami atidaryti gamyklą PVC langų gamybai, kurios talpa yra 20 gatavų produktų per pamainą, būtina įsigyti šią įrangą:
- Dvigalvis pjūklas su priekinio disko jungtimi - 372 000 rublių;
- Anglių valymo mašina („Yilmaz CA“) - 225 000 rublių;
- Veido frezavimo staklės („Yilmaz km-212“) - 30 000 rublių;
- Dviejų galvų suvirinimo aparatas - 411 600 rublių;
- Įranga pjovimo armatūrai - 9000 rublių;
- Kopijavimo staklės („Yilmaz FR-225“) - 106 400 rublių;
- „Remezza“ kompresorius - 26 000 rublių;
- Mašina drenažo skylėms sukurti - 86 000 rublių;
- Automatinis pjūklas plastikinių stiklinimo karoliukų pjovimui - 99 600 rublių;
Bendra viso įrangos komplekto kaina yra 1 365 000 rublių.
Įrangos pristatymo ir montavimo išlaidos - 50 000 rublių;
Kitos išlaidos (licencijai, pažymėjimams gauti) - 50 000 rublių.
Bendrosios kapitalo išlaidos: 1 465 000 rublių.
PVC langų gamybos medžiagų savikainos apskaičiavimas
Medžiagų, reikalingų stiklo paketams gaminti, kaina
Vartojimo norma, medžiagų vieneto kaina, finansinės išlaidos (rubliai) už 1 kv. gamybos skaitiklis:
- Stiklas (S-300 rublių / kv. M): savikaina - 2 kv. m; išlaidų kaina - 600 rublių;
- Korpusas (С-100 rublių / m): savikaina - 4 m; išlaidų kaina - 400 rublių;
- Butilas (С-35 rubliai / kg): savikaina - 0,1 kg / kv. m; išlaidų kaina - 3,5 rubliai;
- Kitos eksploatacinės medžiagos už 1 kv. metras produkcijos - 200 rublių.
Bendros gamybos išlaidos 1 kv. metras stiklo paketo - 1203,5 rubliai.
Medžiagų, reikalingų metalinei-plastinei konstrukcijai sukurti, kaina:
- PVC profilis (S-1000 rublių / m): savikaina - 0,5 m / kv. m; išlaidų kaina - 500 rublių;
- Valcuotas metalas (С-582,5 rubliai / m): savikaina - 1 m / kv. m; išlaidų kaina - 582,5 rubliai;
- Komponentai ir kitos eksploatacinės medžiagos - 2000 rublių.
Iš viso: 3082,5 rubliai / kv. m.
Bendra medžiagų kaina 1 kv. metrų produktų - 4 286 rubliai.
Medžiagų išlaidos per mėnesį: 22 pamainos * 20 gatavų gaminių * 1,68 kv. m * 4 286 rubliai = 3 168 000 rublių.
Mėnesinės pajamos per mėnesį (atsižvelgiant į gatavo produkto kainą - 9 500 rublių): 22 pamainos * 20 gatavų gaminių vienetai * 9 500 rublių = 4 180 000 rublių
Fiksuotos mėnesio išlaidos
- Gamybos objekto ir sandėlio nuoma - 50 000 rublių;
- Sąskaitos už komunalines paslaugas - 25 000 rublių;
- Darbininkų (10 žmonių) atlyginimas - 100 000 rublių;
- Medžiagų ir komponentų, skirtų gamybai, kaina - 3 168 000 rublių.
Bendros išlaidos per mėnesį: 3 343 000 rublių.
Pelno mokestis (20%) - 167 400 rublių.
Iš viso išlaidų: 3 510 400 rublių.
Stiklo gaminių gamyba
Šis langų gamybos etapas taip pat yra iš dalies automatizuotas.Visose didelėse ir vidutinėse stiklo izoliacinėse gamyklose stiklo pjaustymui naudojami CNC centrai. Be to, kai kuriais atvejais automatika paveikė ne tik pjovimo procedūrą, bet ir gatavų gaminių surinkimą. Visas stiklo gamybos procesas yra toks:
- Stiklo pjovimas - neatsižvelgiant į pjovimo būdą, jis atliekamas taip, kad kraštuose nebūtų drožlių. Norėdami tai padaryti, visos supjaustytos linijos yra apdorojamos specialiu junginiu, kuris apsaugo stiklą nuo „savaiminio gijimo“.
- Stiklo plovimas - ši procedūra atliekama mašina arba rankomis, tačiau bet kokiu atveju nešvarumus reikia pašalinti naudojant demineralizuotą vandenį.
