Τα πλαστικά παράθυρα δεν αποτελούν πλέον θαύμα για τους συμπατριώτες μας. Γίνονται αναπόσπαστο μέρος των οικιστικών κτιρίων, γραφείων, διοικητικών κτιρίων. Δεν υπάρχει κανένας που να μην τους έχει δει ποτέ ούτε να ακούσει τίποτα για τέτοια προϊόντα. Ταυτόχρονα, υπάρχουν πολλοί που δεν ξέρουν πώς και από ποια υλικά κατασκευάζονται τα παράθυρα PVC και ποιες τεχνολογίες χρησιμοποιούν.
Μέτρηση πλαστικών παραθύρων
Η διαδικασία κατασκευής ξεκινά πάντα με μέτρηση και αυτή η διαδικασία δεν μπορεί να απομονωθεί από όλα τα άλλα στάδια. Συνιστάται να το αναθέσετε σε έναν επαγγελματία, αφού μόνο ένας ειδικός γνωρίζει όλες τις αποχρώσεις αυτής της διαδικασίας. Όταν οι πελάτες αποφασίζουν μόνοι τους να καθορίσουν τις διαστάσεις των παραθύρων, κάνουν τυπικά λάθη, ως αποτέλεσμα των οποίων οι διαστάσεις των παραθύρων και των ανοιγμάτων δεν συμπίπτουν σε μεγαλύτερες ή μικρότερες κατευθύνσεις. Και οι δύο επιλογές είναι κακές επειδή προκαλούν:
- την ανάγκη εκτέλεσης πρόσθετων εργασιών για την προσαρμογή των ανοιγμάτων πριν από την εγκατάσταση παραθύρων με λάθος διαστάσεις ·
- αποσυμπίεση δομών κατά μήκος της περιμέτρου της ραφής συναρμολόγησης ·
- παραμόρφωση των φύλλων και των πλαισίων ·
- αποσυμπίεση ενός παραθύρου με διπλά τζάμια.
Σε ορισμένες περιπτώσεις, με εσφαλμένα καθορισμένες διαστάσεις, πρέπει να παραγγείλετε νέα παράθυρα. Εάν οι διαστάσεις παρέχονται από τον πελάτη, όλη η εργασία πραγματοποιείται εις βάρος του.

Το δεύτερο στάδιο κατασκευής μιας γυάλινης μονάδας - πλύσιμο γυαλιού
Σε αυτό το στάδιο, το κομμένο και προετοιμασμένο γυαλί πλένεται χρησιμοποιώντας ειδικές βούρτσες που βρίσκονται μέσα στο πλυντήριο. Το απιονισμένο νερό χρησιμοποιείται για τον καθαρισμό γυαλιού. Προκειμένου ο νεροχύτης να μην προκαλέσει ζημιά στην γυάλινη επιφάνεια, είναι απαραίτητο να χρησιμοποιήσετε τρίχες αυστηρά καθορισμένης ακαμψίας. Πολλά χαρακτηριστικά της μελλοντικής γυάλινης μονάδας εξαρτώνται από τη σωστή παραγωγή του σταδίου πλύσης του παρασκευασμένου γυαλιού. Προηγουμένως, το πλύσιμο έγινε χειροκίνητα, γεγονός που επηρέασε σημαντικά την ποιότητά του. Κατά το πλύσιμο γυαλιού, δεν συνιστάται η χρήση απορρυπαντικών. Μία από τις κύριες προϋποθέσεις για μια υψηλής ποιότητας γυάλινη μονάδα είναι η στενή προσκόλληση του στεγανοποιητικού στην επιφάνεια του γυαλιού και το πλύσιμο παραβιάζει χειροκίνητα τη στεγανότητα της επικάλυψης και, κατά συνέπεια, στερεί το γυάλινη μονάδα υψηλής απόδοσης.
Κατάρτιση μιας προδιαγραφής
Σήμερα, ο προσδιορισμός των διαστάσεων των μερών και του αριθμού τους πραγματοποιείται σε υπολογιστές που χρησιμοποιούν ειδικό λογισμικό - κανείς δεν κάνει υπολογισμούς χειροκίνητα με μια αριθμομηχανή. Μετά τη μεταφορά της τεκμηρίωσης από τον μετρητή, ο σχεδιαστής εισάγει όλα τα απαραίτητα δεδομένα στον υπολογιστή και το πρόγραμμα υπολογίζει τις διαστάσεις των πλαισίων, των φύλλων, των διπλών υαλοπινάκων και κάθε εξαρτήματος ξεχωριστά. Στη συνέχεια, αυτές οι πληροφορίες μεταδίδονται σε ηλεκτρονική μορφή στα εργαστήρια για την κατασκευή διπλών υαλοπινάκων και κουφωμάτων παραθύρων ή θυρών. Ορισμένοι κατασκευαστές παραθύρων μπορούν να παραγγείλουν παράθυρα με διπλά τζάμια από εταιρείες που ειδικεύονται μόνο στην παραγωγή αυτών των προϊόντων. Ωστόσο, η ουσία της τεχνολογικής διαδικασίας δεν αλλάζει από πού ακριβώς θα δημιουργηθούν αυτά τα στοιχεία παραθύρου.
Επιχειρηματικό σχέδιο παραγωγής παραθύρων PVC
Χαρακτηριστικά της επιλογής των χώρων
Η έκταση των εγκαταστάσεων εξαρτάται άμεσα από τον όγκο της παραγωγής. Η εταιρεία σχεδιάζει να παράγει τυπικά παράθυρα με διπλά φύλλα με διαστάσεις - 1400 * 1200. Για να ανοίξετε ένα εργαστήριο για την παραγωγή παραθύρων από PVC, το οποίο θα παράγει 20 κατασκευές ανά βάρδια, ένα δωμάτιο με επιφάνεια 200 τ.μ. μ. Αξίζει να θυμάστε ότι το ύψος της οροφής πρέπει να είναι μεγαλύτερο από 3 μέτρα.
Θα πρέπει να υπάρχει αποθήκη για τελικά προϊόντα κοντά.
Εργαλειομηχανές για την κατασκευή μεταλλικών-πλαστικών κατασκευών δεν θα μπορούν να λειτουργούν χωρίς ηλεκτρικό ρεύμα. Η τάση τροφοδοσίας πρέπει να είναι 380V / 50Hz. Η βέλτιστη θερμοκρασία δωματίου είναι 18 ° C, διαφορετικά η τεχνολογία παραγωγής μπορεί να διακοπεί.
Επίσης, το δωμάτιο πρέπει να δημιουργηθεί καλό σύστημα εξαερισμού... Ιδιαίτερη προσοχή πρέπει να δοθεί στη δημιουργία ενός συστήματος φωτισμού. Γενικός φωτισμός παρέχεται σε όλο το εργαστήριο και τοπικός φωτισμός για μεμονωμένες ενότητες.
