Vario vamzdžių litavimas
Varis yra brangus metalas, tačiau variniai vamzdynai turi konkurencinį pranašumą, kad vario sistemos būtų didžiausios. Kompetentingai pagamintas iš vario užtikrins ilgą ir be rūpesčių vandens tiekimo sistemos tarnavimo laiką per visą namo gyvenimą, viršijantį pusę amžiaus. Tokių produktų perdirbimo praktiškumas slypi litavimo proceso paprastume - jis yra žemos temperatūros, lengvai atliekamas buitinėje aplinkoje, esant dujų degikliui ar elektriniam lituokliui.
Įrankių rinkinys
Visas litavimo procedūros metu naudojamų įrankių, tvirtinimo įtaisų ir medžiagų rinkinys yra toks:
- priemonės vamzdžių išplėtimui, pjovimui ir nuėmimui: plėstuvas, vamzdžių pjaustytuvas ar šlifuoklis su ploniausiu disku, įstrižainė, šlifavimo popierius, metalinis šepetys;
- įrankis metalui kaitinti ir lydmetaliui lydyti: dujinis degiklis arba elektrinis lituoklis 250 W;
- medžiagos, su kuriomis vyksta ryšys: alavo lydinio su variu, stibiu, sidabru ar kitais priedais srautas ir lydmetalis;
- pagalbinės medžiagos - servetėlės pertekliniam srautui pašalinti, stovai, pirštinės, matavimo ir žymėjimo įrankiai.
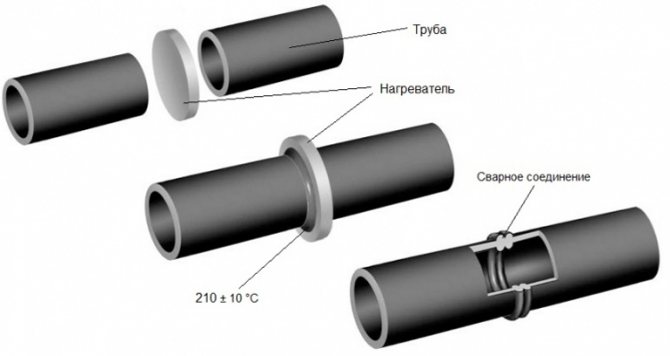
Variniai vamzdžiai bus jungiami be jungiamųjų detalių - vieno kraštas praplečiamas vamzdžių plėstuvu, į jį įkišamas kitas gabalas. Jungtis įkaista, o siūlė užpilama išlydyto alavo lydmetaliu - gaunama patikima sandari jungtis, atlaikanti pakankamai aukštą slėgį ir aukštą temperatūrą. Jūs galite teisingai lituoti varinius vamzdžius, suprasdami proceso principus:
- nupjovus vamzdelius prieš litavimą, galai kruopščiai išvalomi - pašalinamos visos šerpetos, o kraštas nušlifuojamas iki ryškiai geltonos spalvos. Tai turi būti padaryta norint pašalinti oksidus iš vario, kurie neleidžia lituoti;
- po nuplėšimo jis padengiamas specialiu junginiu - srautu, kuris pašalina deguonį, užkerta kelią oksidacijai suvirinimo metu, padeda išlydytam lydmetaliui prasiskverbti giliai į jungtį;
- fliusu padengtos sekcijos stumdomos viena ant kitos ir kaitinamos deglu ar lituokliu. Šiuo atveju litavimo su lituokliu technologija skiriasi nuo darbo su degikliu tik tuo atveju, jei nėra atviros liepsnos;
- lydmetalis atnešamas į kaitinamą paviršių po liepsna - skarda ištirpsta, įtraukiama į jungtį, tolygiai pasiskirstant aplink jungties apskritimą;
- po aušinimo alavo perteklius savaime nukris, o siūlė bus hermetiškai uždaryta.
Jei neturite specialių tokio litavimo įgūdžių, geriau patikėkite tai profesionalams.
Patarimas. Kasdieniniame gyvenime tampa būtina prijungti aliuminio vamzdžius, kuriuos sunkiau apdoroti nei varį. Tam reikės aliuminio lydmetalio ir aliuminio litavimo įrangos - degiklio, galinčio pašildyti metalą iki 400 ° C. Procedūros ypatumas yra tas, kad srautas nenaudojamas, o lydmetalis nėra įleidžiamas į liepsną, bet taikomas sąnariui: jis tirpsta nuo sąlyčio su karštu metalu.




Reikalingi įrankiai
Prieš išmokdami lituoti plastikinius vamzdžius, supjaustyti esamą sistemą arba surinkti naują, turėtumėte įsigyti visą reikalingą įrangą.

Svarbiausias įrankis yra lituoklis. Bet ne tas, su kuriuo vario gaminiai laikomi kartu ar kondensatoriai pritvirtinti prie plokštės.
Čia jums reikia specialaus lituoklio polipropileno vamzdžiams.
Tai elektrinis įrankis, kurio šildymo bėgelyje yra viena ar daugiau vietų specialiems purkštukams.
Paprastai taip pat yra purkštukai - jums reikia jų kelių, po vieną kiekvienam vamzdžio dydžiui. Rinkinyje daugeliu atvejų yra purkštukai vamzdžiams 20, 25, 32, 100 mm. Darbinis paviršius padengtas nelipniu teflono sluoksniu - svarbu jo nesubraižyti aštriu instrumentu, todėl negalima valyti priedo peiliu, metaliniu šepečiu ir pan.
Geruose lituoklių modeliuose yra termostatas, kuriuo galite nustatyti norimą šildymo temperatūrą. Pigiuose modeliuose kartais yra tik termomechaninis jutiklis, nustatytas vienai temperatūrai.
Parduodamų modelių galia, taip pat jų kaina, labai skiriasi. Jei tikimasi nedaug darbo, galite pasiimti pigiausią arba net paprašyti nuomos.
Prietaiso galia turi įtakos atšilimo greičiui, bet ne ryšio kokybei.
Be lituoklio, taip pat patartina įsigyti specialių žirklių, skirtų plastikiniams vamzdžiams pjauti.
Su jų pagalba galite lengvai ir greitai išgauti tolygų, tvarkingą pjūvį.
Jums taip pat reikės matavimo juostos, alkoholio žymeklio (flomasterio), aštraus statybinio peilio ir skudurų. Iš medžiagų, be pačių vamzdžių, reikės ir atitinkamo dydžio jungčių - movų, posūkių, trišakių (norint supjaustyti jau paklotas sistemas), adapterių ir kt.
Polipropileno PVC vamzdžių (plastikinių) litavimas
Polimeriniai produktai lituojami žemesnėje temperatūroje nei metalas. Jie bijo atviros liepsnos, todėl virinant naudojamos specialios elektrinės lituoklės, vadinamos suvirinimo aparatais.
Polipropileno gaminių suvirinimo technologija (PP) iš esmės skiriasi nuo darbo su variu.
Sujungiant metalines dalis, reikia įterpti vieną segmentą į kitą, o tada siūlę užsandarinti naudojant siūlę iš minkštesnio metalo. Polipropileno atveju abu segmentai ištirpsta, sumaišomi, visiškai prasiskverbia vienas į kitą, o sukietėjus atsiranda vientisas vienalytis ryšys. Toks suvirinimas vadinamas difuziniu nuo lotyniško žodžio difuzija, reiškiančio maišymą. Lituojant propileno vamzdžius, reikia atlikti tris dalykus:
- ištirpinkite segmentų galus iki minkštumo;
- prijunkite vieną prie kito be nereikalingų posūkių;
- palaukite, kol atvės - dėl to susidaro vienalytė vientisa dalis.
Litavimo vamzdžiai šildymui ir santechnikai namuose
Dėl „pasidaryk pats“ procedūros paprastumo ji atliekama namuose. Norėdami tai padaryti, turite įsigyti:
- elektrinis suvirinimo aparatas polipropilenui suvirinti;
- prietaiso priedai (įtraukti į prietaiso rinkinį);
- žoliapjovė;
- montavimas;
- priedai: žymeklis, peilis, matavimo juosta.
Lituoti polipropileną yra daug lengviau nei varį
Propileno vamzdžių litavimas savarankiškai atliekamas nuosekliai atliekant šias operacijas:
- Iškirpkite vamzdžius iš anksto nustatytais matmenimis, jei reikia, paruoškite jungiamąsias detales.
- Apkarpykite galus - iš viršaus nuimkite 1–1,5 mm apsauginio sluoksnio. Tai galima padaryti žoliapjove arba šlifuoti švitriniu popieriumi.
- Paruoškite suvirinimo aparatą - įrengkite jį vamzdžių skersmens purkštukais ir prijunkite prie tinklo. Polipropilenas lydosi 250 ° C temperatūroje. Prietaisas turi temperatūros jungiklį ir šildymo indikatorių. Pasiekus norimą temperatūrą, prietaisas duoda garso ar šviesos signalą, kad jis yra paruoštas suvirinimo procesui.
- Įkiškite vamzdį ir jungiamąjį elementą į atitinkamus purkštukus ir laikykitės laiko griežtai laikydamiesi instrukcijų, išvengdami perkaitimo ar perkaitimo.