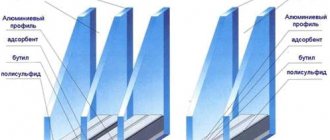
- Tarpiklių (tarpiklių) gamyba atliekama lenkiant specialius metalinius profilius arba surenkant juos naudojant jungiamuosius kampus.
- Pirminis sandarinimas - šios procedūros metu butilo sandariklis tolygiai tepamas ant tarpiklių (tarpiklių).
- Surinkimas - paruoštas tarpiklis su užteptu sandarikliu dedamas ant stiklo ir išlyginamas išilgai kraštų. Tada antroji stiklinė uždedama ant galinės pusės.
- Presavimas - norint pasiekti aukštos kokybės ryšį tarp tarpiklio ir stiklo, stiklo paketas yra prispaudžiamas.
- Antrinis sandarinimas - baigus apdoroti presą, aplink tarpiklio perimetrą dedamas kitas sandariklio sluoksnis, kuris patikimai „užkemša“ stiklo paketą.
Kai sandariklis praeina visą polimerizacijos ciklą, kuris trunka nuo 3 iki 12 valandų, stiklo paketas yra paruoštas gabenti į dirbtuvę, kurioje atliekama pagrindinė plastikinių langų gamyba.








Po to būtina sąvaržas sujungti su lango profiliu.
Stiklo paketas tvirtinamas prie profilio stiklinimo karoliukais. Tai yra tam tikri spaustukai, kurie saugiai prilaiko stiklą ir neleidžia jam atsilaisvinti. Karoliukai ir specialūs kaladėlės turi būti išdėstyti aplink visą lango rėmo perimetrą. Paskutiniame etape belieka uždėti kokybės ženklus, apvynioti langus plėvele ir paruošti juos transportuoti iš dirbtuvės į sandėlį, į prekybos vietas ar tiesiai galutiniam vartotojui. Visiems, norintiems, kad PVC langai būtų aiškūs, paprasti ir intuityvūs, vaizdo įrašas apie gamybos procesą taps tikru dievu. Vizualinis suvokimas yra daug efektyvesnis nei skaitant šimtus rašytinių instrukcijų.
Paskelbta 2015-03-03




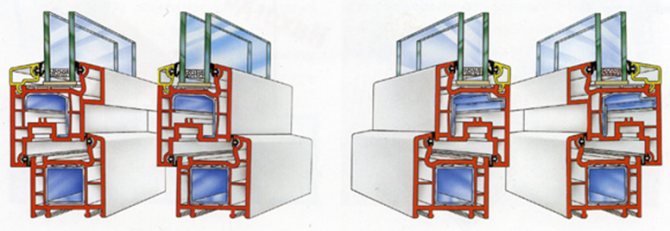
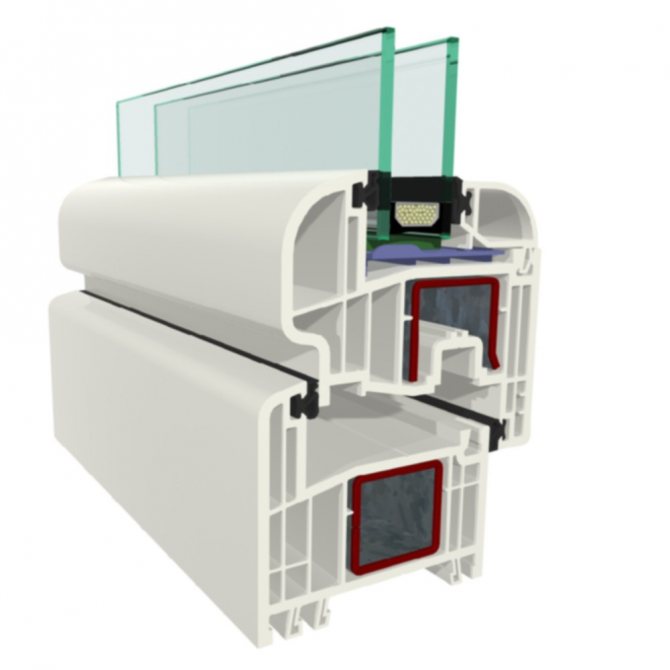
Langų ir durų blokų gamyba iš PVC profilių
Šis procesas susideda iš kelių etapų - pjovimo, frezavimo, sutvirtinimo, suvirinimo (sintezės), siūlių šlifavimo, įtvarų integravimo ir sujungimo su jungiamosiomis detalėmis. Po to langų ar durų blokų konstrukcija gali būti laikoma faktiškai baigta. Belieka tik įstumti dvigubo stiklo langus į šviesias durų angas.