Πρόσληψη προσωπικού
Για να οργανώσετε μια μικρή επιχείρηση για την παραγωγή παραθύρων PVC, πρέπει να προσλάβετε περίπου 10 άτομα και να εγκαταστήσετε ένα ειδικό πρόγραμμα.
Ένα τέτοιο πρόγραμμα με τα μικρότερα λάθη θα υπολογίσει το κόστος των μεταλλικών-πλαστικών κατασκευών και θα παρέχει όλες τις απαραίτητες πληροφορίες για την παραγωγή.
Ελεγχος
Ο διαχειριστής παραγωγής θα πρέπει να ελέγχει τη διαδικασία παραγωγής και ο επικεφαλής τεχνολόγος θα είναι σε θέση να ελέγξει εάν το τελικό προϊόν συμμορφώνεται με τα γενικά αποδεκτά πρότυπα και τις απαιτήσεις των πελατών; Πρέπει επίσης να κατανέμει καθήκοντα μεταξύ εργαζομένων και ελέγξτε την τεχνολογική διαδικασία.
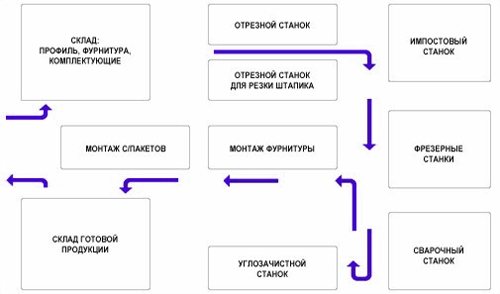
Η επιχείρηση πρέπει επίσης να διαθέτει μηχανικό που θα παρακολουθεί τη λειτουργία του εξοπλισμού και, εάν είναι απαραίτητο, θα εξαλείφει τις βλάβες. Το προσωπικό των εργαζομένων πρέπει να απασχολεί τουλάχιστον 7 άτομα, εκ των οποίων πρέπει να είναι αποθηκευτής που παραλαμβάνει ή αποστέλλει αγαθά. Η βέλτιστη διάταξη της τεχνολογικής γραμμής και η σύνθεση των περιοχών παραγωγής παρουσιάζονται παρακάτω.
Κεφαλαιουχικές δαπάνες
Για να ανοίξετε ένα εργοστάσιο για την παραγωγή παραθύρων PVC με χωρητικότητα 20 τελικών προϊόντων ανά βάρδια, είναι απαραίτητο να αγοράσετε τον ακόλουθο εξοπλισμό:
- Πριόνι διπλής κεφαλής με μετωπική σύνδεση δίσκου - 372.000 ρούβλια.
- Μηχανή καθαρισμού άνθρακα (Yilmaz CA) - 225.000 ρούβλια.
- Μηχανή άλεσης προσώπου (Yilmaz km-212) - 30.000 ρούβλια.
- Μηχανή συγκόλλησης δύο κεφαλών - 411 600 ρούβλια.
- Εξοπλισμός κοπής οπλισμού - 9.000 ρούβλια.
- Μηχανή φρεζαρίσματος αντιγράφων (Yilmaz FR-225) - 106.400 ρούβλια.
- Συμπιεστής Remezza - 26.000 ρούβλια.
- Μηχάνημα για τη δημιουργία οπών αποστράγγισης - 86.000 ρούβλια.
- Αυτόματο πριόνι για κοπή πλαστικών υαλοπινάκων - 99.600 ρούβλια.
Το συνολικό κόστος ενός πλήρους συνόλου εξοπλισμού είναι 1.365.000 ρούβλια.
Κόστος παράδοσης και εγκατάστασης εξοπλισμού - 50.000 ρούβλια.
Άλλα έξοδα (για την απόκτηση άδειας, πιστοποιητικά) - 50.000 ρούβλια.
Συνολικές κεφαλαιουχικές δαπάνες: 1.465.000 ρούβλια.
Υπολογισμός του κόστους των υλικών για την παραγωγή παραθύρων PVC
Το κόστος των υλικών που απαιτούνται για την κατασκευή μονωτικών γυάλινων μονάδων
Ποσοστό κατανάλωσης, μοναδιαίο κόστος υλικών, οικονομικό κόστος (ρούβλια) ανά 1 τετραγωνικό. μετρητής παραγωγής:
- Γυαλί (S-300 ρούβλια / τετραγωνικά μ.): Ποσοστό κόστους - 2 τετραγωνικά. Μ; κόστος εξόδου - 600 ρούβλια.
- Κέλυφος (С-100 ρούβλια / m): ποσοστό κόστους - 4 m; κόστος εξόδου - 400 ρούβλια.
- Βουτύλιο (С-35 ρούβλια / kg): ποσοστό κόστους - 0,1 kg / sq. Μ; κόστος εξόδων - 3,5 ρούβλια
- Άλλα αναλώσιμα για 1 τ.μ. μέτρο παραγωγής - 200 ρούβλια.
Συνολικό κόστος κατασκευής 1 τ.μ. μέτρο γυάλινης μονάδας - 1203,5 ρούβλια.
Το κόστος των υλικών που απαιτούνται για τη δημιουργία μεταλλικής-πλαστικής κατασκευής:
- Προφίλ PVC (S-1000 ρούβλια / m): ρυθμός κόστους - 0,5 m / sq. Μ; κόστος εξόδου - 500 ρούβλια.
- Ελασματοποιημένο μέταλλο (С-582,5 ρούβλια / m): ποσοστό κόστους - 1 m / sq. Μ; κόστος εξόδου - 582,5 ρούβλια.
- Εξαρτήματα και άλλα αναλώσιμα - 2000 ρούβλια.
Σύνολο: 3082,5 ρούβλια / τετραγωνικά. Μ.
Το συνολικό κόστος των υλικών για την κατασκευή 1 τ.μ. μέτρα παραγωγής - 4.286 ρούβλια.
Κόστος υλικού ανά μήνα: 22 βάρδιες * 20 τελικά προϊόντα * 1,68 τετραγωνικά. m * 4.286 ρούβλια = 3.168.000 ρούβλια.
Μηνιαίο εισόδημα ανά μήνα (λαμβάνοντας υπόψη την τιμή του τελικού προϊόντος - 9.500 ρούβλια): 22 βάρδιες * 20 μονάδες τελικών προϊόντων * 9.500 ρούβλια = 4.180.000 ρούβλια
Σταθερό μηνιαίο κόστος
- Μίσθωση εγκαταστάσεων παραγωγής και αποθήκης - 50.000 ρούβλια.
- Λογαριασμοί κοινής ωφέλειας - 25.000 ρούβλια.
- Ο μισθός των εργαζομένων (10 άτομα) - 100.000 ρούβλια.