- Pašalinkite kaitinamas dalis iš purkštukų, tada lituokite, įkišdami vieną elementą į kitą. Šiame etape veiksmai turi būti įsitikinę ir aiškūs - draudžiama judėti elementus pirmyn ir atgal arba sukti išilgai ašies.
- Leiskite polipropilenui atvėsti - kurį laiką palikite konstrukciją be mechaninio įtempimo.
- Vizualiai patikrinkite, ar jungtyje nėra defektų: jei bus laikomasi technologijos, siūlė pasirodys vienoda ir tvirta.
HDPE vamzdžių litavimas naudojant polipropileno jungiamąsias detales.
Sąžiningai, aš esu prieš šį metodą. Dabar paaiškinsiu, kodėl:
- Polipropileno ir polietileno lydymosi temperatūra yra skirtinga. HDPE tirpsta šiek tiek virš 100 laipsnių Celsijaus, o polipropilenas - 260 laipsnių. Pasirodys, kad suvirinimas bus nekokybiškas.
- Net jei pasirodo, kad toks ryšys, vis tiek nėra aišku, kokiam slėgiui jis sukurtas ir kiek laiko jis gali jį išlaikyti.
Taip pat skaitykite: Nerūdijančio plieno savitasis svoris 12x18n10t
Todėl patariu nešvaistyti laiko ir pinigų tokiems eksperimentams.
Teisingas didelių HDPE vamzdžių litavimas normalioje temperatūroje
Jie yra dviejų tipų:
- mažo stiprumo - jie gaminami esant aukštam slėgiui ir įgyja mažą tankį;
- didelio stiprumo (HDPE) - gaminami esant žemam slėgiui, tačiau įgyja didelį tankį.
Kitas didelio stiprio polietileno vamzdžių pavadinimas - HDPE reiškia žemo slėgio polietileną. Žodžiai „žemas slėgis“ pavadinime reiškia sąlygas, kuriomis produktai buvo pagaminti, ir nėra susiję su taikymo sritimi. Žemo slėgio polietilenas (DTPE) naudojamas aukšto slėgio ir temperatūros sąlygomis - magistraliniuose dujotiekiuose ar vandentiekyje. Teisingas litavimas iš polipropileno vamzdžių nėra lengva užduotis.
Kadangi HDPE gaminiai gaminami įvairiausio skersmens (nuo 20 mm iki 1 m 20 cm) ir sienelių storio, yra daugiau nei vienas jų sujungimo būdas ir daugelio rūšių įranga, skirta lituoti polietileno vamzdžius. Polietileno vamzdžių suvirinimas atliekamas vienu iš šių būdų:
- užpakalis (arba užpakalis);
- varpo formos;
- elektrofuzija.
Tokiam litavimui jums reikia specialios litavimo mašinos.
PE vamzdžių užpakalinis suvirinimas pramoninėmis sąlygomis atliekamas brangia ir didelių gabaritų mašina su mechanine ar hidrauline pavara. Įrenginio rinkinyje yra kreiptuvai centravimui, trimeris, skirtas sklandžiai supjaustyti besiribojančius kraštus, kaitinimo elementas, pavaros ir laikmačiai. Pati „end-to-end“ technologija yra paprasta, tačiau naudojama įranga nėra pigi: HDPE vamzdžių suvirinimo aparato kaina vidutiniškai siekia 250 tūkstančių rublių, o atskiras kaitinimo elementas kainuoja apie 50 tūkstančių.
Litavimo schema polietileno vamzdžiams su lituokliu sunkiai prieinamose vietose
Polietileno vamzdžių litavimas vyksta pagal šią schemą:
- jungiami gaminiai įkišti į vamzdžių suvirinimo aparatą, yra centruoti;
- tarp jų įterpiamas automatinis nukreipimo įrankis, kuris tolygiai perpjauna HDPE, pašalindamas lustus;
- sujungiami priešingi galai, atliekamas vizualus kraštų išlyginimo ir sandarumo valdymas;
- suvirinti galai nuriebalinti, tarp jų sumontuotas kaitinimo elementas;
- galai tam tikrą laiką kaitinami ir lydomi tam tikroje temperatūroje;
- kaitinimo elementas pašalinamas ir jungtis atvėsta laikmačio nustatytu laikotarpiu;
- tvirtas ryšys gaunamas nedarant įtakos dujotiekio lankstumui.
Namuose tai vyksta tuo pačiu principu, tačiau naudojami paprastesni įtaisai - lituoklis polietileno vamzdžiams. Tai kainuoja nuo 30 tūkstančių rublių, tai suvirinimo veidrodis, padengtas teflonu ir gali atlaikyti aukštą temperatūrą - iki 300 ° C.
Polietileno vamzdžių užpakalinio suvirinimo parametrai: temperatūra, šildymo ir aušinimo laikas - priklauso nuo skersmens ir sienelės storio, juos nustato suvirintojai pagal specialią lentelę. Norėdami pašalinti klaidas daugelyje įrenginių, parametrai nustatomi automatiškai.
HDPE vamzdžių elektrofuzinis suvirinimas priklauso pramoninei kategorijai ir susideda iš vamzdžio atkarpos, esančios po mova, lydymo, kuriai tiekiama elektros srovė, ir pakyla temperatūra. Polietileno vamzdžių elektrofuzinės movos eksploatacijos metu sunaudoja daug elektros energijos ir laikomos brangesnėmis, tačiau jos padeda tais atvejais, kai neįmanoma naudoti didelių matmenų prietaiso. Jie gali būti naudojami namuose.
Kaip padaryti vandentiekį iš polietileno vamzdžių?
Vandens tiekimą galite rinkti įvairiais būdais, tačiau visada tam tikra seka. Pirma, yra sukurtas projektas ir perkami visi struktūriniai komponentai. Tada galite pradėti statybos darbus.
Parengiamieji darbai prieš montuojant polietileno vamzdžius
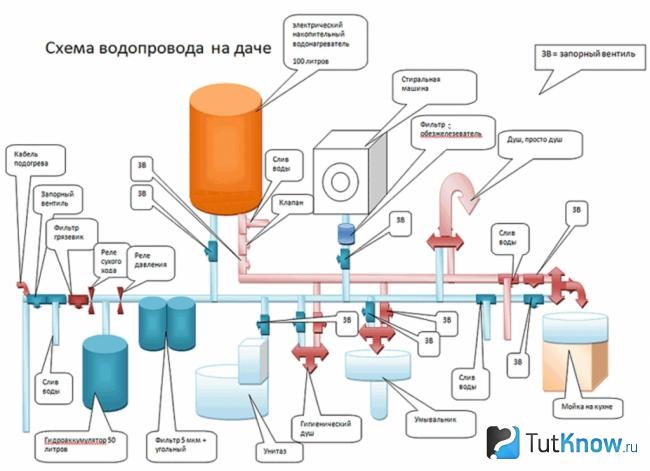
Polietileno vamzdžių santechnikos schema
Pirmajame montavimo etape būtina sukurti vandens tiekimo schemą iš polietileno vamzdžių. Eskize parodykite maršrutą nuo šaltinio iki jungties taškų, nurodydami pagrindinį bagažinę ir šakas. Schemoje nurodykite konstrukcijos linijinių plėtimosi jungčių vietą.
Dėl plastiko išsiplėtimo vamzdžius pritvirtinkite specialios konstrukcijos spaustukais, kurie šildant leidžia judėti linijoms.
Trasa gali būti ištraukta specialiuose padėkluose arba uždaryta grioveliuose. Nustatykite vandens tiekimo polietileno vamzdžių dydį, jungiamųjų detalių skaičių ir nuspręskite, kaip prijungti pjūvius.
Statybos rinka yra prisotinta polietileno vamzdžių, skirtų vandentiekiui, tačiau kokybiškų produktų galima įsigyti tik didelėse metalo parduotuvėse. Atidžiai patikrinkite prekes:
- Ant ruošinių neturėtų būti jokių mechaninių pažeidimų: skiedros, įtrūkimai, įbrėžimai.
- Nepirkite pigaus gaminio, kuris gali reikšti nekokybišką plastiką.
- Visos pagrindinės vandens tiekimui skirtų polietileno vamzdžių charakteristikos yra pritaikytos paviršiui (skersmuo, leistinas slėgis, temperatūra, paskirtis).
Jei abejojate produkto kokybe, paprašykite pardavėjo pateikti jo atitikties sertifikatą.
Polietileninių vamzdžių montavimas naudojant jungiamąsias detales

Nuotraukoje polietileno vamzdžių sujungimas vandens tiekimui su jungiamosiomis detalėmis
Norėdami sujungti polietileno vamzdžių gabalus, jums reikės šių įrankių:
- Lituoklis, skirtas suvirinti pjūvius
... Paprastai jis parduodamas su skirtingo skersmens priedais. - Žirklės ruošiniams pjauti
... Su jų pagalba pjūvis yra lygus, nereikia papildomai apdoroti galų.