PVC profilių paruošimas
Šis etapas apima kelias procedūras. Norėdami paruošti langų konstrukcijų montavimo profilius, su jais atliekamos trys operacijos:
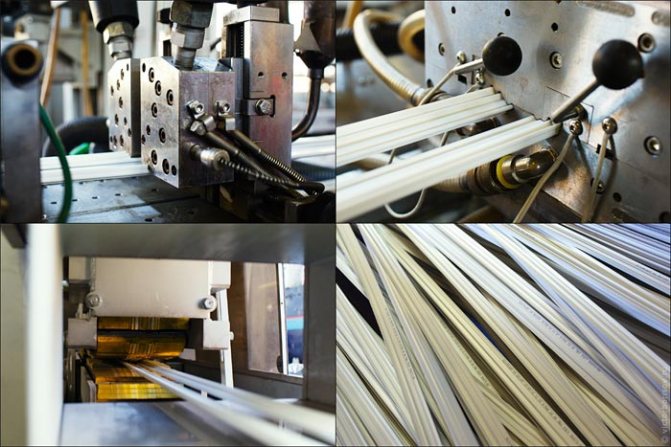
- Pjovimas - PVC profiliai pjaustomi 45 laipsnių kampu pagal specifikaciją, kuri buvo pateikta iš projektavimo skyriaus kompiuterio iki CNC staklių dirbtuvėje.
- Frezavimas - atliekant šį žingsnį, tam tikrose kai kurių dalių vietose yra iškirptos mažos skylės. Tokia procedūra yra būtina norint sukurti drenažo kanalus durų ir langų blokų konstrukcijose.
- Armatūra - pagal jau nupjautų profilių matmenis supjaustomi plieniniai įdėklai, kurie įkišami į vidines kameras ir tvirtinami savisriegiais varžtais metalui. Tai žymiai padidina plastikinių dalių standumą.
Baigus išvardytas veiklas, profiliai laikomi paruoštais montuoti į rėmus ir varčias. Šie veiksmai atliekami suvirinimo ir nuėmimo mašinose.
Langų ir durų blokų surinkimas
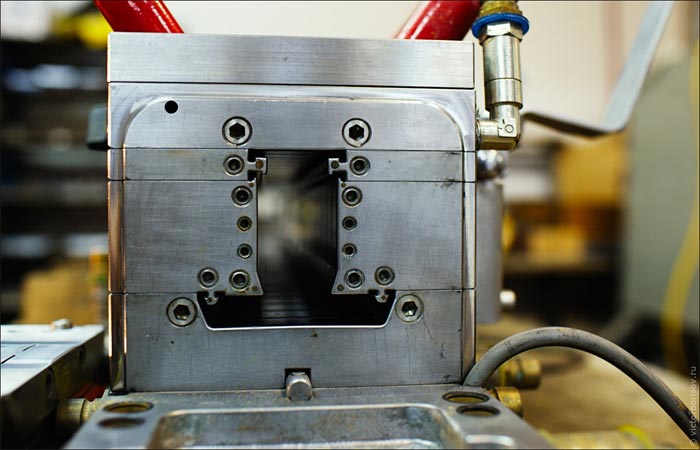
Optimalus rezultatas, užtikrinantis didelį sąnarių tvirtumą ir tikslumą, pasiekiamas, kai visos rėmo ar varčios jungtys sujungiamos vienu metu. Tai yra, visi 4 kampiniai sujungimai turi būti atliekami vienu metu. Tai galima pasiekti tik naudojant automatizuotą įrangą. Profiliai sulydomi esant aukštai temperatūrai ir slėgiui. Pažeidus optimalų suvirinimo režimą, siūlių kokybė bus nepatenkinama.
Norint pasiekti norimus parametrus, specialūs tefloniniai elementai nuleidžiami į griežtai nustatytus tarpus tarp PVC profilių dalių, kurie tirpdo plastiką. Pasiekus norimą temperatūrą, nelipnios plokštės greitai pakyla, o visos dalys vienu metu prispaudžiamos viena prie kitos ir laikomos tol, kol plastikas visiškai sukietės. Prieš pereidama į kitą etapą, mašina savarankiškai patikrina jungiamųjų siūlių stiprumą.