- Το κόστος των υλικών και εξαρτημάτων για την παραγωγή - 3.168.000 ρούβλια.
Συνολικό κόστος ανά μήνα: 3.343.000 ρούβλια.
Φόρος εισοδήματος (20%) - 167.400 ρούβλια.
Συνολικά έξοδα: 3.510.400 ρούβλια.
Παραγωγή μονάδων γυαλιού
Αυτό το στάδιο παραγωγής παραθύρων είναι επίσης μερικώς αυτοματοποιημένο.Όλα τα μεγάλα και μεσαία εργοστάσια μονωτικού γυαλιού χρησιμοποιούν σήμερα κέντρα CNC για κοπή γυαλιού. Επιπλέον, σε ορισμένες περιπτώσεις, ο αυτοματισμός επηρέασε όχι μόνο τη διαδικασία κοπής, αλλά και τη συναρμολόγηση τελικών προϊόντων. Η όλη διαδικασία μόνωσης παραγωγής γυαλιού έχει ως εξής:
- Κοπή γυαλιού - ανεξάρτητα από τη μέθοδο κοπής, εκτελείται με τέτοιο τρόπο ώστε να μην υπάρχουν τσιπ στις άκρες. Για να γίνει αυτό, όλες οι γραμμές κοπής αντιμετωπίζονται με μια ειδική ένωση που αποτρέπει το γυαλί από «αυτοθεραπεία».
- Πλύσιμο με γυαλί - αυτή η διαδικασία πραγματοποιείται με μηχάνημα ή με το χέρι, αλλά σε κάθε περίπτωση, η βρωμιά πρέπει να απομακρύνεται χρησιμοποιώντας απιονισμένο νερό.
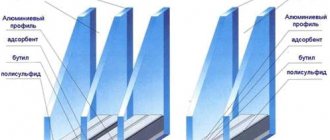
- Η κατασκευή διαχωριστικών (αποστάτες) πραγματοποιείται κάμψη ειδικών μεταλλικών προφίλ ή συναρμολόγηση τους χρησιμοποιώντας συνδετικές γωνίες.
- Πρωτεύουσα σφράγιση - κατά τη διάρκεια αυτής της διαδικασίας, το στεγανωτικό βουτυλίου εφαρμόζεται ομοιόμορφα στους αποστάτες (διαχωριστικά).
- Συναρμολόγηση - ο προετοιμασμένος αποστάτης με το εφαρμοζόμενο σφραγιστικό τοποθετείται στο γυαλί και ευθυγραμμίζεται κατά μήκος των άκρων. Στη συνέχεια εφαρμόζεται ένα δεύτερο ποτήρι στην πίσω πλευρά.
- Πιέζοντας - για να επιτευχθεί σύνδεση υψηλής ποιότητας μεταξύ του αποστάτη και του γυαλιού, πιέζεται η γυάλινη μονάδα.
- Δευτερεύουσα σφράγιση - όταν ολοκληρωθεί η επεξεργασία της πρέσας, ένα άλλο στρώμα στεγανοποιητικού εφαρμόζεται γύρω από την περίμετρο του αποστάτη, το οποίο "φράζει" αξιόπιστα τη γυάλινη μονάδα.
Όταν το στεγανωτικό περάσει από έναν πλήρη κύκλο πολυμερισμού, ο οποίος διαρκεί από 3 έως 12 ώρες, η γυάλινη μονάδα είναι έτοιμη για μεταφορά στο εργαστήριο όπου πραγματοποιείται η κύρια παραγωγή πλαστικών παραθύρων.








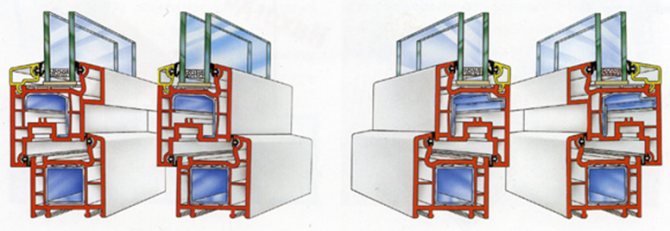
Μετά από αυτό, είναι απαραίτητο να συνδέσετε τα φύλλα με το προφίλ παραθύρου.
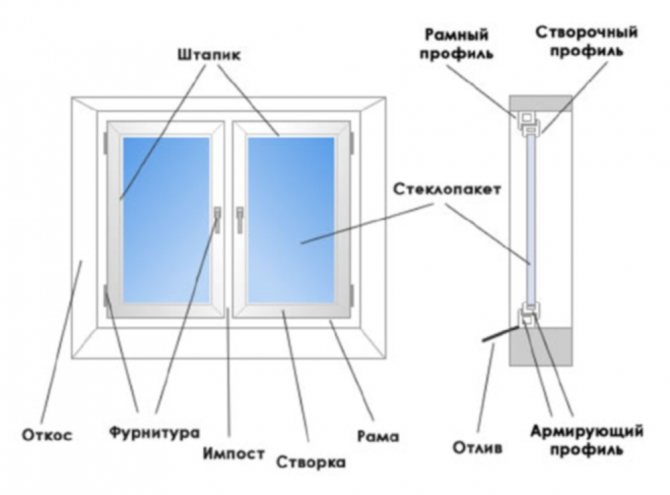
Η γυάλινη μονάδα είναι προσαρτημένη στο προφίλ με γυάλινες χάντρες. Πρόκειται για ένα είδος σφιγκτήρων που συγκρατούν με ασφάλεια το γυαλί και το αποτρέπουν από χαλάρωση. Χάντρες και ειδικά μπλοκ πρέπει να τοποθετηθούν σε ολόκληρη την περίμετρο του πλαισίου του παραθύρου. Στο τελικό στάδιο, το μόνο που μένει είναι να βάζουμε σήματα ποιότητας, να τυλίγουμε τα παράθυρα σε φιλμ και να τα προετοιμάζουμε για μεταφορά από το εργαστήριο στην αποθήκη, σε σημεία πώλησης ή απευθείας στον τελικό καταναλωτή. Για όλους όσους θέλουν να κάνουν τη διαδικασία για το πώς τα παράθυρα PVC καθίστανται σαφή, απλά και διαισθητικά, ένα βίντεο της διαδικασίας παραγωγής θα γίνει ένας πραγματικός θεός. Η οπτική αντίληψη είναι πολύ πιο αποτελεσματική από την ανάγνωση εκατοντάδων γραπτών οδηγιών.