Vandentiekio polietileno vamzdžių montavimo seka naudojant jungiamąsias detales:
- Iškirpkite reikiamą ruošinių skaičių pagal santechnikos schemą.
- Produktų galuose nulenkite 45 laipsnių kampu.
- Šalia pagrindinio įdėkite lituoklį. Ant jo sumontuokite purkštukus, kurių skersmuo atitinka vamzdžio ir jungiamosios detalės skersmenį.
- Stumkite ruošinius ant purkštukų.
- Įjunkite įrenginį. Optimali temperatūra polietilenui kaitinti yra 270 laipsnių. Jei yra reguliatorius, jį galima nustatyti rankiniu būdu. Paprastesniuose įrenginiuose nustatymas atliekamas jau gamykloje.
- Po indikatoriaus pavojaus signalo greitai nuimkite vamzdį ir jungiamąją detalę nuo lituoklio ir prijunkite juos. Nelieskite jungties keletą minučių, kol plastikas sukietės. Nebūtina priverstinai aušinti jungčių, kad nesumažėtų jungties kokybė.
- Visi maršruto elementai tvirtinami panašiai.
- Prijunkite liniją prie vandens tiekimo ir patikrinkite, ar kiekvienoje jungtyje nėra sandarumo.
Vandens tiekimo polietileno vamzdžių suvirinimas elektrofuziniu būdu
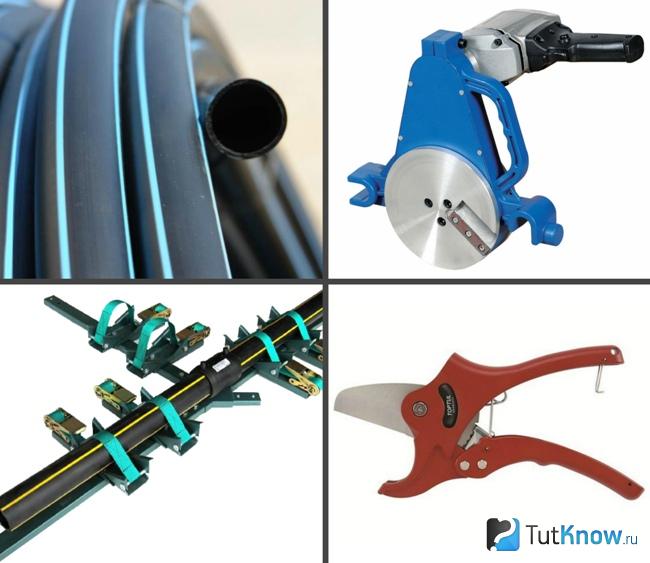
Nuotraukoje polietileno vamzdžių suvirinimo elektrofuziniu būdu įrankiai
Norėdami montuoti polietileno vamzdžius vandens tiekimui savo rankomis naudodami elektrofuzines movas, jums reikės šios įrangos ir medžiagų:
- Suvirinimo aparatas
... Jo funkcija yra įjungti sankabą tam tikrą laiką.Produktas surenkamas ant puslaidininkių, kurie užtikrina aukštą efektyvumą ir našumą. Įrenginyje yra skaitmeninis ekranas, skirtas valdyti įvestus parametrus. Kai kuriuose modeliuose yra skaitytuvo lizdas, leidžiantis į įrenginį įvesti tinkamus parametrus per jungties brūkšninį kodą. - Pozicionierius
... Jo tikslas yra kompensuoti vamzdžio ovalumą, kuris atsiranda netinkamai sandėliuojant ir transportuojant gaminį. - Vamzdžių pjaustytuvas
... Su jo pagalba vamzdžio kraštai po pjovimo yra plokšti ir be skaldos. Elektrofuziniam suvirinimui nerekomenduojama naudoti peilio ar metalo pjūklo. - Vamzdžių valymo skystis
... Pašalina riebalus ir kitus sluoksnius nuo suvirinto paviršiaus. Dažnai tiekiama su jungiamosiomis detalėmis. Draudžiama detales valyti gaminiais, neskirtais polietilenui. - Oksido klijų valiklis
... Skirtas pašalinti viršutinį 0,1 mm storio plastiko sluoksnį, kad susidarytų šiurkštus paviršius. Traukiklį galima pakeisti įprastu grandikliu.

Nuotraukoje polietileno vamzdžių suvirinimo elektrofuziniu būdu, tiekiant vandenį
Polietileno vamzdžių montavimas vandens tiekimui elektrofuziniu suvirinimu atliekamas tokia seka:
- Iškirpkite ruošinius vamzdžių pjaustytuvu pagal vandens tiekimo schemoje nurodytus matmenis.
- Išmatuokite rankovės ilgį.
- Ant kiekvieno ruošinio pažymėkite žymeklį pusės rankovės pliusu ir 2 cm atstumu nuo vamzdžio krašto.
- Nuimkite viršutinį sluoksnį, kur plastikas reagavo su deguonimi.
- Išlenktas gale, kad būtų lengviau sujungti vamzdį ir jungtį.
- Įsitikinkite, kad nėra gaminio ovalumo, kitaip rankovės negalima uždėti, kitaip neveiks monolitinis lydmetalis.
- Ant kiekvieno vamzdžio uždėkite padėties nustatymo priemonę ir prispauskite ją, kol ji bus visiškai apvali.
- Išvalykite elementų paviršius nuo dulkių ir nuriebalinkite specialiu mišiniu.
- Įkiškite vamzdį iki pusės į elektrofuzijos jungtį. Paprastai viduje yra ribotuvas, kuris neleidžia eiti toliau. Poravimosi paviršiai turi liestis arba būti išdėstyti mažiausiu atstumu vienas nuo kito.
- Tokiu pačiu būdu prijunkite ir antrąjį vamzdį.
- Prijunkite suvirinimo gnybtus prie specialių jungčių.
- Skaitytuvu perskaitykite brūkšninį kodą ant jungiamosios detalės.
- Prijunkite įtampą prie spiralės. Per trumpą laiką polietilenas suminkštės iki klampios grietinės. Įvyks difuzija ir dvi dalys taps viena. Atvėsus, medžiaga vėl tampa kieta.
Kietėjimo metu draudžiama keisti linijos konfigūraciją.
Lyginant su kitais metodais, polietileno vamzdžių suvirinimas elektrofuziniu būdu turi šiuos privalumus:
- Sumažina prieplaukų su klaidomis tikimybę.
- Procedūra yra visiškai saugi kitiems.
- Sujungia fiksuotus elementus.
- Vidinis linijos skersmuo nesumažėja.
- Galimybė sujungti skirtingo skersmens ir sienelių storio ruošinius.
- Elektros suvartojimas yra minimalus.
Vandentiekio polietileno vamzdžių užpakalinis suvirinimas

Nuotraukoje centralizatorius ir užpakalinio suvirinimo įrankis polietileno vamzdžių užpakaliniam suvirinimui
Jis naudojamas montuojant polietileno vamzdžius, kurių skersmuo yra didesnis nei 50 mm.
Paruoškite šią įrangą:
- Centralizatorius
... Susideda iš dviejų pusių, kurių viena yra kilnojama. Jie leidžia vamzdžius centruoti. Lova gali būti varoma rankiniu būdu arba hidrauliškai, kad būtų sukurtas slėgis. Rankinis padavimas naudojamas vamzdžiams, kurių skersmuo yra iki 160 mm, surinkti. Hidrauliniame bloke yra slėgio matuoklis prietaiso sukeliamam slėgiui stebėti. - Žoliapjovė
... Mažas elektrinis pjovimo įrankis su dviem galvutėmis aukštos kokybės vamzdžių galų pjovimui. - Šildytuvas
... Tam tikras lituoklis ruošinių kraštų lydymui. Paprasčiausias prietaisas yra „suvirinimo veidrodis“. Jis naudojamas suvirinant gaminius be centralizatoriaus ir nukreipto įrankio neslėginėms linijoms montuoti.

Nuotraukoje polietileno vamzdžių suvirinimo procesas vandens tiekimo sistemos užpakaliui
Vandentiekio polietileno vamzdžių suvirinimo procesas yra toks:
- Įsitikinkite, kad vamzdžio gale nėra ovalumo.
- Išmatuokite gaminio storį jungtyje, kuris turėtų būti vienodas. Sąlygos įvykdymas užtikrins maksimalų siūlės tvirtumą po suvirinimo.
- Prie takelio įdiekite centralizatorių. Įdėkite vamzdžius į ją tokioje vietoje, kur tarp jų galite sumontuoti šildytuvą. Įsitikinkite, kad jie sulygiuoti.
- Pritvirtinkite ruošinius spaustukais, po 2 kiekvienam vamzdžiui. Pirmiausia priveržkite galinį spaustuką. Atneškite priekinę dalį, kol ji liečia, ir šiek tiek pasistenkite, kad neatsirastų ovalumas.
- Nustatykite prietaisą litavimo litru. Norėdami tai padaryti, iš įrenginio sistemos išleiskite orą ir priveržkite vožtuvą, kol centralizatorius pradės judėti.
