Requirement for sawdust as fuel
As far as we know, sawdust is a very finely chopped wood obtained during the impact of a cutting tool: saws, machine tools. As a rule, sawdust is referred to as woodworking waste from this, the cost of raw materials for fuel is minimal and in some cases even free.
The composition of sawdust is up to 70% carbohydrates (these are cellulose and hemicellulose), 27% lignin. The amount of carbon in sawdust reaches 50%, hydrogen 6% and oxygen 44%, nitrogen content - 0.1%.

Fig. one Types of wood fuel, wood waste production
A - Obzol board processed into firewood; B - Croaker of conifers; B - Chips of various fractions; D - Sawdust of natural moisture up to 3 mm in size; D - Sawdust of street storage, raw; E - Needle-shaped sawdust of natural moisture; F - Sawdust with moisture W up to 30%; З - Rottened residue of sawdust and wood chips; I - Dry sawdust and shavings; K - Small shavings of street storage; L - Waste wood waste (former furniture, pallets, doors, building structures; M - Long shavings
To use sawdust as fuel, you need to know their technical characteristics. The main parameters that we are interested in are variables and constants. A variable but very important parameter of sawdust is W moisture. With an increase in humidity, the residual calorie content decreases, respectively, with the same volume of sawdust of different humidity, different amounts of heat can be obtained, and the amount of heat can differ significantly. The moisture content of sawdust can not only be controlled but also brought to the desired value. The second important parameter is ash content - the higher the ash content of sawdust, the more impurities in them in the form of sand and bark. The presence of impurities in the fuel somewhat reduces its calorific value, affects the number of cleanings per unit of time. If sawdust is produced, it is obtained as a result of the work of machines on laminated chipboard, chipboard, MDF, etc. that is, from glued wood, then resins and adhesives will necessarily be present in the sawdust, the use of these sawdust is possible only with additional studies on the content of formaldehydes, and especially harmful substances. For the ash residue of harmful substances, disposal must also be provided.
The fraction of sawdust affects their density, the hanging of sawdust in automatic feeding systems. After adjusting the equipment, as was the rule, the sawdust is trying to withstand the same fraction or within certain limits, so as not to adjust the equipment again. So sawdust crushed into dust burns worse with a large flow of blast air than sawdust in structure closer to shavings.
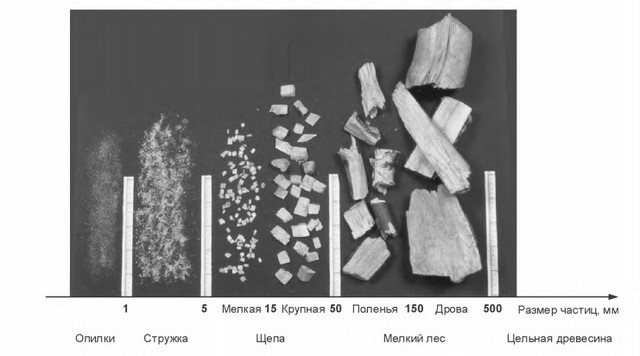
Fig. 1 - B The classification of wood fuel according to GOST 33103.1 - 2014 is shown. GRV company has developed and produces universal boilers operating on all types of wood fuel
When buying sawdust under contracts and agreements, one should adhere to GOST 33103.1 - 2014, which details all the characteristics that should be paid attention to, GOST also regulates methods for determining the moisture content of the fuel and the heat of combustion, which is important since at the time of the conclusion of the agreement on the export of sawdust there may be only moisture and ash content, but in fact, after some time of export, the moisture content of sawdust can grow several times, for example, in the spring compared to autumn.
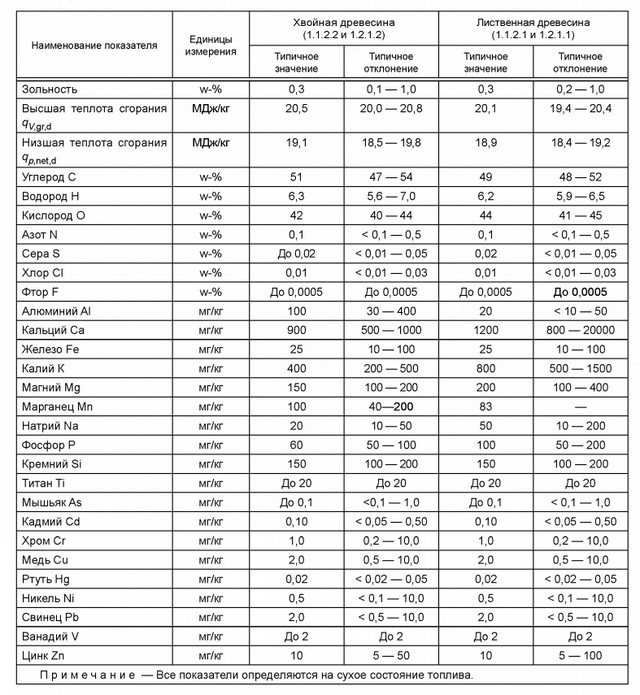
Table No. 1 - General composition and content of substances in wood fuel
Advantages and disadvantages of pellet boilers
Pellet automatic boilers are deservedly very popular all over the world. They are widely used in private households and in manufacturing. Among the main advantages of such heat generators are:
- High work efficiency - up to 90%. In comparison with other types of solid fuel boilers, they compare favorably in this indicator.
- Fully automated process, including fuel supply, ignition, oxygen injection. The boiler requires human attention, as a rule, no more than 1-2 times a week.
- Environmental friendliness and cleanliness in the room where the boiler is installed.
- Elimination of the danger of overheating of the coolant.
- Almost complete lack of inertia. If the supply of fuel and air mixture is interrupted, the flame in the furnace almost instantly dies out.