Kampinių jungčių valymas
Sujungiant PVC dalis iš dalies išspaudžiamas išlydytas plastikas, sujungus profilius, siūlės atrodo labai grubios. Atrodo, kad rėmai ir varčios kampuose yra padengti plačiais randais. Kad konstrukcijos atrodytų normaliai, visas plastikas, patekęs į išorę, pašalinamas specialia frezavimo mašina. Ši įranga ne tik pašalina polivinilchlorido perteklių iš siūlių, bet ir šlifuoja sumažintas siūles. Šios procedūros dėka rėmai ir varčios iš PVC profilių įgauna išvaizdą. Jei langams gaminti naudojamas laminuotas profilis, po suvirinimo ir valymo siūlių kampinėse siūlėse atsiranda siauros baltos juostos. Šis technologinis trūkumas pašalinamas dažant per sąnarius specialiais žymekliais, kurių spalva atitinka dekoratyvinės plėvelės spalvą.
Ne taip seniai rinkoje pasirodė besiūlių langų gamybos technologija, leidžianti plika akimi padaryti nematomas suvirinimo siūles.
Apdorojimų frezavimas ir integravimas
Impozicijos įterpiamos į paruoštas struktūras. Norėdami integruoti mulionus, jie turi būti pritaikyti prie profilių formos. Ši procedūra atliekama naudojant specialų maršrutizatorių, kuris pašalina plastiko perteklių. Po to, kai sureguliuojama, apkaustai tvirtinami kampais ir savisriegiais arba suvirinami į pagrindinę konstrukciją.
Varčios atidarymo sistemų montavimas
Jungiamosios detalės montuojamos specialiuose stenduose. Jei tokios įrangos nėra, diržai tvirtinami rankiniu būdu, naudojant šablonus. Kartu su pagrindinių jungiamųjų detalių montavimu, smūgio plokštės tvirtinamos iš šviesos angų vidinės pusės ir tvirtinamos atidarymo sistemų valdymo rankenos, kurios yra sujungtos su jungiamųjų detalių fiksavimo mechanizmu.
Sandarinimo kilpų tvirtinimas
Tarpikliams tvirtinti profiliuose yra specialūs grioveliai. Kuo daugiau grandinių, tuo didesnis langų sandarumo lygis. Dėl to rekomenduojama naudoti sistemas, kuriose jų skaičius yra bent trys vienetai. Įvairių formų sandarinimo kontūrai įkišami į tiek rėmų, tiek varčių griovelius, po kurių langų ar durų blokai yra paruošti paskutiniams surinkimo etapams.
Pakabinamos varčios
Atidarymo mechanizmo elementai (vyriai) yra tiek ant rėmo, tiek ant varčių. Dėl to, atliekant pakabinimo procedūrą, jums tiesiog reikia įstumti varčias į stoglangius ir pritvirtinti jungiamąsias detales.







Įranga PVC langų gamybai
Kadangi šiandien PVC langai yra paklausūs ir pateikiami labai įvairiai, įrangos tiekimo netrūksta. Didžiausia paklausa įrangos rinkoje yra Turkijos prekių ženklų - „Yilmaz“, „NISSAN“, „KABAN“ ir „Nikmak“ linijos, taip pat vietinių gamintojų staklės ir įrankiai.
Plastikinių langų gamybos įrangos sąraše yra:
- Vieno ir dviejų galvų pjūklai, skirti pjauti PVC profilius ir armatūrą;
- Ritininiai stalai;
- PVC suvirinimo aparatai;
- Kopijavimo frezavimo staklės;
- Pjūklai armavimo profilių pjovimui;
- Anglių valymo mašinos;
- Mašinos, skirtos frezos galui malti;
- Pjūklai, skirti pjaustyti stiklinimo karoliukus;
- Stūmokliniai pjūklai;
- Lenkimo mašinos;
- Stiklinimo stovai;
- Gaubtai;
- Skalbimo mašinos;
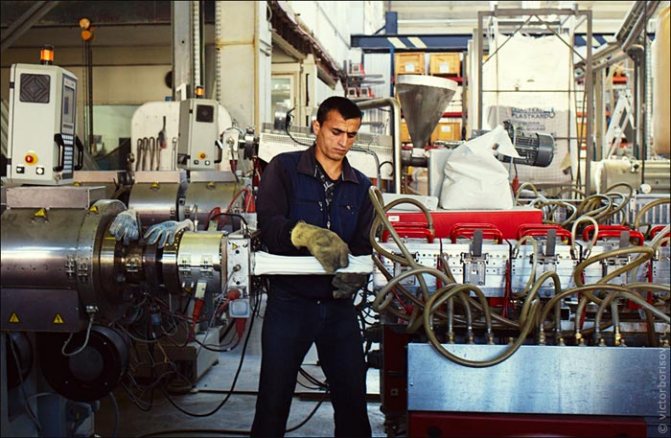
- Ekstruderiai;
- Demineralizatoriai;
- Kėlimo įtaisų montavimas.