- Sureguliuokite litavimui reikalingą slėgį. Paprastai vertė nurodoma su prietaisu pateiktoje lentelėje.
- Nuvalykite vamzdžių jungtis nuo nešvarumų, smėlio ir kitų šiukšlių.
- Įdėkite žoliapjovę šalia gaminio krašto. Įjunkite jį ir perkelkite ruošinį į įrenginį, kuris nuo galo nukirs 2x45. Pakartokite operaciją su kitu vamzdžiu.
- Išleiskite orą ir paskleiskite centravimo dalis.
- Judinkite įrenginį, kol jis liečia elementus, ir įsitikinkite, kad jie nėra išlyginti.
- Nuvalykite paviršius alkoholiu arba specialiu tirpikliu.
- Lituoklis įkaitinamas iki 270 laipsnių.
- Prieš prijungdami polietileno vamzdžius vandens tiekimui, nustatykite planuojamo prietaiso litavimo laiką, nustatytą pagal lentelę.
- Įdėkite šildytuvo galiuką tarp ruošinių.
- Vamzdžius perkelkite ant lituoklio ir palikite, kol susidarys 1 mm storio karoliukas.
- Laikas suvirinti. Pasibaigus jo galiojimo laikui, išardykite lituoklį.
- Produktus labai greitai perkelkite vienas kito link, kol jie liečiasi, ir palikite juos 5 sekundes slėgio.
- Atleiskite spaudimą ir laiką, kol atvės. Plastikas turi sukietėti natūraliai, be pagreičio, kitaip suprastės jungties stiprumas.
Montuodami vandens tiekimo sistemą iš polietileno vamzdžių, laikykitės mūsų rekomendacijų:
- Viso proceso metu stebėkite lituoklio temperatūrą, kontroliuokite sujungiamų dalių kaitinimą, burrelio aukštį ir slėgį jungčiai.
- Dirbkite ant lygaus paviršiaus.
- Atlikite prijungimą, jei pastebimas sujungtų elementų išlygiavimas. Ašių nuokrypis - ne daugiau kaip 10% gaminio storio.
- Procedūros metu uždenkite priešingus vamzdžių galus, kad skersvėjis neatvėstų išlydytos masės.
- Įdėkite gaminius į centralizatorių taip, kad jų paviršiaus žymės būtų išlygintos.
- Prieš procedūrą atlikite bandomąją operaciją, kurios metu iš šildytuvo pašalinamos mikrodalelės. Prieš naudojimą trimerio paviršių nuvalykite švaria šluoste.
XLPE vamzdžių vandentiekiui montavimas
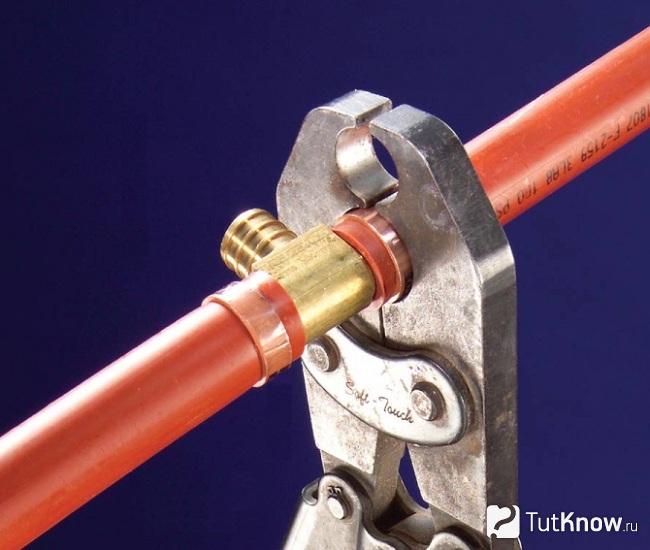
Nuotraukoje vamzdžių, pagamintų iš susieto polietileno, sujungimo procesas
XLPE sekcijos yra sujungtos su srieginėmis jungiamosiomis detalėmis. Darbui jums reikės paprasčiausių prietaisų - žirklių, veržliarakčių veržliams įsukti, matavimo juostos.
Vandentiekio, pagaminto iš susieto polietileno, vamzdžių klojimo procesas yra toks:
- Vamzdžio galą sulygiuokite žirklėmis.
- Nulaužkite galus 45 laipsnių kampu.
- Nuimkite veržlę ir sandarinimo žiedą iš jungiamosios detalės.
- Užmaukite veržlę ant vamzdžio, tada žiedą.
- Išskleiskite dalį, kuri slenka per jungtį.
- Paviršių sudrėkinkite muiluotu vandeniu.
- Stumkite žiedinį žiedą link jungties.
- Stumkite jungtį ant vamzdžio, kol jis sustos.
- Laikykite tvirtinimo detalę vienu veržliarakčiu, o antruoju priveržkite veržlę. Ji suspaus produktų galus kartu.
- Surinkę visą liniją, patikrinkite, ar jungtyje nėra nuotėkio, tiekiant vandenį esant darbiniam slėgiui.
Kietasis sustiprintas polivinilchlorido vamzdis
Litavimas gali būti atliekamas naudojant tą pačią mašiną, kuri naudojama suvirinant polipropileno analogus. PVC gaminių sienos yra storesnės ir standesnės, todėl joms sujungti reikia jungiamųjų detalių. Jų lydymosi temperatūra yra žemesnė, todėl šis tipas nenaudojamas karštam vandeniui tiekti - dujotiekio sienos deformuojasi veikiant aukštai temperatūrai. Litavimas atliekamas elektrine suvirinimo mašina su antgaliais, ant kurių ištirpsta sujungiamų gaminių galai. Norėdami tinkamai lituoti PVC vamzdžius, turite atlikti kelis veiksmus:
- nuvalykite kraštus;
- nuimkite armatūrą, jei tokia yra;
- nustatykite lydymosi temperatūrą ne daugiau kaip 200 ° C.
Įrankiai, armatūra, veiksmų seka yra tokia pati, kaip dirbant su polipropileno mėginiais.
ŽIŪRĖTI VIDEO ĮRAŠĄ
Kasdieniniame gyvenime polipropileno, polietileno ar PVC vamzdžiai vienu bendru žodžiu dažnai vadinami plastikiniais, o jų sujungimo principai turi daug bendro. Ne visi gali tinkamai lituoti vamzdžius, bet visi gali išmokti.
Šiandien polimeriniai gaminiai naudojami daugelyje mūsų gyvenimo ir pramonės sričių. Tačiau ypač populiarus yra HDPE - žemo slėgio polietilenas. Ši medžiaga yra tvirta, patvari, lengvai montuojama dėl mažo savitojo svorio. Įvairios paskirties vamzdynai dažnai gaminami iš polietileno vamzdžių. Norėdami sujungti atskirus ruošinius, HDPE gaminiai yra suvirinti. Mūsų straipsnyje kalbėsime apie HDPE vamzdžių suvirinimo atmainas ir ypatybes.
Suvirinimo stalas
Įvairūs suvirinimo stalai yra prieinami kaip papildomos priemonės teisingam, aukštos kokybės HDPE vamzdžių sujungimui atlikti. Jie nustato reikalingus suvirinimo gaminių parametrus, temperatūros sąlygas, mechanines savybes ir produktų lydymo / aušinimo laikotarpį.
Į visus šiuos dalykus reikia atsižvelgti atliekant darbus, nes jų įgyvendinimas priklausys nuo suvirintų vamzdynų komunikacijų patikimumo, stiprumo charakteristikų.
Suvirinimo gaminių laiko intervalų lentelėje nurodomas ne tik darbo laikas, bet ir tai, kokiems gaminių skersmenims jis būdingas.
Ryšių įvairovės
Norėdami sujungti polietileno vamzdžius, galite naudoti šiuos metodus:
- Nuimamas. Norint atlikti tokį HDPE ruošinių sujungimą, reikės plieninių flanšų. Pagrindinis šio prijungimo principo bruožas yra tai, kad eksploatuojant dujotiekį galima išardyti.
- Neatskiriama. Šiuo atveju neveiks išardyti komunikacijų. Norint sukurti tokį ryšį, ruošiniai turi būti suvirinti. Tam galima naudoti vieną iš šių metodų:
- polietileno ruošinių užpakalinis suvirinimas;
- HDPE gaminių suvirinimas jungtimis.
Norint surinkti vamzdynus iš didelio skersmens elementų, naudojami termorezistentiniai jungiamieji elementai arba užpakalinis suvirinimas. Naudojant abu metodus, gaunamas patikimas monolitinis ryšys.
HDPE jungties tipai
HDPE vamzdžių suvirinimas apima šių tipų jungtis:
- Nuimamas, kurį eksploatavimo metu galima išardyti. Šio tipo jungtims naudojami plieniniai flanšai.
- Vientisos jungtys - suvirintų vamzdynų išmontavimas eksploatavimo laikotarpiu nėra numatytas.
Antrasis prijungimo variantas gali būti vykdomas naudojant dvi technologijas: polietileno vamzdynų užpakalinis suvirinimas, polietileno vamzdžių suvirinimas naudojant movas.