The internal structure of the boiler is not pellets
The disadvantages of pellet boilers are much less than advantages. And yet, for some users, warning factors may include:
- Relatively high price of equipment and service.
- Volatility. A solid fuel boiler with automatic fuel supply will not be able to function without being connected to the mains. In addition, the automation is extremely sensitive to voltage surges and can easily fail.
- The need to comply with special storage conditions for granules. The storage area must be dry, otherwise the biofuel pellets will become damp and crumble.
Sawdust storage
Basis for storage: the higher the humidity, the lower the calorific value of the sawdust.
Sawdust can contain a lot of moisture, sufficient for the process of decay and decomposition. Therefore, the storage of sawdust should not proceed for a long time under atmospheric precipitation. In the process of rotting sawdust, their structure changes (Fig. 1 - H) and the heat of combustion is lost. Before directly burning sawdust must be dried and stored under a canopy (Fig. 2).

Fig. 2 Sawdust storage under the canopy of a ventilated warehouse
Drying of sawdust is carried out in drying drums, on sites with protection from precipitation, always ventilated. To dry sawdust, wood chips, it should be turned over from the lower layers to the upper ones. Additionally, it is possible to organize a forced supply of air under pressure through the air ducts from the lower layers of sawdust. When storing sawdust, all fire safety rules and regulations should be observed. If sawdust is a secondary raw material after wood processing, then their moisture should be taken into account, and with a low humidity of 20-30%, it is advisable to send the sawdust for combustion to a boiler or heat generator as soon as possible.
Boiler location, boiler room
The first rule of any boiler room is - non-combustible walls, roof. The requirements for the location of the main fuel storage are also added to the sawdust; it should not be located in the same room as the boiler or heat generator. On the equipment, the envisaged bunker is called operational, since its volume is only enough for a few hours of operation, this is primarily due to fire safety requirements. The boiler room must have supply and exhaust ventilation, or the possibility of airing the room. Since the air for the combustion process is taken from inside the boiler room, a supply should be provided.
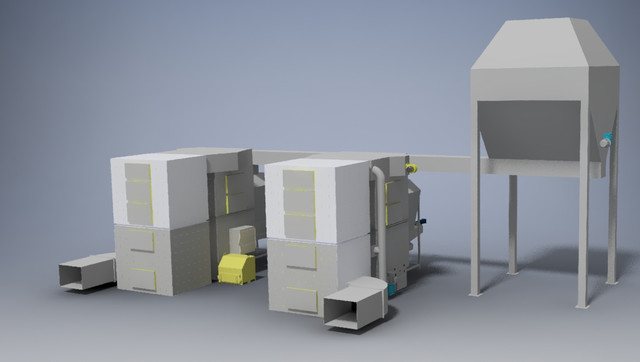
Fig. 3 Sawdust boilers GRV and main sawdust storage bin
The dimensions of the boiler room also depend on the method of filling the operational bunker. When using a conveyor or auger, the dimensions of the boiler room are smaller than when special equipment for unloading sawdust arrives at it. It is possible to locate the operational boiler bunker in a separate room in order to reduce the size of the main boiler room.
Closed storage bins are often used in furniture production, which is very convenient and as safe as possible (see Fig. 3).
Fig. four Sawdust boiler and low power boiler room GRV
For boilers on sawdust with a capacity of up to 50-400 kW, you can do with one bunker for fuel, while there is no need to organize a transport system from the main fuel storage to the operational bunker.