Δημοσιεύτηκε στις 03/05/2015




Παραγωγή μπλοκ παραθύρων και θυρών από προφίλ PVC
Αυτή η διαδικασία αποτελείται από διάφορα στάδια - κοπή, φρεζάρισμα, ενίσχυση, συγκόλληση (σύντηξη), λείανση ραφών αρθρώσεων, ενσωμάτωση σφυρηλάτησης και δέσιμο με εξαρτήματα. Μετά από αυτό, η δομή του παραθύρου ή των μπλοκ πόρτας μπορεί να θεωρηθεί πρακτικά ολοκληρωμένη. Το μόνο που μένει είναι να εισάγουμε διπλά τζάμια στα ανοιχτά ανοίγματα των θυρών.
Προετοιμασία προφίλ PVC
Αυτό το στάδιο περιλαμβάνει διάφορες διαδικασίες. Για να προετοιμάσετε τα προφίλ για τη συναρμολόγηση δομών παραθύρων, εκτελούνται διαδοχικά τρεις λειτουργίες μαζί τους:
- Κοπή - σύμφωνα με τις προδιαγραφές που προήλθαν από έναν υπολογιστή στο τμήμα σχεδίασης σε μια μηχανή CNC στο εργαστήριο, τα προφίλ PVC κόβονται υπό γωνία 45 μοιρών.
- Φρεζάρισμα - Κατά τη διάρκεια αυτού του βήματος, κόβονται μικρές τρύπες σε ορισμένες περιοχές ορισμένων μερών. Μια τέτοια διαδικασία είναι απαραίτητη για τη δημιουργία καναλιών αποστράγγισης στις δομές των μπλοκ πορτών και παραθύρων.
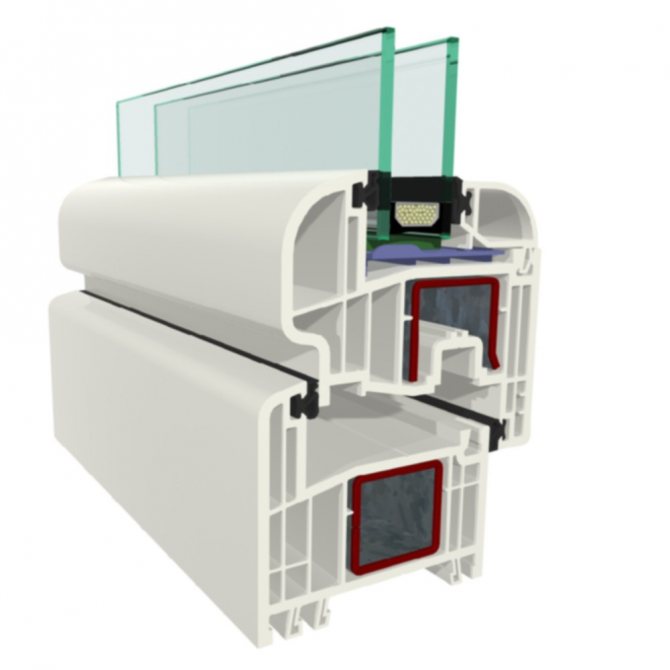
- Ενίσχυση - σύμφωνα με τις διαστάσεις των ήδη κομμένων προφίλ, κόβονται χαλύβδινες επενδύσεις, οι οποίες εισάγονται στους εσωτερικούς θαλάμους και στερεώνονται με βίδες για μέταλλο. Αυτό αυξάνει σημαντικά την ακαμψία των πλαστικών μερών.
Μετά την ολοκλήρωση των αναφερόμενων δραστηριοτήτων, τα προφίλ θεωρούνται έτοιμα για συναρμολόγηση σε πλαίσια και φύλλα. Αυτά τα βήματα εκτελούνται σε μηχανήματα συγκόλλησης και απογύμνωσης.
Συναρμολόγηση μπλοκ παραθύρων και θυρών
Το βέλτιστο αποτέλεσμα, το οποίο εξασφαλίζει υψηλή αντοχή και ακρίβεια των αρμών, επιτυγχάνεται όταν όλοι οι σύνδεσμοι του πλαισίου ή του φύλλου συνδέονται ταυτόχρονα. Δηλαδή, και οι 4 γωνιακοί σύνδεσμοι πρέπει να εκτελούνται ταυτόχρονα. Αυτό μπορεί να επιτευχθεί μόνο με αυτοματοποιημένο εξοπλισμό. Τα προφίλ συντήκονται σε υψηλή θερμοκρασία και πίεση. Εάν παραβιαστεί ο βέλτιστος τρόπος συγκόλλησης, η ποιότητα των ραφών δεν θα είναι ικανοποιητική.
Για να επιτευχθούν οι επιθυμητές παράμετροι, τα ειδικά στοιχεία Teflon χαμηλώνονται σε αυστηρά σταθερά κενά μεταξύ των τμημάτων των προφίλ PVC, τα οποία λιώνουν το πλαστικό. Αφού φθάσει στην επιθυμητή θερμοκρασία, οι αντικολλητικές πλάκες αυξάνονται γρήγορα και όλα τα μέρη συμπιέζονται ταυτόχρονα και συγκρατούνται έως ότου το πλαστικό σκληρυνθεί πλήρως. Πριν προχωρήσει στο επόμενο στάδιο, το μηχάνημα ελέγχει ανεξάρτητα την αντοχή των ραφών σύνδεσης.
Καθαρισμός γωνιακών αρθρώσεων
Δεδομένου ότι το λιωμένο πλαστικό συμπιέζεται μερικώς κατά την ένωση μερών PVC, οι αρμοί μετά τη σύντηξη των προφίλ φαίνονται πολύ τραχύι. Τα πλαίσια και τα φύλλα φαίνεται να καλύπτονται με μεγάλες ουλές στις γωνίες. Για να δοθεί στις δομές μια φυσιολογική εμφάνιση, όλο το πλαστικό που έχει περάσει προς τα έξω αφαιρείται χρησιμοποιώντας μια ειδική μηχανή άλεσης. Αυτός ο εξοπλισμός όχι μόνο αφαιρεί την περίσσεια χλωριούχου πολυβινυλίου από τις αρθρώσεις, αλλά επίσης αλέθει μειωμένες ραφές. Χάρη σε αυτήν τη διαδικασία, τα πλαίσια και τα φύλλα από προφίλ PVC αποκτούν μια εμφανή εμφάνιση. Εάν χρησιμοποιείται πλαστικοποιημένο προφίλ για την κατασκευή παραθύρων, στενές λευκές λωρίδες εμφανίζονται στις γωνιακές αρθρώσεις μετά τη συγκόλληση και τον καθαρισμό των ραφών. Αυτό το τεχνολογικό ελάττωμα εξαλείφεται ζωγραφίζοντας πάνω στις αρθρώσεις με ειδικούς δείκτες, το χρώμα του οποίου ταιριάζει με το χρώμα της διακοσμητικής μεμβράνης.
Πριν από λίγο καιρό, μια τεχνολογία για την παραγωγή απρόσκοπτων παραθύρων εμφανίστηκε στην αγορά, η οποία καθιστά δυνατή τη δημιουργία ραφών συγκόλλησης αόρατη με γυμνό μάτι.