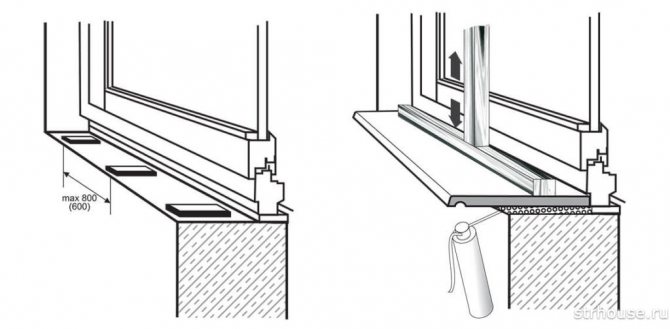
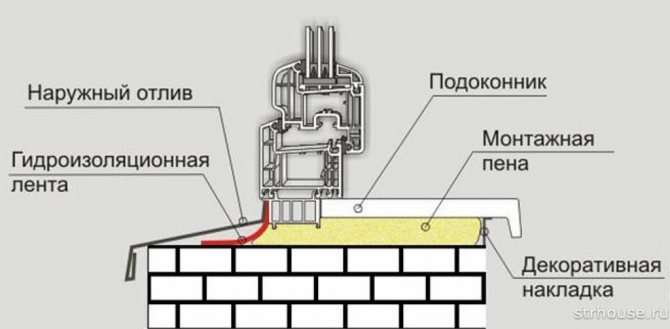
Dvigubo stiklo langų montavimas
Prieš atliekant šią procedūrą, būtina nuvalyti sandariklius ir stiklą, taip pat pašalinti tepamo sandariklio likučius, jei tokių yra. Rėmų ir varčių viduje neturi būti dulkių ir kitų šiukšlių. Dvigubo stiklo langai įstumiami į stoglangius, užfiksavus tiesinimo plokštes, o po to jie tvirtinami naudojant spaustukus. Šios operacijos atliekamos rankiniu būdu ir griežtai apibrėžta seka. Kartais montuojant langus dvigubi stiklo langai įkišami į angas jau objekte. Tačiau ši galimybė yra įmanoma tik tais atvejais, kai gamintojas yra visiškai tikras dėl teisingų matmenų.
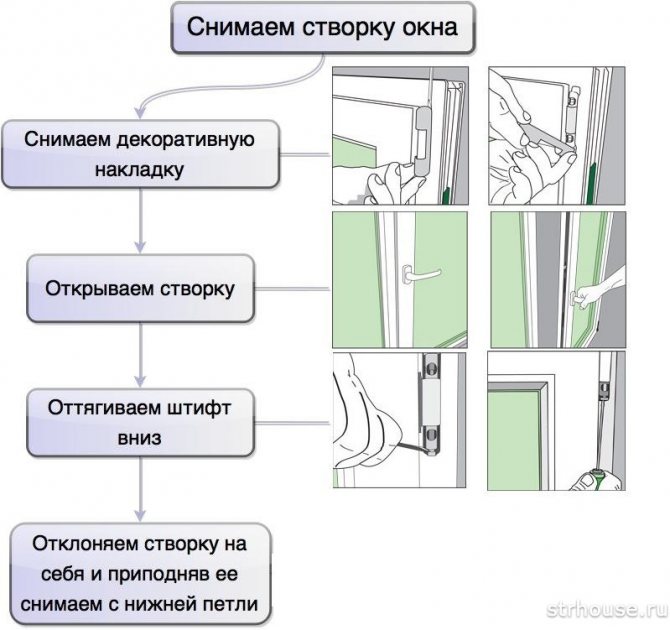
Pakabinamos varčios
Tai yra paskutinis langų gamybos etapas, kai gatavos varčios su stiklo paketais atsargiai pakabinamos ant vyrių ir tvirtinamos. Vyriai gali būti užmaskuojami dekoratyviniais plastikiniais gaubtais. Po surinkimo kapitonas patikrina jungiamųjų detalių veikimą, ar visi elementai atidaromi, uždaromi ir pritvirtinami.