Fuel supply system
Solid fuel boilers for long burning on wood chips and sawdust, operating in stand-alone mode, practically do not require maintenance.
Fuel is supplied by means of several conveyors:
- Successor - the bunker has free access from outside the building. It has an auger transmission that is connected to the main storage. After the fuel is loaded into the bunker, the conveyor is switched on, which delivers the fuel to the mechanized storage.
- There are two types of storage, with different ways of feeding wood chips into the boiler. In the first case, an inclined base acts in the form of a hopper, which forms a cone, at the bottom of it there is a screw transmission. The second uses a turner with blades connected to it. During the rotation of the device, chips fall into the auger.
- After the storage, the chips do not enter the boiler immediately. Pyrolysis heating hot water boilers operating on sawdust and wood chips supply fuel in parts. Each new portion of fuel enters the furnace using a special drum, which is connected to a screw drive that feeds chips to the burner.

System for loading fuel from the fuel storage using a horizontal spring agitator with a lifting screw conveyor for HERZ firematic 20-301 and HERZ BioMatic 220-500 boilers
Fuel supply - sawdust to the boiler hopper
For equipment capacities over 1 MW, the main fuel warehouse with a “moving bottom” system should be used. This warehouse is filled using a front-end loader or dump trucks. From the main warehouse, sawdust is fed by conveyors to the operational hopper of the boiler. It should be noted that fuel in the form of chips (Fig. 1 - M) is practically impossible to supply with standard conveyors and augers, a very high degree of hovering of such chips, for this reason, at the initial stage, all the characteristics of the fuel, including the geometric shape, should be selected. The following types are excellent for transportation: fig. 1 - B - K.
Models of boilers on GRV sawdust
Generally, universal boilers for sawdust, wood, wood chips and coal prevail. Bulk fuels such as sawdust are automatically fed into the swirl burner. The torch from the burner then breaks out into the inside of the furnace, in which the fuel is completely burned out. The walls of the fuel perceive thermal energy and transfer it to the coolant, the combustion products in the form of a mixture of gases are red-hot and move to the boiler heat exchanger, due to the developed area of the heat exchanger, heat transfer from the combustion products to the coolant occurs.
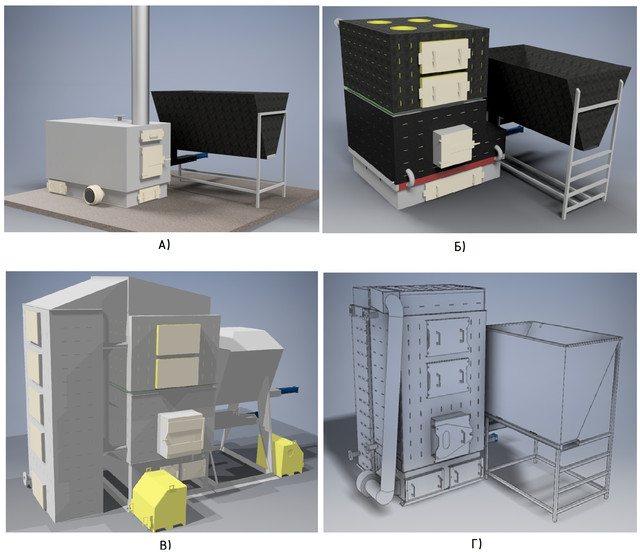
Fig. five GRV sawdust boiler models
A) - Universal boilers up to 300 kW using a vortex burner; B) - A universal boiler for sawdust with a movable grate, without air heating; B) - Universal boilers for sawdust, wood chips, pellets without a movable grate, with automatic ash discharge; D) - Universal boiler for sawdust, wood chips with cleaning the grate, heated blast air
A distinctive feature of universal boilers on sawdust:
The fuel hopper is used with a sawdust agitator to prevent hanging
All universal boilers GRV have a grate which, like the walls of the furnace, is cooled by a heat carrier
Increased dimensions of the furnace of universal boilers
Spacious ash section of the boiler, the area of the ash section completely covers the area of the furnace
A heat exchanger only with the flow of combustion products outside the tubes, and not vice versa, which significantly increases the intervals between cleaning from carbon deposits, scale
· Universal boilers for sawdust, also operate at full capacity on manual loading, while the dimensions (length and width of the furnace) allow burning wane, pallets, dispose of large branches, etc.
· A separate blowing fan is installed for burning on wood, while the sawdust burner has its own blowing fan. This design is more reliable, you can always switch to reserve fuel without changing the settings and design of the sawdust boiler
The use of steel from 5 to 12 mm ensures a long service life of equipment