Ενσωμάτωση φρεζάρισμα και μύλου
Οι απατεώνες εισάγονται σε έτοιμες κατασκευές. Για την ενσωμάτωση μύλων, πρέπει να προσαρμόζονται στο σχήμα των προφίλ. Αυτή η διαδικασία εκτελείται χρησιμοποιώντας έναν ειδικό δρομολογητή που αφαιρεί την περίσσεια πλαστικού. Μετά την προσαρμογή, οι προσκρούσεις είτε στερεώνονται με γωνίες και βίδες αυτοκόλλησης, είτε συγκολλούνται στην κύρια δομή.
Εγκατάσταση συστημάτων ανοίγματος φύλλου
Η εγκατάσταση εξαρτημάτων πραγματοποιείται σε ειδικές βάσεις. Εάν αυτός ο εξοπλισμός δεν είναι διαθέσιμος, η πλεξούδα στερεώνεται χειροκίνητα χρησιμοποιώντας πρότυπα. Μαζί με την τοποθέτηση των κύριων εξαρτημάτων, οι πλάκες επιθέματος στερεώνονται από το εσωτερικό των ανοιγμάτων φωτός και οι λαβές ελέγχου των συστημάτων ανοίγματος είναι σταθερές, οι οποίες συνδέονται με τον μηχανισμό ασφάλισης των εξαρτημάτων.
Στερέωση των βρόχων στεγανοποίησης
Για τη στερέωση των σφραγίδων στα προφίλ, παρέχονται ειδικές αυλακώσεις. Όσο περισσότερος αριθμός κυκλωμάτων, τόσο υψηλότερο είναι το επίπεδο στεγανότητας των παραθύρων. Ως αποτέλεσμα, συνιστάται η χρήση συστημάτων στα οποία ο αριθμός τους είναι τουλάχιστον τρία κομμάτια. Τα περιγράμματα στεγανοποίησης διαφόρων σχημάτων εισάγονται σε αυλακώσεις και στα δύο κουφώματα και τα φύλλα, μετά τα οποία το παράθυρο ή τα μπλοκ πόρτας είναι έτοιμα για τα τελικά στάδια συναρμολόγησης.
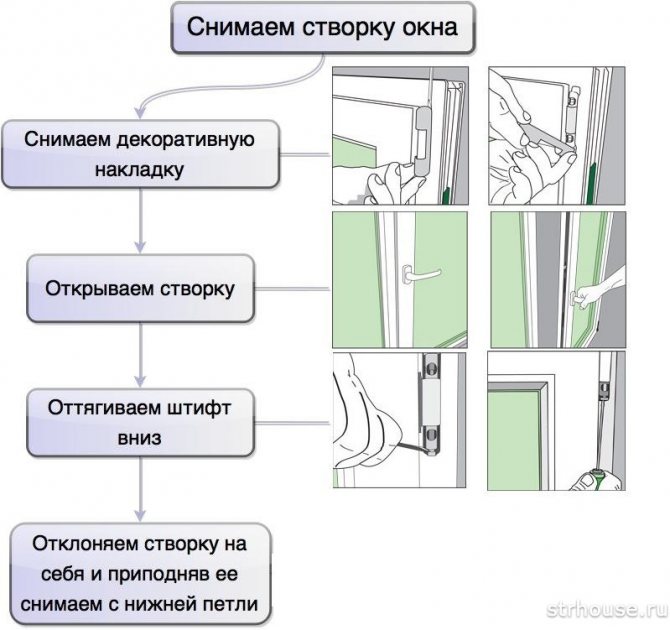
Κρεμαστά φύλλα
Στοιχεία του μηχανισμού ανοίγματος (μεντεσέδες) διατίθενται τόσο στο πλαίσιο όσο και στα φύλλα. Χάρη σε αυτό, όταν εκτελείτε τη διαδικασία ανάρτησης, απλά πρέπει να τοποθετήσετε τα φύλλα στα φεγγίτη και να διορθώσετε τα εξαρτήματα.







Εξοπλισμός για την παραγωγή παραθύρων PVC
Δεδομένου ότι σήμερα τα παράθυρα PVC είναι σε ζήτηση και παρουσιάζονται σε μεγάλη ποικιλία, δεν υπάρχει έλλειψη τροφοδοσίας εξοπλισμού. Οι γραμμές τουρκικών εμπορικών σημάτων - Yilmaz, NISSAN, KABAN και Nikmak, καθώς και εργαλειομηχανών και εργαλείων οικιακών κατασκευαστών έχουν τη μεγαλύτερη ζήτηση στην αγορά εξοπλισμού.
Ο κατάλογος εξοπλισμού για την κατασκευή πλαστικών παραθύρων περιλαμβάνει:
- Πριόνια ενός και δύο κεφαλών για κοπή προφίλ και οπλισμού PVC.
- Τραπέζια
- Μηχανές συγκόλλησης PVC.
- Μηχανές φρεζαρίσματος αντιγράφων
- Πριόνια για κοπή ενισχυτικών προφίλ.
- Μηχανές καθαρισμού άνθρακα
- Μηχανήματα άλεσης στο τέλος της ανάρτησης.
- Πριόνια για κοπή υαλοπινάκων.
- Πριόνια
- Μηχανές κάμψης
- Τζάμια;
- Κουκούλες;
- Πλυντήρια;
- Εξωθητές;
- Απομεταλλωτικά;
- Συναρμολόγηση ανυψωτικών συσκευών.