Didelio skersmens vamzdynų klojimas atliekamas naudojant termorezistines jungiamąsias detales, užpakalinio suvirinimo įrangą. Naudojant bet kurią parinktį, gaunamas gana patikimas monolitinis ryšys.
HDPE gaminių užpakalinis suvirinimas
HDPE vamzdžių suvirinimui per užpakalį reikia naudoti suvirinimo įrangą.Atsižvelgiant į tai, kad suvirinant nenaudojamos jokios papildomos dalys, montavimo procesas yra labai supaprastintas. Tokiu būdu galima suvirinti tik HDPE ruošinius.
Dėmesio: aukštos kokybės HDPE gaminių užpakalinis suvirinimas veiks tik tuo atveju, jei jis atliekamas naudojant vieną siūlę. Dėl to bus maksimaliai padidintas sujungiamų dalių sujungimo stiprumas.
Polietileno vamzdžių suvirinimas užpakalinėje dalyje yra pati efektyviausia ir universaliausia technologija, nes ji palaiko medžiagos lankstumą visame vamzdyne. Šis metodas gali būti taikomas neatsižvelgiant į naudojamo vamzdyno įrengimo tipą (tranšėja, be tranšėjos ar atvira).
Polietileno vamzdžių užpakalinis litavimas atliekamas tokia seka:
- Pirmiausia sujungiamų ruošinių galai turi būti sumontuoti suvirinimo įrangos centralizatoriuje.
- Po dalių sulyginimo ir tvirtinimo, naudojant medvilninę servetėlę ir alkoholį, reikia nuvalyti dulkių, purvo ir riebalų galus.
- Tada suvirinimo galai apdorojami naudojant įtaisą. Apkarpymas sustabdomas, kai pradeda formuotis vienodos drožlės, kurių storis ne didesnis kaip 0,5 mm. Dabar ruošinį galima nuimti, o galų lygiagretumą galima patikrinti rankomis.
- Jei tarp suvirinamų paviršių randamas nepriimtinas tarpas, kirpimo operaciją reikia pakartoti.
- Po to vamzdžiai lituojami. Norėdami tai padaryti, naudojant kaitinimo elementą su nelipnia danga, ruošinių galai pašildomi iki reikiamos temperatūros.
- Kai galai pakankamai ištirps, mes atskiriame suvirinamus gaminius, taip pat pašaliname kaitinimo elementą iš suvirinimo zonos.
- Po to suvirinamus galus galima uždaryti ir užveržimo slėgį padidinti, kol jis pasieks reikiamą vertę.
- Siūlę reikia laikyti slėgį tam tikrą laiką.
- Po to tikrinama suvirinimo kokybė. Tam įvertinama griovelio išvaizda, plotis ir aukštis.
Ekstruderio suvirinimas
Šiek tiek sunkiau dirbti su rankų džiovintuvu ar lituokliu, nes reikia papildomai kontroliuoti ne tik apšilimo laiką, bet ir savo judesius. Jei suvirinimas atliekamas neteisingai, gali būti pažeistas HDPE vamzdžių vientisumas arba pažeista siūlė.
Foto - profesionalus keitiklis
Žingsnis po žingsnio suvirinimo keitikliu instrukcijos:
- Būtina sumažinti ryšį iki tam tikro dydžio, būtinai nuvalykite galą;
- HDPE suvirinimo temperatūra yra 260 laipsnių, šiame lygyje sumontuotas lituoklis, vienu metu montuojami ir šildomi suvirinimo antgaliai;
- Prieš pradedant darbą, būtinai išmatuojamas ir pažymimas reikalingas montavimo gylis, jis turi būti bent 2 mm; Foto montavimo montavimas
- Sunkiausia šio proceso dalis yra momentas, kai reikia sutvirtinti jungiamąją detalę ir vamzdį antgalyje. Profesionalioje mašinoje yra specialus centravimo mechanizmas, jei jo nėra, tiesiog stenkitės viską atlikti labai tiksliai;
- Po prijungimo jie stumiami į ženklą (ne į jungtį) ir laikomi tam tikrą laiką;
- Darbo pabaigoje prietaisas išsijungia, o vamzdžių suvirinimo vieta yra fiksuota aušinimui.
Labai svarbu neperlenkti tvirtinimo elemento, jei suvirinimas yra per griežtas, tada HDPE taps labai plona arba į vidinį skersmenį įtekės polietileno. Šiam momentui valdyti naudojama speciali lentelė:
| Išorinis skersmuo, mm | Suvirinta siūlė, mm | Šildymas, sek | Prisijungimas, sek | Aušinimas, sek |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Vaizdo įrašas: HDPE vamzdžių suvirinimas elektrofuziniu būdu
www.kanalizaciya-stroy.ru
HDPE ruošinių suvirinimas iš lizdo
HDPE vamzdžių suvirinimas sujungimo metodu atliekamas naudojant specialų suvirinimo įrenginį, vadinamą lituokliu, taip pat specialių purkštukų rinkinį, kurie gali skirtis skersmeniu. Antgalio dydis parenkamas atsižvelgiant į suvirintų polietileno vamzdžių skersmenį.
HDPE vamzdynų kietasis litavimas atliekamas naudojant jungiamąsias detales. Šių gaminių konfigūracija gali skirtis. Jie pateikiami kampų, trišakių ar movų pavidalu. Taikant šį litavimo būdą, ruošinių ir jungiamųjų detalių galai suvirinami.
Svarbu: pagrindinis lizdo suvirinimo privalumas yra tas, kad jis gali būti atliekamas sunkiai prieinamose vietose, kur ašinis ruošinių poslinkis yra sunkus.
Polietileno dalių šildymas atliekamas per ruošinio kontaktą su suvirinto įrenginio šildoma metaline dalimi. Jį sudaro dvi riedėjimo dalys:
- įtvaras sušildo vidinį armatūros paviršių;
- šildymo vamzdis įstatomas į įvorę.
Norėdami įdiegti šį purkštuką į litavimo bloko angą, rankovė ir ašis turi būti susukti kartu.
Polietileno vamzdžių litavimas naudojant sujungimo metodą apima šias parengiamąsias priemones:
- Ruošiniai turi būti supjaustyti specialiomis norimo dydžio žirklėmis. Tokiu atveju būtina užtikrinti, kad pjūvis būtų griežtai statmenas gaminio išilginei ašiai.
- Prieš atliekant litavimą, reikia išvalyti sujungiamų ruošinių galus.
- Kad būtų išvengta nepageidaujamo aušinimo suvirinant, vamzdžių galai, kurie šiuo metu nėra prijungti, sandarinami kištukais.
- Po to turite išvalyti suvirinimo antgalio paviršių nuo medžiagų dalelių, kurios galėjo likti po ankstesnio darbo.
Dabar galite pradėti patį suvirinimo procesą, kuris atliekamas tokia seka:
- Pirma, antgalis turi būti pašildytas iki suvirinimo temperatūros. Kai vertė pasiekia reikiamą lygį, lituoklio korpuso indikatorius duos signalą.
- Po to HDPE vamzdis turi būti įkištas į įvorę, kol jis sustos. Savo ruožtu jungiamoji detalė taip pat stumiama ant ašies, kol ji sustoja. Kadangi skersmenys šiek tiek skiriasi, reikės įdėti šiek tiek pastangų, kad procedūra būtų baigta.
- Vamzdžių suvirinimo laiką parenkame pagal specialias lenteles, kur šis indikatorius nurodomas skirtingo skersmens gaminiams.
- Vamzdinio elemento įdėjimo ir slydimo ant jungiamojo elemento metu perteklinė medžiaga iš ruošinių paviršiaus ištirpsta ir išspaudžiama. Dėl to išilgai suvirinamų elementų krašto susidaro žiedinis karoliukas - kiaurasamtis.
- Slėgis įkišant detales turėtų būti sustabdytas tuo metu, kai ruošinys ir jungiamoji detalė pasiekia ribotuvą. Labai svarbu laikytis šios sąlygos, nes kitaip ryšys nebus pakankamai stiprus. Kadangi sunku tiksliai nustatyti ruošinio panardinimo gylį, pirmiausia reikia išmatuoti šią vertę ir padaryti žymę ant vamzdžio.
- Tada iš purkštuko nuimkite suvirinamus ruošinius. Po to vamzdį įstatykite į jungiamąją detalę taip, kad ji tvirtai atsiremtų į žiedinę karoliuką. Leiskite prijungtiems elementams atvėsti. Tokiu atveju neturėtumėte jų susukti ir paveikti įvairių mechaninių poveikių.
Užpakalinis suvirinimas
HDPE vamzdžių užpakalinis suvirinimas skirtas mėginiams, kurių skersmuo yra didesnis nei 5 cm. Tam skirtas specialus suvirinimo įrenginys.
Produktų suvirinimo principas: vamzdžių galai yra iš anksto pašildomi, po to jie sujungiami esant slėgiui. Išlydytas plastikas sudaro monolitinę jungtį, kurios stiprumo charakteristikos nenusileidžia kietam produktui.