Fig. 6 Sawdust boiler. Boiler hopper with agitator system and movable bottom

Fig. 7 GRV sawdust boiler during production
In fig. Figures 6 and 7 show GRV technology for sawdust boilers with a blast air heating system for the combustion process. Such systems are used in large CHP plants that use heating to generate electricity. The use of heat from the outgoing combustion products for heating the blast air in this case ensures stable operation of the boiler on sawdust with a humidity of 50-55%, which significantly saves the cost of fuel preparation.
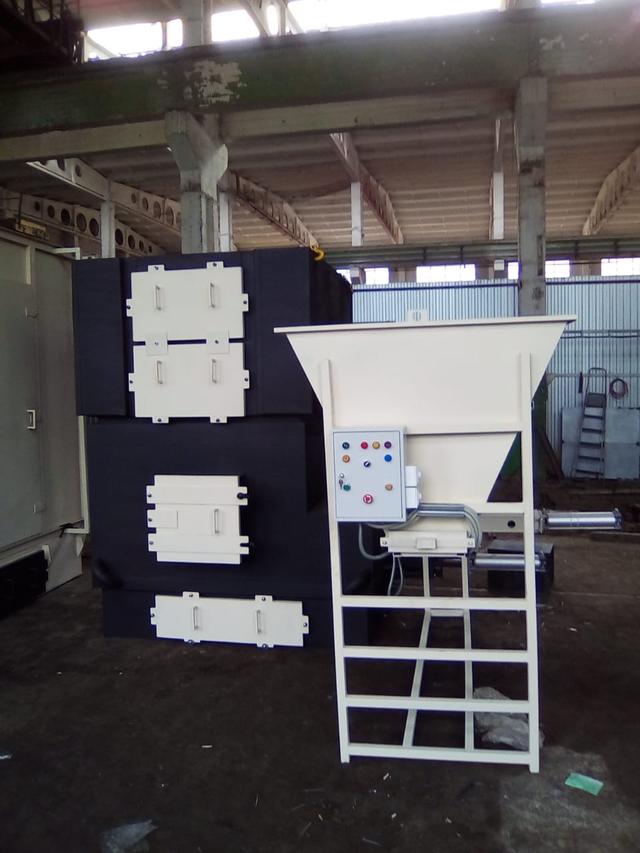
Fig. eight Sawdust boiler without blast air heating system
The use of dry sawdust with a moisture content of W <20% allows the use of boilers of the GRV series (shown in Fig. 8 and Fig. 5 A, B, C) in which there is no preliminary air heating. These boilers have a 7-8% lower aerodynamic resistance and can be installed to operate on natural draft, the requirements for the chimney in this case are up to 10-12 meters, except for boilers with a capacity of over 400 kW.

Fig. nine GRV boiler on sawdust, you can consider the fuel supply drive


Model series tables
So, we give tables of models, main characteristics and prices at which you can buy a boiler model that suits you.
Industrial boilers for wood chips and sawdust of the BIO VULKAN PRO series 100-1000 kW.
| Model | power, kWt | Area, up to m2 | price, rub. |
| BIO VULKAN PRO-100 | 100 | 1000 | 662 600 |
| BIO VULKAN PRO-160 | 160 | 1600 | 696 200 |
| BIO VULKAN PRO-200 | 200 | 2000 | 722 900 |
| BIO VULKAN PRO-250 | 250 | 2500 | 865 600 |
| BIO VULKAN PRO-320 | 320 | 3200 | 1 083 600 |
| BIO VULKAN PRO-400 | 400 | 4000 | 1 143 600 |
| BIO VULKAN PRO-500 | 500 | 5000 | 1 219 600 |
| BIO VULKAN PRO-600 | 600 | 6000 | 1 488 600 |
| BIO VULKAN PRO-750 | 750 | 7500 | 1 595 600 |
| BIO VULKAN PRO-850 | 850 | 8500 | 1 780 600 |
| BIO VULKAN PRO-1000 | 1000 | 1000 | 1 990 600 |
Among the manufacturers of industrial boilers for chips and sawdust, it is worth noting the domestic company Pyroliz Master and its BIO VULKAN PRO 100-1000 kW series.