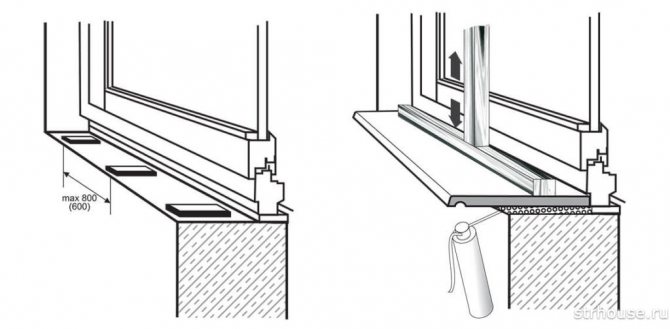
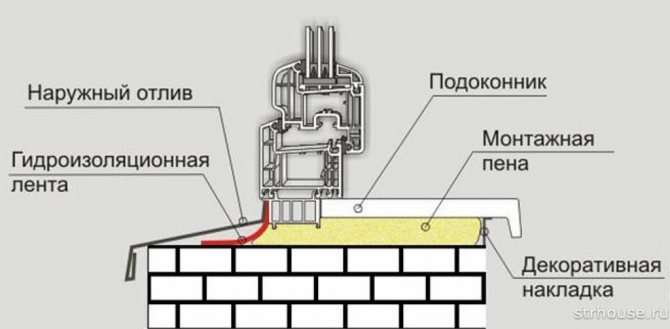
Εγκατάσταση παραθύρων με διπλά τζάμια
Πριν εκτελέσετε αυτήν τη διαδικασία, είναι απαραίτητο να σκουπίσετε τα στεγανοποιητικά και το γυαλί και επίσης να αφαιρέσετε τα υπολείμματα του λερωμένου στεγανωτικού, εάν υπάρχει. Το εσωτερικό των πλαισίων και των φύλλων πρέπει να είναι απαλλαγμένο από σκόνη και άλλα συντρίμμια. Τα παράθυρα με διπλά τζάμια εισάγονται στους φεγγίτες μετά τη στερέωση των πλακών ισιώματος, μετά τις οποίες στερεώνονται χρησιμοποιώντας σφαιρίδια υαλοπίνακα σύσφιξης. Αυτές οι λειτουργίες εκτελούνται χειροκίνητα και με αυστηρά καθορισμένη σειρά. Μερικές φορές τα παράθυρα με διπλά τζάμια εισάγονται στα ανοίγματα που βρίσκονται ήδη στην εγκατάσταση κατά την εγκατάσταση των παραθύρων. Ωστόσο, αυτή η επιλογή είναι δυνατή μόνο σε περιπτώσεις όπου ο κατασκευαστής είναι απολύτως σίγουρος για τις σωστές διαστάσεις.
Κρεμαστά φύλλα
Αυτό είναι το τελικό στάδιο στην παραγωγή παραθύρων, όταν τα τελειώματα με διπλά τζάμια κρεμώνται προσεκτικά στους μεντεσέδες και στερεώνονται. Οι μεντεσέδες μπορούν να καλυφθούν με διακοσμητικά πλαστικά καλύμματα. Μετά τη συναρμολόγηση, ο κύριος ελέγχει τη λειτουργία των εξαρτημάτων για άνοιγμα-κλείσιμο και στερέωση όλων των στοιχείων.
Το παράθυρο είναι έτοιμο για μεταφορά και εγκατάσταση!
Οι συναρμολογημένες κατασκευές αποστέλλονται στην αποθήκη τελικού προϊόντος και μεταφέρονται περαιτέρω με ειδικά εξοπλισμένα οχήματα στους πελάτες στο σημείο παράδοσης.
Το τέταρτο στάδιο - ζωγραφική των στοιχείων των δομών των παραθύρων
Πριν από την άμεση εφαρμογή του χρώματος και του βερνικιού, όλα τα στοιχεία των παραθύρων εμποτίζονται με αντισηπτικό. Επιπρόσθετη θεραπεία με πυρίμαχες ενώσεις είναι επίσης δυνατή, γεγονός που αυξάνει την κατηγορία πυρασφάλειας των παραθύρων. Στη συνέχεια εφαρμόζεται ένα αστάρι στην επιφάνεια των προϊόντων από όλες τις πλευρές, γεμίζοντας τους πόρους στη δομή του ξύλου. Μετά από αυτές τις διαδικασίες, τα μέρη του παραθύρου είναι έτοιμα για βαφή. Προηγουμένως, όλα τα στοιχεία εξετάζονται ξανά προσεκτικά για να βεβαιωθείτε ότι δεν υπάρχουν ελαττώματα.
Σύμφωνα με τα σύγχρονα πρότυπα, μια διακοσμητική επίστρωση υψηλής ποιότητας πρέπει απαραιτήτως να έχει προστασία από την υπεριώδη ακτινοβολία. Εφαρμόζεται σε διάφορα στάδια ψεκάζοντας ομοιόμορφα στην επιφάνεια του ξύλου. Κανείς δεν χρησιμοποιεί πινέλα σήμερα.
Η καλύτερη ποιότητα επιτυγχάνεται όταν βάφετε σε σφραγισμένους θαλάμους υπό υψηλή πίεση ή σε τεχνητό κενό. Το βέλτιστο πάχος στρώσης βαφής είναι 200 μικρά. Για να μην υπάρχουν λεκέδες και τραχύτητα στην επιφάνεια των παραθύρων, η προστατευτική και διακοσμητική επίστρωση εφαρμόζεται σε διάφορα στάδια. Αφού κάθε στρώμα στεγνώσει εντελώς, εκτελείται διαδικασία λείανσης.
Εγκατάσταση εξαρτημάτων σε παράθυρα από PVC
Τα εξαρτήματα είναι το πιο σημαντικό στοιχείο ενός πλαστικού παραθύρου. Χάρη σε αυτό το σύνολο στοιχείων από χάλυβα, το φύλλο μπορεί να είναι ανοιχτό και κλειστό. Κάθε εξάρτημα στο φύλλο πρέπει να ταιριάζει με ένα συγκεκριμένο στοιχείο κλειδώματος στο πλαίσιο. Επομένως, γίνεται ένα σχέδιο εκ των προτέρων, το οποίο δείχνει όλα τα σημαντικά μέρη των εξαρτημάτων.
Μετά την εγκατάσταση των εξαρτημάτων, η δομή του παραθύρου φαίνεται σχεδόν ολοκληρωμένη. Μέχρι την πλήρη ολοκλήρωση της παραγωγής του παραθύρου, λείπει μόνο το γυαλί.
Το δεύτερο στάδιο είναι η κατασκευή ενός μπαρ
Με τα πολλά πλεονεκτήματα του φυσικού ξύλου, τα προϊόντα που κατασκευάζονται από αυτό είχαν πάντα κάποια μειονεκτήματα - παραμορφώσεις και συστροφή, καθώς και εμφάνιση ρωγμών στα πιο απροσδόκητα μέρη. Αυτός ο παράγοντας επηρέασε αρνητικά την εικόνα του υλικού.
Σήμερα, σε αυτό το πλαίσιο, όλα έχουν αλλάξει - προκειμένου η δομή ενός ξύλινου παραθύρου να παραμείνει σταθερή καθ 'όλη τη διάρκεια της λειτουργίας του, οι κατασκευαστές άρχισαν να χρησιμοποιούν το eurobeam.Αυτά τα προφίλ έχουν όλα τα πλεονεκτήματα του φυσικού ξύλου και, ταυτόχρονα, στερούνται των κύριων φυσικών μειονεκτημάτων. Για την απόκτηση ενός τέτοιου υλικού, η πρώτη ύλη πρέπει να περάσει από διάφορα στάδια επεξεργασίας:
- Μετά τις "διαδικασίες" στο θάλαμο στεγνώματος, οι σανίδες θα ελεγχθούν ξανά για φυσικά ελαττώματα. Αυτή η ενέργεια αφαιρεί όλες τις τσέπες ρητίνης, κόμπους, σάπια, κελύφη, ρωγμές κ.λπ.