PND vamzdžių užpakalinis suvirinimas gali būti atliekamas savarankiškai. Prieš suvirinant, būtina tvirtai pritvirtinti gaminių galus įrenginio įtaisuose, tik tada galima įnešti šildymo plokštę.
Pakankamai pašildžius plastiką, tai yra, iki lydymosi temperatūros, plytelės pašalinamos, o vamzdžiai prispaudžiami tam tikru slėgiu. Kai siūlė visiškai atvėsta, galite pašalinti gaminius iš suvirinimo įrangos tvirtinimo elementų.
Ryšio procedūros ypatybės:
- Šio tipo suvirinimas gali būti naudojamas to paties skersmens vamzdžiams, jungiamosioms detalėms.
- Gaminių sienelių storis turi būti didesnis nei 5 mm.
- Difuzinį suvirinimą rekomenduojama atlikti tik tada, kai aplinkos oro temperatūra yra ne žemesnė kaip 15 laipsnių ir ne aukštesnė kaip 45 laipsniai pliuso.
- Dujotiekio PND suvirinimas laikomas labai ekonomišku, nes tokio tipo medžiagoms naudojamas suvirinimo aparatas sunaudoja daug mažiau elektros energijos, palyginti su įranga, skirta suvirinti metalinius vamzdžius.
Elektrofuzinis suvirinimas
Norint užmegzti tokį ryšį, reikia specialaus elektromagneto, į kurį būtų sumontuoti įdėti kaitinimo elementai. Jei palyginsime šį suvirinimą su užpakaliniu suvirinimu, tada jis kainuos daugiau, nes reikia pirkti brangias elektrines movas.
Tačiau ši technika turi savo privalumų:
- Kadangi ant vidinio vamzdžių paviršiaus nesusidaro griovelis, dujotiekio pralaidumas nemažėja.
- Šį suvirinimo būdą patogu naudoti uždaroje erdvėje, kur neįmanoma sumontuoti viso suvirinto mazgo.
Norėdami sujungti du ruošinius į tiesią dujotiekio dalį, naudojamos įprastos elektrofuzinės movos. Tačiau kai kuriais atvejais gali prireikti elektrofuzijos trišakių ir balno šakų. Norėdami užbaigti darbą, jums reikės elektrofuzinio suvirinimo įrenginio.
Suvirinimo procedūra atliekama naudojant suvirintą polietileno jungtį. Tai yra specialus produktas, kuriame yra įmontuotos spiralės, kurios veikia kaip kaitinimo elementai. Šiuo atveju jungiamosios medžiagos dalis, kuri ištirpsta dėl įkaitusios spiralės, sujungiama su ruošinio polimero medžiaga, formuojant ištisinį monolitinį vamzdyną. Beje, spiralė lieka gautoje siūlėje amžinai.
Svarbu: elektrofuzijos technologija leidžia jums gauti didelio stiprumo jungtį. Tačiau dėl didelių šio metodo išlaidų jis naudojamas įrengiant slėgines komunikacijas dujų ir naftos produktams gabenti.
Suvirinimas naudojant elektrofuziją atliekamas tokia seka:
- Specialios pjovimo įrangos pagalba vamzdžiai supjaustomi norimo dydžio gabalėliais.
- Be to, ruošinius reikia nuvalyti nuo nešvarumų ir nuriebalinti suvirinimo vietoje. Elektrofuzija turi būti apdorojama tuo pačiu būdu.
- Tada ant vamzdinių elementų daromos žymės, kurios leis jums kontroliuoti vamzdžio įkišimo į rankovę gylį.
- Siekiant išvengti nepageidaujamo elementų aušinimo suvirinant, laisvi vamzdžių galai yra užkimšti.
- Specialių laidų pagalba suvirinimo įrenginys prijungiamas prie elektrinės movos, paspaudžiamas pradžios mygtukas.
- Praėjus tam tikram laikotarpiui, įrenginys pats išsijungs, o tai reiškia, kad suvirinimas bus baigtas.
- Tokiu būdu gautus ryšius galima valdyti tik po valandos.
Dėmesio: pagrindinė sąlyga norint gauti aukštos kokybės siūlę yra dalių nejudrumas suvirinimo ir aušinimo metu.
Gautiems suvirintiems sujungimams taikomi šie reikalavimai:
- Žiedinis siūlės karoliukas turėtų sutapti su ženklu, padarytu ant ruošinio prieš suvirinant.
- Leistinas vamzdžių sekcijų poslinkis vienas kito atžvilgiu yra ne didesnis kaip 10% HDPE elemento sienos storio.
- Jei suvirinto ruošinio sienelės storis yra ne didesnis kaip 5 mm, aukštos kokybės suvirinimo siūlės aukštis turėtų būti maždaug 2,5 mm. Suvirinant vamzdžius, kurių sienelės storis yra 6-20 mm, granulių aukštis turėtų būti didesnis nei 5 mm.
Renkantis HDPE ruošinių suvirinimo būdą, verta atsižvelgti į įdiegtų komunalinių paslaugų eksploatavimo sąlygas. Tik atsižvelgiant į šį veiksnį, galima tiesti patikimą ir aukštos kokybės vamzdyną, kuris veiks efektyviai visą jam skirtą laikotarpį.
Pridėti prie žymių
Kai namuose reikia pakeisti dujotiekį, kyla klausimas, ar tai padaryti patys, ar paskambinti meistrui. Visai neseniai skambinimas santechnikui taisyti santechniką buvo įprastas ir natūralus dalykas. Bet dabar, kai atsirado plastikiniai vamzdžiai (metalo-plastiko, polipropileno, plastiko, HDPE gaminiai), kurių kaina yra maža, jie yra gana geri ir lengvai montuojami, vis dažniau pasitaiko savaiminio montavimo atvejų. Polietileno vamzdžių litavimas žymiai sutaupys vandens tiekimo sistemos įrengimo procesą.
Plastikinių vamzdžių tipai: polietilenas, polipropilenas, metalas-plastikas.
Bet kaip save lituoti ir ko tam reikia?










Darbo seka
Verta pradėti nuo pasirengimo - parengti vandens tiekimo sistemos projektą, nustatyti reikalingų jungčių skaičių, pasirinkti vamzdžių skersmenį ir kt.
Polipropileno vamzdynų gaminius montuoti leidžiama tik šiluma, lituoti žemesnėje nei nulio temperatūroje negalima.
Kasdieniniame gyvenime dažniausiai naudojami 20, 25, 32 mm skersmens vamzdžiai, 100 mm yra labai reti. Norėdami tinkamai lituoti, atlikite šią seką:
- 1 žingsnis. Lituoklis sumontuotas, sumontuotas ant stovo, pritvirtintas prie norimo dydžio purkštuko.
- 1 žingsnis. Lituoklis įsijungia, kad sušiltų, o kai jis įkaista, galite paruošti vamzdžius ir jungiamąsias detales litavimui.
- 1 žingsnis. Vamzdžio galas ir tvirtinimo detalė vienu metu uždedami ant lituoklio.
- 1 žingsnis. Kai plastikas sušyla iki norimos temperatūros, elementai pašalinami ir prijungiami vienas prie kito, nesukant, nesikreipiant, šiek tiek pasistengiant.
- 1 žingsnis. Naująją jungtį turite palaikyti kelias sekundes, tada padėkite ją kelioms minutėms atvėsti.
- 1 žingsnis. Antgalio paviršius skudurėliu nuvalomas nuo plastiko likučių. Turite atidžiai dirbti, kad nesudegtumėte.
- 1 žingsnis. Galite pereiti prie kito sąnario.
Tvirtinami galai turi būti švarūs ir nepažeisti.
Darbas turėtų būti atliekamas atsargiai, sklandžiai sujungiant elementus. Tuo pačiu, kad būtų patogiau, galite sutelkti dėmesį į vamzdžių ir jungiamųjų detalių šonų linijas.
Taip pat nepaprastai svarbu tinkamai palaikyti dalių kaitinimo, laikymo, aušinimo intervalus.
Šis įgūdis ateina su įgūdžiais, tačiau pradedantiesiems galite sutelkti dėmesį į gamintojų rekomenduojamus laiko intervalus, nurodytus lentelėje:
| Vamzdžio dydis, mm | Dalių įšilimo laikas | Prijungimo laikas | Aušinimo laikotarpis |
| 63 | 22–26 s | 8 sek | 6 minutes |
| 50 | 16–20 s | 6 sek | 4 minutes |
| 40 | 11–13 s | ||
| 32 | 7–8 s | ||
| 25 | 6–7 s | 4 sek | 2 minutės |
| 20 | 5-6 s |
Duomenys yra apytiksliai, jų reikėtų laikytis, jei patalpoje, kurioje atliekamas darbas, oro temperatūra yra 20–22 laipsniai. Jei oras yra šaltesnis, šildymo laiką reikia pailginti, o jei oras šiltesnis, jį galima sumažinti.
Nepatyrusiems žmonėms galite rekomenduoti pasiimti keletą atsarginių detalių mokymams ir santuokos atveju.