Langas paruoštas transportavimui ir montavimui!
Surinktos konstrukcijos siunčiamos į gatavo produkto sandėlį ir toliau gabenamos specialiai įrengtomis transporto priemonėmis klientams pristatymo vietoje.
Ketvirtasis etapas - langų konstrukcijų elementų dažymas
Prieš tiesioginį dažų dažymą visi langų konstrukcijų elementai yra įmirkyti antiseptiku. Taip pat galimas papildomas apdorojimas ugniai atspariais junginiais, kurie padidina langų priešgaisrinę klasę. Tada iš visų pusių gaminių paviršius padengiamas gruntu, užpildant medžio struktūros poras. Po šių procedūrų lango dalys yra paruoštos dažymui. Iš anksto visi elementai dar kartą kruopščiai ištiriami, kad nebūtų defektų.
Pagal šiuolaikinius standartus, aukštos kokybės dekoratyvinė danga būtinai turi būti apsaugota nuo ultravioletinių spindulių. Jis taikomas keliais etapais, tolygiai purškiant jį ant medžio paviršiaus. Šiandien niekas nenaudoja teptukų.
Geriausia kokybė pasiekiama dažant sandariose kamerose esant aukštam slėgiui arba dirbtiniame vakuume. Optimalus dažų sluoksnio storis yra 200 mikronų. Siekiant išvengti dėmių ir šiurkštumo ant langų paviršiaus, apsauginė ir dekoratyvinė danga dedama keliais etapais. Kiekvienam sluoksniui visiškai išdžiūvus, atliekama šlifavimo procedūra.
Jungiamųjų detalių montavimas ant PVC langų
Jungiamosios detalės yra svarbiausias plastikinio lango elementas. Dėl šio plieninių elementų rinkinio varčia gali būti tiek atvira, tiek uždara. Kiekviena varčios tvirtinimo detalė turi atitikti tam tikrą rėmo fiksavimo elementą. Todėl iš anksto atliekamas piešinys, kuriame parodytos visos svarbios jungiamųjų detalių dalys.
Įrengus jungiamąsias detales, lango konstrukcija atrodo beveik baigta. Iki visiško lango gamybos pabaigos trūksta tik stiklo.
Antrasis etapas yra baro gamyba
Turint daug natūralaus medžio privalumų, iš jo pagaminti gaminiai visada turėjo tam tikrų trūkumų - deformacijas ir susisukimą, taip pat plyšių atsiradimą netikėčiausiose vietose. Šis veiksnys neigiamai paveikė medžiagos vaizdą.
Šiandien šiuo požiūriu viskas pasikeitė - kad medinio lango konstrukcija išliktų stabili per visą jo veikimo laiką, gamintojai pradėjo naudoti „Eurobeam“.Šie profiliuoti elementai turi visus natūralios medienos pranašumus ir tuo pačiu neturi pagrindinių natūralių trūkumų. Norint gauti tokios medžiagos, žaliava turi pereiti kelis perdirbimo etapus:
- Po „procedūrų“ džiovinimo kameroje plokštės bus dar kartą patikrintos, ar nėra natūralių defektų. Šis veiksmas pašalina visas dervos kišenes, mazgus, puvinius, kriaukles, įtrūkimus ir kt.
- Likusios lentos (sklypai), ant kurių nebuvo rasta nė vieno trūkumo, apdirbamos nuo galinių kraštų frezavimo įrangoje ir sujungiamos ilgiu;
- Obliuojant gautoms lamelėms obliavimo staklėse suteikiamas vienodas storis - nuo 22 iki 30 mm;
- Po pirminio apdorojimo lamelės suklijuojamos į vientisą juostą taip, kad dviejų gretimų vienos dalies elementų metiniai žiedai išsiskirtų skirtingomis kryptimis - tai suteikia didelį elastingumą ir leidžia kompensuoti galimas deformacijas;
- Kai kuriose situacijose išilginės lamelės taip pat klijuojamos ant šoninių jau sujungtų sijų galų, o tai leidžia dar labiau pagerinti gautų ruošinių savybes;
- Gauti blokai apdorojami frezavimo staklėmis, dėl kurių jie įgyja profilio formą, visiškai paruoštą langų konstrukcijų pjovimui ir surinkimui;
- Galutinė procedūra yra išankstinis profiliuoto eurobeam šlifavimas.