- Οι υπόλοιπες σανίδες (οικόπεδα), στις οποίες δεν βρέθηκε ούτε ένα ελάττωμα, υποβάλλονται σε επεξεργασία από τις ακραίες άκρες του εξοπλισμού άλεσης και συναρμολογούνται σε μήκος.
- Τα ελάσματα που λαμβάνονται με μάτισμα έχουν ένα ομοιόμορφο πάχος σε μια μηχανή πλανίσματος - από 22 έως 30 mm.
- Μετά την αρχική επεξεργασία, τα ελάσματα συγκολλούνται μεταξύ τους σε μια συμπαγή ράβδο με τέτοιο τρόπο ώστε οι ετήσιοι δακτύλιοι δύο γειτονικών στοιχείων ενός μέρους να αποκλίνουν σε διαφορετικές κατευθύνσεις - αυτό παρέχει υψηλή ελαστικότητα και σας επιτρέπει να αντισταθμίσετε πιθανές παραμορφώσεις.
- Σε ορισμένες περιπτώσεις, τα διαμήκη ελάσματα είναι επίσης κολλημένα στα πλευρικά άκρα μιας ήδη ματισμένης δέσμης, γεγονός που καθιστά δυνατή την περαιτέρω βελτίωση των χαρακτηριστικών των κενού που λαμβάνονται.
- Τα μπλοκ που προκύπτουν υποβάλλονται σε επεξεργασία σε μηχανήματα άλεσης, λόγω των οποίων αποκτούν το σχήμα ενός προφίλ, πλήρως έτοιμο για κοπή και συναρμολόγηση δομών παραθύρων.
- Η τελική διαδικασία είναι η προκαταρκτική λείανση του προφίλ Eurobeam.
Συνήθως, χρησιμοποιούνται 3 στρώματα ελασμάτων για την απόκτηση ράβδου. Ωστόσο, για πιο ακριβά μοντέλα με φαρδιά πλαίσια, είναι δυνατή η αύξηση του αριθμού των στρωμάτων έως και 5. Τα μοντέλα της βασικής και της premium κατηγορίας είναι κατασκευασμένα από ξύλο, το οποίο έχει συμπαγείς ελαστικές στις μπροστινές πλευρές.
Τα οικονομικά ξύλινα παράθυρα είναι κατασκευασμένα εξ ολοκλήρου από μαχαιρωμένα φύλλα. Ωστόσο, αυτό επηρεάζει ελαφρώς την αισθητική τους (αν κοιτάξετε προσεκτικά, οι συνδέσεις μεμονωμένων "οικόπεδων" είναι αισθητές) και τα λειτουργικά χαρακτηριστικά παραμένουν σε υψηλό επίπεδο.
Το τέταρτο στάδιο κατασκευής ενός διπλού υαλοπίνακα - πρωτογενής συναρμολόγηση
Αφού εφαρμοστεί σφραγισμένη επικάλυψη βουτυλίου στους αποστάτες, η γυάλινη μονάδα προεγκαθίσταται, η οποία περιλαμβάνει την προσάρτηση παρασκευασμένων και καθαρισμένων γυαλιών με διαχωριστικά, στα οποία εφαρμόζεται το σφραγισμένο στρώμα. Το χρώμα της επικάλυψης βουτυλίου πρέπει να είναι απολύτως μαύρο σε αυτό το στάδιο. Εάν βρεθούν λευκά σημάδια στην επικάλυψη, αυτό σημαίνει ότι η επικάλυψη αγγίχθηκε με τα χέρια (όταν καλύπτεται χειροκίνητα με ταινία βουτυλίου, πρέπει να πραγματοποιείται εργασία σε γάντια ειδικά σχεδιασμένα για το σκοπό αυτό) ή το γυαλί δεν έχει πλυθεί επαρκώς. Η τεχνολογία παρέχει τη λεγόμενη "μαλακή" επίστρωση της επιφάνειας του γυαλιού, η οποία είναι ασταθής στις περιβαλλοντικές επιδράσεις. Η γυάλινη επιφάνεια με "μαλακή" επίστρωση είναι η πλευρά που βρίσκεται μέσα στον γυάλινο θάλαμο μονάδας. Είναι απαραίτητο, ακόμη και στο στάδιο της κοπής γυαλιού, η επιφάνεια στην οποία θα εφαρμοστεί η επικάλυψη βουτυλίου καθαρίζεται ιδανικά από την «μαλακή» επίστρωση για στενή συγκόλληση βουτυλίου στο γυαλί, η οποία θα εξασφαλίσει πλήρη στεγανοποίηση και δεν θα προκαλέσει ζημιά η γυάλινη επιφάνεια, η καθαρισμένη επιφάνεια πρέπει να είναι αόρατη, έτσι ώστε η εμφάνιση της γυάλινης μονάδας να μην αλλοιώνεται.
Αφού γίνει η προ-συναρμολόγηση, η γυάλινη μονάδα αποστέλλεται κάτω από μια πρέσα, η οποία τη συμπιέζει για τελική στερέωση. Η γυάλινη μονάδα πρέπει να βρίσκεται κάτω από την πρέσα για κάποιο χρονικό διάστημα, έτσι ώστε η επικάλυψη βουτυλίου να διεισδύει στο ανώτερο στρώμα της γυάλινης επιφάνειας για να εξασφαλιστεί αξιόπιστη σφράγιση.
Κατά κανόνα, προκειμένου να αποφευχθεί η κατάρρευση της γυάλινης μονάδας κατά τη συναρμολόγηση και την εγκατάσταση, πριν από το αρχικό στάδιο συναρμολόγησης, τα άκρα του γυαλιού γυαλίζονται.
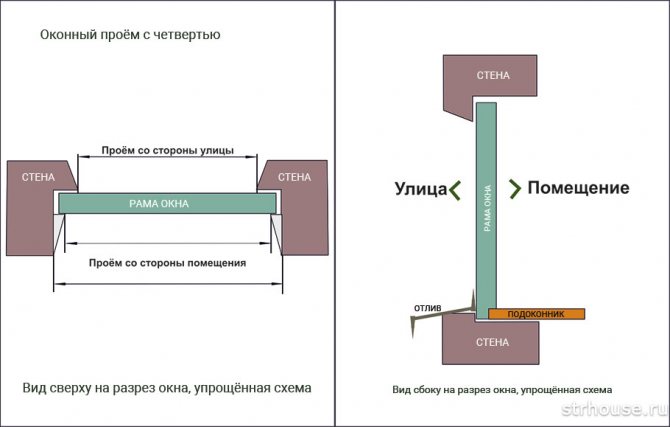
Πώς να μετρήσετε σωστά ένα πλαστικό παράθυρο για μια παραγγελία
Τη στιγμή της παραγγελίας ενός συστήματος παραθύρων, ο ειδικός πρέπει να αναφέρει τις έξι διαστάσεις που απαιτούνται για την παραγωγή: το πλάτος και το ύψος του παραθύρου, το πλάτος και το μήκος της πλαγιάς, το πλάτος και το μήκος του περβάζιου του παραθύρου. Για να πραγματοποιήσετε τις σωστές μετρήσεις, πρέπει να μάθετε ακριβώς πώς γίνεται το άνοιγμα του παραθύρου σας - με ένα τέταρτο ή χωρίς. (Μιλήσαμε λεπτομερώς για τα τέταρτα παραθύρων στο άρθρο σχετικά με τον τρόπο επιλογής του μεγέθους των ανοιγμάτων παραθύρων σε ένα σπίτι κατά τη διάρκεια της κατασκευής). Απαιτείται ένα τέταρτο για να ακουμπήσει το πλαίσιο του παραθύρου από αυτό και να το προστατεύσει από την πτώση.