Jei norite būti 100 procentų tikras dėl rezultato, galite išpjauti vieną iš bandomųjų jungčių išilgai - jungtis turėtų atrodyti kaip monolitas, be siūlės.
Tik tokiu atveju galite būti tikri, kad jungtis neišsisklaidys dėl aukšto vandens slėgio.
https://www.youtube.com/watch?v=cKhs8bBxZBk
Kokio tipo produktą turėtumėte pasirinkti?
Ne taip seniai metaliniai vamzdžiai buvo labiausiai paplitę ir prieinami vandens tiekimo srityje, tačiau dabar atsirado įvairių plastikinių sistemų. Kiekvienas tipas turi savų pliusų ir minusų. Pagrindiniai bendrieji plastikinių konstrukcijų privalumai yra patogumas ir paprastas montavimas, atsparumas korozijai, geri našumai (pvz., Nėra tekančio vandens garso, ilgas tarnavimo laikas ir pan.).
Pažvelkime į kai kuriuos iš jų:
- Sustiprinto plastiko vamzdžiai pasižymi geru šilumos laidumu, tačiau nėra labai atsparūs mechaniniam įtempimui.
- Metalo plastikui reikalingos detalės ir presavimo įrankis; specialus suvirinimo įtaisas nereikalingas. Naudojamas bet kokio tipo vandeniui.
- Polipropileno gaminiams reikia naudoti specialią įrangą suvirinant detales, jie turi platų pritaikymo spektrą, galimi įvairūs variantai: daugiasluoksnis, stiklo pluoštas, vieno sluoksnio, anglies pluoštas.
- Vamzdžiai, pagaminti iš susieto polietileno, pasižymi aukštesnėmis eksploatacinėmis charakteristikomis, montuojant naudojami tik šalto sujungimo būdai, tokių elementų nereikia lituoti, jie naudojami šildymui ir vandens tiekimui.
- PVC konstrukcijos yra pigiausias pasirinkimas. Tokie elementai turi tvirtą struktūrą, leidžia tiek paslėptą, tiek atvirą dujotiekio klojimą, montavimui nereikia specialių įrankių.
- Polietileno vamzdžiai arba HDPE (žemo slėgio polietileno sistemos) veikia gerai.
Neseniai juos pradėjo naudoti įvairių įmonių meistrai. Šio tipo ypatybės yra mažas svoris, paprastas ir greitas vamzdžių profilių ir elementų montavimas, jokios sąveikos su vandeniu ir neatsparumas korozijai, mažos kainos ir ilgaamžiškumas. Jie naudojami klojant techninį ir geriamąjį vandenį. Elementų montavimui naudojamos specialios jungiamosios detalės ir polietileno vamzdžių litavimas vienu iš dviejų būdų (užpakalinis sujungimas arba lizdas). Jei teisingai lituosite HDPE sistemų dalis, dujotiekis jus džiugins patvarumu, patikimumu ir stiprumu.
Vamzdžių montavimo procesas
Verta paminėti, kad klausimą (tiek plastiką, tiek HDPE) galima greičiau prilyginti klausimui, nei tai padaryti, nes pats procesas yra labai paprastas. Visos sekcijos montuojamos naudojant jungiamąsias detales ir sujungiamos su dujotiekiu litavimo būdu, todėl svarbiausia pasirinkti tinkamą įrenginį. Bet pažvelkime į bendrą sujungimo metodo tvarką.
Įrankiai ir dalys:
- Lygintuvas ir lituoklis. Galite nusipirkti bet kurioje specializuotų įrankių parduotuvėje, tuo tarpu neturėtumėte vaikytis pigių variantų, nes tai turės įtakos darbo kokybei. Kreipkitės į parduotuvės ekspertų ar konsultantų patarimus, kurie padės rasti geriausią jūsų reikmėms skirtą lituoklį. Kiekvienas lituoklis turi panašų įtaisą, vienintelis skirtumas yra buitinis ar profesionalus, taip pat skersmuo, kuriam išorės ir vidaus paviršiams / dalims parenkama reikalinga antgalių pora. Gerai parinkto įrankio dėka , kaip ir lituoklis, bus galima šildyti vamzdį ir sandariai sujungti galus, tokiu būdu atliekant dviejų vamzdžių sekcijų „klijavimą“ ir daugelį metų formuojant patikimą ir tvirtą jungtį.
- Jungtys, jungiamosios detalės, kampai, kištukai, trišakiai, spaustukai sienoms montuoti, šildytuvai. Nepamirškite apie paprastą statybinį pieštuką, matavimo juostą ir plastikines žirkles.
Atidžiai apsvarstykite vietą ir nubraižykite būsimo dujotiekio brėžinį
Patikrinkite visas detales, supjaustykite medžiagas, turėdami kuo mažiau nuostolių ir netikslumų. Jei įmanoma, susiraskite asistentą, kuris jums padės atlikti visus darbus ir leis tiksliau atlikti diegimą, tačiau jei tai neįmanoma, tuomet galite tai padaryti vienas.
Paplitęs būdas yra greitas montavimas, kai dalis reikia lituoti aukštesnėje kaip 180 ºС temperatūros srityje. Šis polietileno vamzdžių litavimo būdas leidžia pakankamai greitai surinkti dujotiekį.
Būtina paimti du antgalius: naudodamiesi lituokliu ir didesnio skersmens antgaliais, pašildykite vamzdžio segmento išorinį kraštą ir šiek tiek mažesnio skersmens - vidinį kraštą, po kurio elementai pašildomi. Tada būtina sujungti abi dalis ir tvirtai ir tvirtai prispausti jas, atsargiai sujungiant kraštus. Tada būtina šiek tiek palaukti, kol sureguliuosite ir atvėsinsite visus elementus.
Viskas pakankamai paprasta.Pagrindinis dalykas yra geras lituoklis ir medžiaga.
Vamzdžiai, pagaminti iš HDPE polietileno, naudojami beveik visose šiuolaikinėse ryšių sistemose - nuo vandens tiekimo iki dujotiekių ir kabelių kanalų. Jie yra tvirti, lankstūs ir patvarūs. Teisingas polietileno dujotiekio sistemos montavimas užtikrins jos patikimumą net vamzdžių sekcijų sąnariuose, o žinojimas, kaip HDPE vamzdžius prijungti savo rankomis, sutaupys pinigų jų montavimui.
Taikoma įranga
Polietileno mėginių sujungimui yra sukurta speciali mašina HDPE vamzdžiams suvirinti, kuri gali būti skirtingų modifikacijų. Įrangos pasirinkimas pagrįstas šiais parametrais: sienos storis, naudojamų vamzdžių skersmuo. Dėl to tai gali būti:
- rankinis suvirinimo įrankis;
- specializuota suvirinimo mašina didelio skersmens vamzdynams;
- papildomų prietaisų.
Rankinis įrankis
HDPE vamzdžius galite suvirinti patys, naudodami rankinį suvirinimo įrankį, tačiau nedidelio skersmens gaminius. Produktų sujungimui pateikiamas bet koks įrankio modelis, kurio skersmuo atitinka gamintojo nustatytą diapazoną.
Tokie prietaisai taip pat skirstomi į dvi pagrindines kategorijas:
- rankinio suvirinimo aparatas, skirtas suvirinti užpakalyje esant slėgiui;
- rankinis suvirinimo įrankis, skirtas suvirinti gaminius į lizdą.
Įrenginiai, skirti prijungti prie lizdo, yra skirti mėginiams, kurių skersmuo yra 2-11 cm. Jie yra padengti specialiu nelipniu junginiu. Į įrangos komplektą įeina:
- surinkimo įrankis;
- šildytuvai, įvairūs antgaliai;
- spaustukas - prietaiso stovas;
- metalinė dėžutė, skirta komponentinėms prietaiso dalims laikyti.
Uždirbimo darbams skirti suvirinimo įrenginiai naudojami HDPE gaminiams, kurių skersmuo yra 2-30 cm. Jie turi mažą svorį, yra gana patogūs naudoti (kaitinimo plokštės keičiamos lengvai ir greitai).
Didelio skersmens vamzdžių suvirinimo įrankis
HDPE vamzdžių, kurių skersmuo yra 30–40 cm, suvirinimo įrankiai vadinami suvirinimo aparatais. Tokių prietaisų pagalba gaminamas aukštos kokybės storo sienelių didelio skersmens polipropileno pavyzdžių sujungimas.
Įranga skirta šioms suvirinimo galimybėms atlikti:
- užpakalis;
- elektrofuzija.
- į varpą.
Skirstymas pagal darbo principą:
- su hidrauline pavara;
- su mechanine pavara;
- užprogramuotas užpakaliniam suvirinimui.
Nepaisant plataus polietileno vamzdžių žemo slėgio suvirinimo įrangos pasirinkimo, tarp jų yra universalių, kurie taikomi bet kokio skersmens vamzdynams. Šio tipo prietaisai suteikia galimybę per gana trumpą laiką atlikti gana daug ryšių. Visi polietileno gaminių suvirinimo įrankių modeliai turi maždaug tą patį pagrindinių dalių rinkinį.