Paprastai juostai gauti naudojami 3 sluoksniai lamelių. Tačiau brangesniems modeliams su plačiais rėmeliais galima padidinti sluoksnių skaičių iki 5. Standartinės ir „premium“ klasės modeliai yra pagaminti iš medienos, kurios priekinėse pusėse yra tvirtos lamelės.
Ekonomiški mediniai langai yra pagaminti tik iš sujungtų lamelių. Tačiau tai tik nežymiai veikia jų estetiką (jei gerai įsižiūrėsite, pastebimi atskirų „siužetų“ ryšiai), o eksploatacinės charakteristikos išlieka aukšto lygio.
Ketvirtas stiklo paketo langų gamybos etapas - pirminis surinkimas
Ant tarpiklių uždėjus sandarią butilo dangą, iš anksto surenkamas stiklo paketas, į kurį įeina paruoštų ir išvalytų stiklų tvirtinimas tarpikliais, ant kurių uždedamas sandarus sluoksnis. Šiame etape butilo dangos spalva turėtų būti visiškai juoda. Jei ant dangos randama baltų žymių, tai reiškia, kad danga buvo paliesta rankomis (rankiniu būdu dengiant butilo juosta reikia dirbti specialiai šiam tikslui skirtomis pirštinėmis) arba stiklas nebuvo pakankamai nuplautas. Ši technologija numato vadinamąjį „minkštą“ stiklo paviršiaus padengimą, kuris yra nestabilus aplinkos poveikiui. Stiklo paviršius su „minkšta“ danga yra ta pusė, kuri yra stiklo paketo kameros viduje. Būtina, kad net stiklo pjaustymo metu paviršius, ant kurio bus padengta butilo danga, būtų idealiai nuvalytas nuo „minkštos“ dangos, kad butilas būtų glaudžiai sukibęs su stiklu, o tai užtikrins visišką sandarumą ir nepakenks. išvalytas paviršius turi būti nematomas, kad stiklo išvaizda nepablogėtų.
Atlikus išankstinį surinkimą, stiklo paketas siunčiamas presu, kuris suspaudžia jį galutiniam fiksavimui. Kad butilo danga galėtų prasiskverbti į viršutinį stiklo paviršiaus sluoksnį, stiklo paketas kurį laiką turi būti po presu. kad būtų užtikrintas patikimas sandarinimas.
Paprastai, norint išvengti stiklo paketo griūties montuojant ir montuojant, prieš pradinį surinkimo etapą stiklo kraštai yra poliruojami.
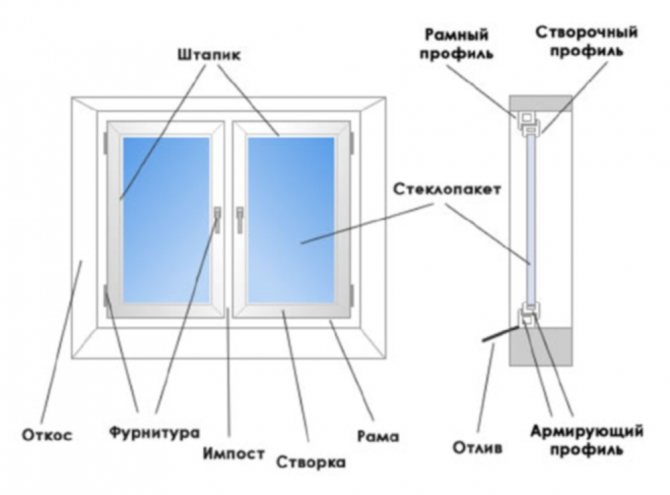
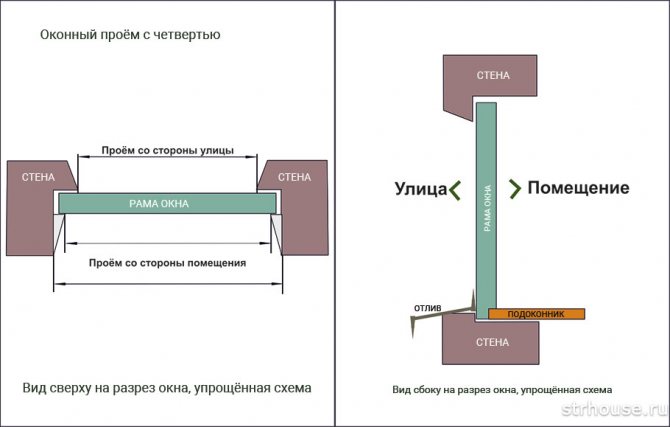
Kaip teisingai išmatuoti plastikinį langą užsakymui
Užsakant langų sistemą, specialistas turi nurodyti šešis gamybai reikalingus matmenis: lango plotį ir aukštį, nuolydžio plotį ir ilgį, palangės plotį ir ilgį. Norėdami atlikti teisingus matavimus, turite tiksliai sužinoti, kaip atidaromas jūsų langas - su ketvirčiu ar be jo. (Straipsnyje išsamiai kalbėjome apie langų ketvirčius, kaip statybų metu pasirinkti namo langų angų dydį). Ketvirtadalis reikalingas tam, kad lango rėmas būtų atremtas į jį ir apsaugotas nuo iškritimo.