Industrial boiler for chips and sawdust Pyrolysis Master BIO VULKAN PRO
With their help, you can heat household, industrial and other premises, prepare heat for technical needs.
The boilers are equipped with a mechanical feed system for wood chips and sawdust into the combustion chamber.
Fuel fraction - 40 mm, humidity - up to 50%.
The maximum hot water temperature is 110 ºC.
If necessary, you can use as fuel manually loaded firewood, coal, briquettes, manually loaded, but the power will decrease by 15 - 20%.

Boiler device Pyrolysis Master BIO VULKAN PRO
Among the features of BIO VULKAN PRO solid fuel boilers, we note the following:
- The body is welded from steel sheets and pipes, and the outside is covered with shields with thermal insulation material.
- The furnace is lined with fireclay bricks, which increases the combustion temperature.
- Equipped with large, tightly closing firebox doors, and their body is filled with heat-resistant concrete. They are produced in the right-hand version, but at the request of the customer they can also be left-handed.
- An explosion valve is installed in the doors of the heat exchanger. As a result, when a mixture of combustible gases explodes in the boiler furnace, the blast wave breaks the valve membrane and goes up the channel.
- The heat exchanger of the boiler is of drum type, fire tube. Removable turbulators are installed in the pipes in order to efficiently extract heat. The bottom of the drum is protected from limescale deposits by providing efficient water circulation in two layers.
- The primary and secondary air required for combustion is supplied to the furnace by fans. It passes through the gap between the heated walls of the boiler and, having warmed up, through the openings of the grate, and between the fireclay bricks in the walls of the furnace, it enters the combustion zone.
- Adjustment of the amount of supplied air is regulated by means of dampers.
- To protect the boiler from excessive pressure, two nozzles are welded into the outlet of the outgoing water for the installation of safety valves.

BIO VULKAN PRO
In the Pyrolysis Master BIO VULKAN PRO ash pan, under the grate, there is a fuel supply chute, a boiler screw conveyor is mounted into it, with the help of which, along the "volcano", between the grate, and a frame made of heat-resistant concrete plates, reinforced with a supporting structure, is mechanized into the boiler furnace bulk fuel is supplied.
The flame of the burning fuel heats the fireclay plates of the furnace, its inner walls and the bottom of the drum, and the resulting hot combustion products pass through the heat exchanger heating pipes so, giving off heat to the circulating water, they cool down and are removed from the boiler through the chimney.
Boilers for sawdust, husk, wood chips, peat, pellets of the BIO 15-500 kW series.
| Model | power, kWt | Area, up to m2 | price, rub. |
| BIO-15 | 15 | 150 | 185 000 |
| BIO-20 | 20 | 200 | 190 000 |
| BIO-30 | 30 | 300 | 210 000 |
| BIO-40 | 40 | 400 | 225 000 |
| BIO-50 | 50 | 50 | 265 000 |
| BIO-60 | 60 | 600 | 294 000 |
| BIO-80 | 80 | 800 | 357 000 |
| BIO-100 | 100 | 1000 | 420 000 |
| BIO-120 | 120 | 1200 | 483 000 |
| BIO-160 | 16 | 1600 | 555 000 |
| BIO-200 | 200 | 2000 | 621 000 |
| BIO-250 | 250 | 2500 | 667 000 |
| BIO-320 | 320 | 3200 | 930 000 |
| BIO-400 | 400 | 4000 | 1 380 000 |
| BIO-500 | 500 | 500 | 1 610 000 |