Vamzdžio montavimas į sistemą
HDPE vamzdžiai gaminami išmatuoto standartinio ilgio ilgiais - po 6 ir 12 metrų, taip pat ritėmis arba ilgomis ritėmis - po 100–500 metrų. Diegiant juos į sistemą konkrečioje patalpoje, tikrai reikės atlikti šias operacijas:
- Polietileno vamzdžių pjūvis (pjūvis) litavimui arba jungties jungtims. Ši operacija turi būti atliekama labai atsargiai, kad pjūvis būtų kuo sklandesnis, be įtrūkimų ir griovelių, statmenas vamzdžio paviršiui. Toks pjūvis gali būti atliekamas naudojant:
- Rankinis arba elektrinis vamzdžių pjaustytuvas, galintis valdyti nuo 15 iki 30 mm skersmens vamzdžius,
- Apskritas pjoviklis buitiniams vamzdžiams, kurių skersmuo nuo 15 iki 160 mm
- Vadinamoji „vamzdžių giljotina“, naudojama kokybiškam 63–350 mm skersmens vamzdžio pjūviui sukurti,
- Juostinis pjūklas yra brangiausias profesionalus įrankis, galintis sukurti švarius ir tolygus iki 1600 mm skersmens vamzdžių pjūvius.
- Ritinių žiedų tiesinimas į tiesius segmentus bus reikalingas perkant didelę vamzdžių medžiagą. Sunkumas slypi tame, kad tiesindami vamzdį galite netyčia sugadinti. Čia turite prisiminti, kad vamzdžio medžiaga yra HDPE, kuris yra termoplastinis polimeras. Todėl norint šiek tiek pakeisti formą, pakanka trumpai laikyti gaminius šiltoje vietoje (šildomoje patalpoje, saulėje) arba nuplauti karštu vandeniu. Po to jie lengvai sulenks.
- Kampo formavimas lenkiant tiesios linijos segmentus. Tokiu atveju reikės daugiau šildyti tam tikrą plotą, nei tiesinant lanką. Norėdami tai padaryti, naudokite šildymą tuo pačiu karštu vandeniu, pastato plaukų džiovintuvu ar paprastu dujų degikliu.
DĖMESIO! Norint sulenkti HDPE vamzdį, jį reikia šildyti labai atsargiai, nes žemai kaitinant jis gali sulūžti lenkimo vietoje, o per aukšta temperatūra gali jį sugadinti.
Prisijungimo būdai
Polietileno vamzdžių sujungimo metodus galima suskirstyti į dvi pagrindines grupes: montavimas naudojant papildomas dalis (movas ir jungiamąsias detales) ir tiesioginis sujungimų suvirinimas.
Suvirinimas
Suvirintos siūlės užtikrina tvirčiausią vientisą jungtį su visiškai sandariomis jungtimis, atlaikančiomis apkrovas, panašias į tvirtus paviršius. Litavimas taikomas vamzdžiams, kurių skersmuo viršija 50 mm, ir tam reikalinga speciali suvirinimo mašina.
HDPE vamzdžių sekcijas galima suvirinti:
- Užpakaliukas. Šiuo atveju reikalingas ypatingas pjūvių tolygumas ir jų poslinkis vienas kito atžvilgiu ne daugiau kaip 10% vamzdžio sienelės storio. Darbas vyksta nuosekliai:
- Vamzdžių dalys išvalomos nuo visų teršalų ir nuriebalinamos (pavyzdžiui, alkoholiu ar kitomis medžiagomis),
- Abu galai pašildomi iki polimero klampos,
- Vamzdžių dalys sujungiamos slėgiu ir tvirtinamos nejudant tol, kol visiškai atvės. Tokiu atveju turite užtikrinti, kad siūlė būtų lygi, be įdubimų ir iškyšų, kad būtų užtikrintas jos patikimumas.
- Naudojant elektrofuzinę įvorę. Čia jums taip pat reikės aparato darbui su tokiomis jungtimis, kurios turi įmontuotą spiralę ir gali greitai ištirpti, kai įkaista:
- Išvalyti ir nuriebalinti vamzdžių galai tvirtinami įvorėje,
- Prieš pradedant tirpti, aparato gnybtai yra prijungti prie spiralės išėjimų,
- Vamzdis tvirtinamas tol, kol jis visiškai atvės.
Žiūrėkite vaizdo įrašą, kaip tai daroma.
SVARBU! Suvirintos movos dažniausiai naudojamos sunkiai prieinamose vietose, kur paprastas suvirinimas yra sunkus: kuriant sujungimus ar taisant jau įrengtas sistemas, šuliniuose ir kt.
Montavimas
Tiesioginis montavimas reiškia nuimamų jungčių sukūrimą naudojant visų tipų jungiamąsias detales: movas, kampinius posūkius, trišakius, reguliuojamus 4 ilgiams ir kt. Tokios jungtys dažniausiai atliekamos sistemose, kur nereikia labai tvirtų sumontuotų jungčių, arba tose vietose, kur gali reikėti išardyti ir rekonstruoti (pavyzdžiui, privačiame name norint prijungti išorinę drėkinimo sistemą vasaros laikotarpiui).
Suvirinimą be suvirinimo galima atlikti šiais būdais:
- Vamzdžių sujungimas ant jų išdėstytų kištukinių lizdų, turinčių O formos žiedus, kuriems pakanka tik įdėti atitinkamus vamzdžių elementus vienas prie kito ir gerai prispausti.
- Montavimo jungtis su suspaudimo elementais vyksta keliais etapais: ant vamzdžio pjūvio ištraukiama tvirtinimo veržlė;
- vamzdis tvirtai uždedamas ant jungiamosios detalės, kol jis sustos;
- veržlė priveržiama veržliarakčiais.
Diegimo parinktys
Technologiškai HDPE vamzdžius galima sujungti nevirinant ar naudojant specialią suvirinimo aparatą. Abu metodai turi savo privalumų ir trūkumų, apsvarstykite kiekvieno tvirtinimo būdo pranašumus.
Šaltas suvirinimas arba presavimas yra paprasčiausias variantas, tai yra labai pigus ir prieinamas būdas, kuris atliekamas naudojant specialias movas. Ši technologija daugiausia naudojama didelio skersmens - nuo 20 iki 300 mm - vamzdynams. Šaltojo suvirinimo suspaudimo detalės turi šias savybes pliusai:
- Naudojimo paprastumas;
- Didelis dydžių pasirinkimas;
- Tvirtas sujungimas užtikrinant aukštą sandarinimo greitį.
Bet presavimas dažniausiai naudojamas tik slėgio vandens jungtims tvirtinti. Plastikiniai vamzdžiai turi santykinai mažą standumą, dėl kurio, esant stipriam vidiniam slėgiui, siūlė gali tiesiog išsisklaidyti, priešingai nei suvirinimo tvirtinimo detalės, kurios laikomos „negyvomis“.
Klasikinis suvirinimas arba, kaip sakoma, HDPE vamzdžių litavimas gali būti atliekamas elektrofuzijos metodu, arba jo įgyvendinimui naudojama tam tikra suvirinimo mašina. Elektrofuzinės movos yra labai praktiškas metalo dujų vamzdžių, taip pat plastikinių vandens tiekimo linijų sujungimo būdas. Ant laisvos šakos dalies sumontuota tam tikro skersmens mova, po kurios į ją įstumiama antroji vamzdžio dalis. Toks litavimas taip pat vadinamas užpakaliniu litavimu dėl to, kad norint pasiekti patvariausią ir tvirtesnį tvirtinimą, būtina labai sandariai įrengti dujotiekio dalis su minimaliu tarpu.
Foto įranga
Patogu dirbti su didelio skersmens movomis, tačiau tai nėra geriausias sprendimas praustuvo vingiams ar šildymo komunikacijoms. Tačiau, kita vertus, flanšo HDPE jungtis, jei reikia, galima nuimti ir skubiai suremontuoti.
Nuotrauka - užpakalis
Rankinis vamzdžių litavimas atliekamas su lituokliu; tam reikalinga speciali įranga HDPE jungčių organizavimui. Tokiam darbui labai svarbi kaitinimo elementų temperatūra ir laikymo laikas. Atkreipkite dėmesį, kad šie parametrai parenkami atsižvelgiant į litavimo įtaiso technines charakteristikas, HDPE storį ir įlinkių skersmenį.
Technikos pranašumai:
- Tai yra patvariausias ir patikimiausias variantas. Dėl vientiso tvirtinimo, jis gali būti naudojamas tiek slėgio galvutei HDN, tiek slėgio vožtuvams jungti be slėgio;
- Flanšinės jungtys gali būti naudojamos tiek išorinei sistemai tvirtinti, tiek vidiniams magistraliniams vamzdžiams montuoti;
- Išankstinio mokymo nereikia. Pakanka žiūrėti vaizdo įrašą ir perskaityti SNiP standartus, kuriuose išsamiai nurodoma, kaip apkarpyti, sumontuoti ir pritvirtinti.
Tačiau trūkumai yra tai, kad prireikus ryšio negalima pašalinti. Nepaisant visų to privalumų, kartais reikia atidaryti ir išvalyti vamzdį.