Matavimai atliekami siauriausioje lango atidarymo vietoje. Atkreipkite dėmesį, kad ideali angų geometrija yra reta, todėl atlikite matavimus keliuose taškuose. Pasirinkę mažiausius rodiklius, pridėkite prie jų dar 3 cm, o lygi anga matuojama kitaip. Iš gauto pločio atimama 3 cm (būsimam tarpui nuo putplasčio), o iš aukščio - 5 (iš viršaus 1,5 cm tarpui, iš apačios - 3,5 iki palangės).
Prie atoslūgio ir palangės ilgio rodiklių pridėkite 5–10 cm daugiau nei angos plotis. Jų montavimo metu medžiaga „įleidžiama“ į gretimas sienas. Atoslūgio plotis yra standartinis, tačiau palangę galima pasirinkti atsižvelgiant į savininko norus.
Užsakant jūsų bus klausiama, kiek dalių turėtų būti prie lango ir kurios: su medžio tetervinu, kiek varčių, kurioje pusėje jas išdėstyti ir kaip jos turėtų atsidaryti. Taip pat turėsite pasirinkti jungiamųjų detalių funkcionalumą. Galutinę lango kainą paveiks visų šių funkcinių užpildų kiekis.
Trečiasis stiklo paketo langų gamybos etapas yra sandariklio uždėjimas
Išplovus stiklą, ant tarpiklių ruošinių uždedamas pagrindinis sandariklio sluoksnis. Tarpikliai tarpusavyje sujungiami naudojant metalinius arba plastikinius kampus, o jų skersinėse pusėse kelių mm (mažiausiai 3 mm) sluoksniu padengiama speciali sandariklio danga. Šiuo metu kaip sandarikliai naudojami butilai. Yra tam tikri standartai, kurių pažeidimo atveju iš anksto sugenda dvigubo stiklo langas arba jo savybės neatitinka deklaruotų. Užplombuotas sluoksnis turi būti griežtai vienodas, neturi būti tuščių tarpų ir ne mažesnis kaip 3 mm pločio. Jei stiklo paketų gamyba yra riboto dydžio, hermetiką leidžiama naudoti rankiniu būdu (kaip ir stiklo paketo remonto atveju, kurį gali sukelti technologiniai jo gamybos sutrikimai).
Pirmasis etapas - žaliavų džiovinimas
Nepaisant medienos rūšies, žaliava, iš kurios tada bus gaminamas „Eurobeam“, turi būti džiovinamas iki tam tikros būklės. Ši procedūra atliekama specialioje kameroje, kurioje dedama mediena. Ten mediena garinama aukštu slėgiu, apdorojama vakuuminiu būdu ir džiovinama veikiant aukštai temperatūrai. Šiuo metu naudojami trys džiovinimo režimai:
- priverstinis - kartu su medienos patamsėjimu ir jos stiprumo sumažėjimu, kuris gali sumažėti 20%;
- standartinis (įprastas) - leidžia išsaugoti visas pagrindines žaliavų savybes, neturi įtakos pjautinės medienos stiprumui, tačiau išprovokuoja nedidelį medienos spalvos pasikeitimą;
- minkšta - mediena išlaiko nepakitusią spalvą, savybes ir didelį tvirtumą.
Prieš ir po džiovinimo procedūros, po kurios medienos drėgnumas sumažėja iki 8–10%, mediena laikoma specialiuose sandėliuose. Tokiose patalpose sukuriamas ir palaikomas klimato režimas, leidžiantis medžiui išlaikyti savybes. Prieš užsisakant langus, rekomenduojama pasidomėti, kaip mediena buvo džiovinama. Geriausias yra minkštas, o pigiausias - priverstas.
Rusijoje langų gamybai dažniausiai naudojama pušis, ąžuolas ar maumedis. Nepaisant skirtingų šių modelių savybių, jų džiovinimui paprastai keliami vienodi reikalavimai.