Pyrolysis master BIO
The basic equipment of the BIO boiler includes:
- biomass boiler body;
- basic biomass fuel bunker;
- screw conveyor;
- burner;
- fan;
- automatic control unit.
If desired, the bunker can be enlarged, the boiler can be equipped with automatic burner cleaning, GSM and WiFi modules.
Boilers Pyrolysis Master of the BIO series are distinguished by the presence of a 5-way heat exchanger. As a result, the boilers have the highest efficiency when compared to boilers with 2-3 strokes in the convection channels of the furnace.
The biomass is burned using a horizontal retort burner. This allows you to burn pellets in any quality, sawdust, wood chips with a fraction of up to 4 cm, oilseed husks, peat.
Automation, electronics and fans are presented by the best European manufacturers.
From the tables above, you can see that this is the richest assortment of boilers for chips and sawdust among all manufacturers on the Russian market. Such a set of power options will allow solving the problem of heating using wood chips and sawdust at any facility and for any area.
Separately, we would like to note that the industrial line of boilers of the BIO VULKAN PRO series allows you to build a boiler house on chips and sawdust with minimal costs, due to the lowest overall requirements of this equipment, which reduce costs not only for the transportation of boilers to the customer's site, but also the costs of building boiler rooms. For those who want to study the characteristics of these boilers in more detail, we suggest that you familiarize yourself with them on the manufacturer's official website.
The difference between piston fuel supply and auger
The use of a piston feed from a pneumatic cylinder ensures fast filling with fuel, safety, since the piston that moves the fuel is also a gate to prevent backfiring. Pneumatics itself is used in many areas of automation, as the most reliable and not whimsical. If foreign objects enter, the controller that controls the boiler does not slowly turn on the warning siren and stops the blast air supply. This system, developed by GRV engineers, has been tested on such fuels as pellet pellets, sawdust of different moisture content, wood chips, wood pulp, and coal.
Automation elements
The solid fuel feeding device looks like a container installed directly on the boiler or next to it, the container is connected to the firebox with a special running carpet belt powered by an electric motor, as well as a sensor that controls the level of chips or other types of fuel in the furnace. As soon as this amount drops to a certain level, the damper opens and the automatic feeding starts and the fuel is sent to the boiler. Boilers with automatic fuel supply provide accurate parameters of equipment operation for a period from several days to two to three weeks.
The automation device consists of two elements, an internal thermometer that determines the degree of heating of the furnace and a mechanism connected to the damper. At the moment when the combustion temperature becomes too high, the automatic device slides the damper, reducing the flow of oxygen and, accordingly, the combustion temperature. If the temperature is too low, the damper opens and the fire becomes brighter.Thus, the automation of the boiler ensures uniform combustion and at the same time reduces the consumption, for example, of wood chips, and also reduces the load on the air vent.
An automatic air vent for boilers is a fairly simple, but very important piece of equipment in a heating automation system. When the heating system is operating, air and water vapor accumulate in the pipes, which can form plugs over time. The air vent acts as an air sensor and an exhaust valve at the same time.
Thanks to this mechanism, the heating works reliably and trouble-free.
Firefighting, risks, prevention
Before using sawdust as a fuel, the shavings must be fully aware of the fire hazard, and all measures must be taken initially to comply with fire safety.
Utilization of sawdust and wood pulp in boilers is ten times more environmentally friendly than storing sawdust at landfills, due to the fact that as a result this leads to a fire and sawdust burns with a large chemical underburning more related to the pyrolysis process, while not only the air is poisoned, but soil by pyrolysis products, including acids. In fig. 11 shows an example of sawdust burning in winter under a layer of snow.