Οι μετρήσεις γίνονται στο στενότερο σημείο του ανοίγματος παραθύρου. Λάβετε υπόψη ότι η τέλεια γεωμετρία για ανοίγματα είναι σπάνια, οπότε λάβετε μετρήσεις σε διάφορα σημεία. Έχοντας επιλέξει τους μικρότερους δείκτες, προσθέστε επιπλέον 3 cm σε αυτά. Ένα ομαλό άνοιγμα μετράται με διαφορετικό τρόπο. Από το προκύπτον πλάτος, αφαιρούνται τα 3 cm (για το μελλοντικό κενό από τον αφρό) και από το ύψος - 5 (από πάνω από 1,5 cm για το διάκενο, από κάτω - 3,5 στο περβάζι του παραθύρου).
Στις ενδείξεις του μήκους της χαμηλής παλίρροιας και του περβάζι του παραθύρου, προσθέστε 5-10 cm περισσότερο από το πλάτος του ανοίγματος. Κατά τη στιγμή της εγκατάστασής τους, το υλικό "εσοχή" στους γειτονικούς τοίχους. Το πλάτος της άμπωτης είναι στάνταρ, αλλά το περβάζι του παραθύρου μπορεί να επιλεγεί σύμφωνα με τις επιθυμίες του ιδιοκτήτη.
Κατά την παραγγελία, θα ερωτηθείτε σχετικά με το πόσα μέρη πρέπει να έχει το παράθυρο και ποια: με ξυλόγλυπτο, πόσες πόρτες, ποια πλευρά να τα τοποθετήσετε και πώς πρέπει να ανοίξουν. Θα πρέπει επίσης να επιλέξετε τη λειτουργικότητα των εξαρτημάτων. Το τελικό κόστος του παραθύρου θα επηρεαστεί από το ποσό όλων αυτών των λειτουργικών γεμίσεων.
Το τρίτο στάδιο κατασκευής ενός παραθύρου με διπλά τζάμια είναι η εφαρμογή σφραγιστικού
Μετά το πλύσιμο του γυαλιού, εφαρμόζεται ένα πρωτεύον στεγανωτικό στρώμα στα κενά διαχωριστή. Οι αποστάτες συνδέονται μεταξύ τους χρησιμοποιώντας γωνίες κατασκευασμένες από μέταλλο ή πλαστικό και μια ειδική στεγανοποιητική επικάλυψη εφαρμόζεται στις εγκάρσιες πλευρές τους σε στρώμα αρκετών mm (τουλάχιστον 3 mm). Τα βουτυλικά χρησιμοποιούνται σήμερα ως σφραγιστικά. Υπάρχουν ορισμένα πρότυπα, παραβιάζοντας τα οποία υπάρχει πρόωρη αστοχία ενός διπλού υαλοπίνακα ή αναντιστοιχία των χαρακτηριστικών του με τα δηλωμένα. Το σφραγισμένο στρώμα πρέπει να είναι αυστηρά ομοιόμορφο, να μην έχει κενά κενά και πλάτος τουλάχιστον 3 mm. Εάν η παραγωγή μονωτικών γυάλινων μονάδων είναι περιορισμένου μεγέθους, επιτρέπεται η χειροκίνητη εφαρμογή σφραγιστικού (όπως στην περίπτωση επισκευής υαλοπινάκων, η οποία μπορεί να προκληθεί από τεχνολογικές διακοπές κατά την παραγωγή της).
Στάδιο πρώτο - ξήρανση πρώτων υλών
Ανεξάρτητα από τον τύπο του ξύλου, οι πρώτες ύλες, από τις οποίες θα κατασκευαστεί το Eurobeam, πρέπει να στεγνώσουν σε μια συγκεκριμένη κατάσταση. Αυτή η διαδικασία εκτελείται σε ειδικό θάλαμο όπου τοποθετείται ξυλεία. Εκεί, το ξύλο βράζει στον ατμό υπό υψηλή πίεση, υποβάλλεται σε επεξεργασία κενού και στεγνώνει υπό την επίδραση αυξημένης θερμοκρασίας. Επί του παρόντος, χρησιμοποιούνται τρεις τρόποι στεγνώματος:
- εξαναγκασμένο - συνοδεύεται από σκουρόχρωμο ξύλο και μείωση της αντοχής του, η οποία μπορεί να μειωθεί κατά 20%.
- στάνταρ (κανονικό) - σας επιτρέπει να διατηρήσετε όλα τα βασικά χαρακτηριστικά των πρώτων υλών, δεν επηρεάζει την αντοχή της πριστής ξυλείας, αλλά προκαλεί μια μικρή αλλαγή στο χρώμα του ξύλου.
- μαλακό - ξύλο διατηρεί αμετάβλητο χρώμα, ιδιότητες και υψηλή αντοχή.
Πριν και μετά τη διαδικασία ξήρανσης, μετά την οποία η περιεκτικότητα σε υγρασία του ξύλου μειώνεται στο επίπεδο του 8-10%, η ξυλεία αποθηκεύεται σε ειδικές αποθήκες. Σε τέτοια δωμάτια, δημιουργείται και συντηρείται ένα κλιματικό καθεστώς, το οποίο επιτρέπει στο δέντρο να διατηρήσει τα χαρακτηριστικά του. Πριν παραγγείλετε παράθυρα, συνιστάται να ρωτήσετε πώς στεγνώθηκε το ξύλο. Το καλύτερο είναι μαλακό και το φθηνότερο αναγκάζεται.
Στη Ρωσία, το πεύκο, η βελανιδιά ή το αγριόπευκο χρησιμοποιούνται συχνότερα για την παραγωγή παραθύρων. Παρά τα διαφορετικά χαρακτηριστικά αυτών των μοντέλων, γενικά οι ίδιες απαιτήσεις επιβάλλονται στο στέγνωμά τους.