Fig. 10 Fires of slab and sawdust dumps

Fig. eleven Smoldering sawdust dumps in winter
Precautions and control measures provided on the boiler, heat generator:
1. Control over the position of the pistons, when the position of the piston deviates from the set one, an alarm is triggered and the sawdust boiler stops its work
2. Control of switching on of the smoke exhauster, when the exhauster is turned off, in order to avoid the possibility of backdraft and smoke in the room, the blowing fans of the GRV boiler and automatic fuel supply are stopped
3. Control of the temperature of the fuel supply tunnel, if the normally set temperature is exceeded, the boiler stops its operation, the tunnel may heat up due to the untimely cleaning of the heat exchanger
4. Closing the fuel hopper with an automatic shutter after fuel supply
5. Mandatory control over the temperature of the coolant, including on GRV heat generators
6. Of course, it is necessary to design a separate fuel storage from the boiler room, only an intermediate bunker is used on the boiler itself and the operational volume of the operational bunker is limited
7. Cleaning of the heat exchanger should be done with the smoke exhauster turned on, and without the combustion process in the boiler
8. All hatches for cleaning the heat exchanger are equipped with special reflective plates
How does a conventional boiler become automatic?
Solid fuel heaters are stoves with a water boiler, which heats up the heating circuit of the house and provides the household with hot water. Significant disadvantages of this system are the need for constant control over the operation of the furnace and the combustion process, since the heating system constantly needs fuel and heats up unevenly.
These problems are solved by automatic boilers, which differ from more primitive devices in only three elements.
Automation is achieved:
- Installation of equipment to automate the supply of fuel, such as wood chips.
- Installation of a special automation system and control over the combustion temperature.
- Installation of an air vent, which prevents the formation of air locks, which is equipped with all automatic boilers.
These automation elements are mandatory for any solid fuel heater, however, for the automation of equipment operating on wood chips, coal, pellets or other types of fuel, they may differ.
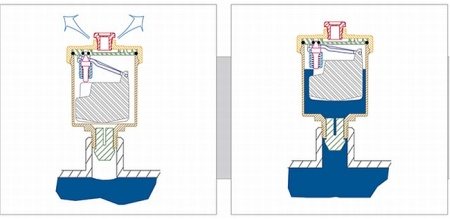
Fig. 2
This is due to different combustion rates and temperatures, for example: wood chips burn faster, which means that the feeder must accommodate a larger volume of combustible material.On the contrary, coal is consumed more slowly and provides a higher combustion temperature. These features are taken into account when selecting equipment. Therefore, automatic boilers, depending on the type of fuel, differ in design.
Economic efficiency of sawdust boilers
Boilers and heat generators are used to generate heat from fuel combustion, in this case, BIO mass in the form of sawdust. Economic efficiency is influenced by transportation costs, the cost of raw materials, and equipment maintenance. You can influence all these factors, but the most important indicator in this case is the calorific value of the fuel. Sawdust with a moisture content of 30% and a moisture content of 50% will differ twice in calorific value. In order to bring the moisture content of sawdust to 30%, space is needed, warehouses for storage, possibly additional drying plants, it all depends on the scale of processing sawdust into heat.
A promising direction on which the specialists of the GRV company are working is the production of pyrolysis gas from the mass of sawdust in retort installations, gas purification and its use in internal combustion engines. This technology has been known for a long time. We are working on combining gas production and heat production for the needs of production, heating systems. Due to the fact that the installation is located on the street, then in this case it is not required to solve a lot of issues on protection against carbon monoxide.
The use of a pyrolysis plant combined with a heat generator or boiler allows you to place a TPP at your timber processing plant, an agricultural enterprise, as well as at greenhouse complexes, etc.
Features of operation of boilers on sawdust, heat generators on sawdust
The use of sawdust in the form of fuel implies the presence of a minimum infrastructure for the storage of sawdust, the presence of a boiler room and a person responsible for the operation of boiler equipment.
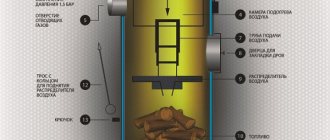
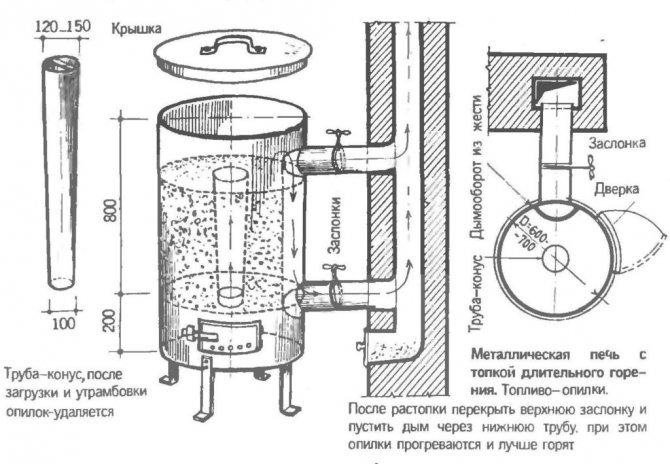
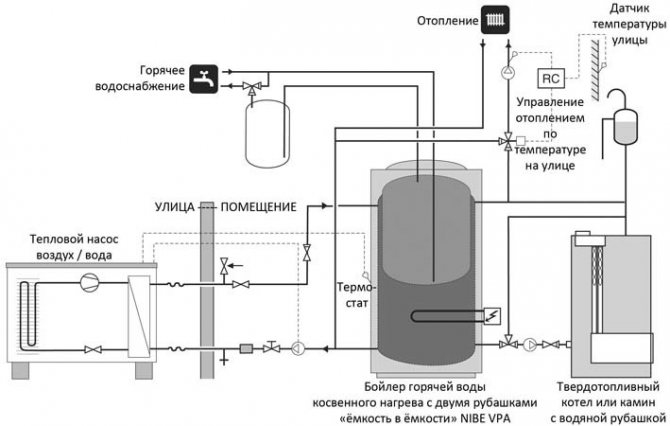
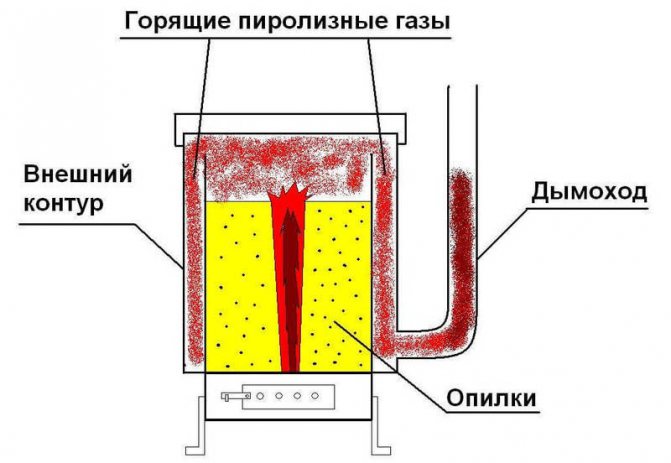
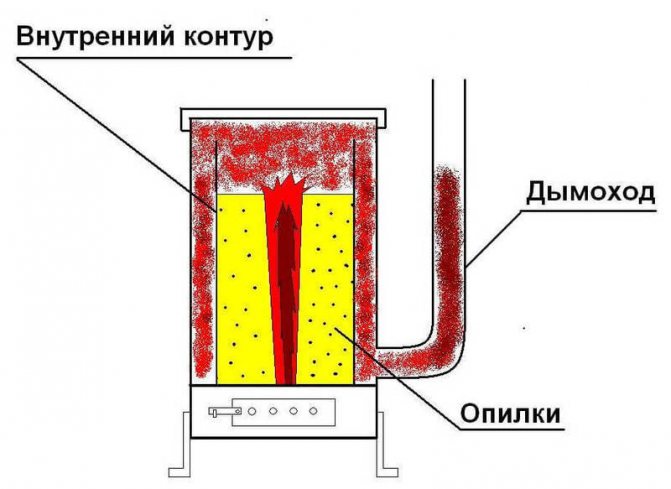
Operating principle
The boiler furnace does not have doors and ash pan, but is loaded with fuel from above, from the very bottom to the cut of the chimney. The loaded biomass is pressed over the entire plane by a round load made of thick sheet steel, and a vertical pipe is welded to it, through which air is supplied to the furnace. This tube passes through the closed top cover and sticks out freely. The boiler is fired up through its upper end. The peculiarity lies in the fact that the top layer of the fuel burns, the process goes from top to bottom, warming up the water jacket.
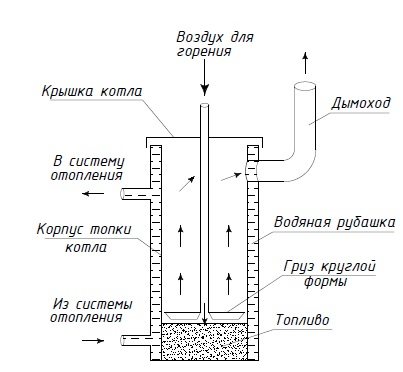
Diy sawdust boiler
In principle of operation, as well as in manufacturing, the drawings of the boiler on sawdust will help to understand, hand-made. An optional damper is installed at the end of the pipe in order to regulate the amount of incoming air and the combustion rate. During the operation of the unit, the load in the firebox is lowered until all the fuel has burned out. Combustion products are removed from the furnace through the chimney.