Поялник за запояване на медни тръби

Малко хора знаят какво означава флюс за запояване. Флюсът е вещество, съставено от химически елементи, което помага на спойката да запълни по-добре мястото на ставите. В допълнение, една от функциите на потока е да премахва мръсотията и продуктите от процеса на окисляване, като борна и солна киселини. Освен всичко, образува слой защитен филм срещу кислород във въздуха... Като се вземат предвид тези характеристики, е необходимо правилно да се изберат видовете метални изделия, които трябва да бъдат свързани и вещества, които ще запълнят междинната междина, както и да се държат индикаторите на температурния нагревател под контрол.
Видове поток
- Първият тип химически помощник включва вещества, които вършат отлична работа за предотвратяване на корозия. Това съединително вещество се състои главно от вещества, които разтварят течността и елемент като фосфор. В резултат на взаимната им работа се образува интегрално свързващо вещество. При използването на този тип необходимостта от използване на вещества, които са предназначени за почистване след процеса на запояване, изчезва. Това е много изгодно и изобщо не е обезпокоително.
- Вторият тип поток е вещество, състоящо се от салицилова киселина, която е идеално разтворима в органични разтворители. В допълнение към този компонент на свързващото вещество, вазелин, алкохол и златни производни също могат да служат като основа. Ако използвате този тип поток в употреба, можете да постигнете отличен резултат по отношение на шевовете, в допълнение към чистотата, те ще придобият и чист външен вид.
- Третият тип мек съединител е колофон и натриева борна киселина. Натриевата сол започва да се топи при температури от 70 градуса по Целзий. Необходимо е да се обърне специално внимание на факта, че това вещество и продуктите му от топене абсолютно не са вредни за живота и здравето на хората. Можете сами да създадете свързващи вещества, като смесите всички компоненти в едно цяло.
Медно запояване под дъга
Каква е разликата между запояване с флюс?
Първо трябва да разберете разликите му от конвенционалните дъгови спойки. Така че, в сравнение с ръчното заваряване, процесът на запояване с флюс става по-ефективен. Нивото на откат се увеличава с около 4-5 пъти... И това е разбираемо, тъй като електрическият ток преминава през електродния проводник само на изхода му. Следователно, използването на поток в процеса на заваряване на медта дава възможност да се използва ток с повишена плътност. Дори не е нужно да се притеснявате от факта, че електродът ще бъде изложен на продължително излагане на високи температури, което ще доведе до отделяне на покриващия материал.

Припойни материали за медни тръби
Освен това в процеса на прилагане на високи токове дълбочината на топене на металния продукт се повишава до достатъчно висока. Дори поради това процесът на запояване може да се извърши, без да се реже удебеления ръб. Необходимо е да се отдаде признание на факта, че осигуряването на висока защита на метала в разтопено състояние от контакт с въздушни течения, метални шевове и съединения са с високо качество.
Запояване на медни тръби със собствените си ръце
Минималното количество чужди включвания се постига чрез отсъствието на пори в металните шевове.Има обяснение за това, скоростта на образуване на метални кристали се увеличава, тъй като на покритието на свързващите шевове има образувания на шлака.
Недостатъкът на използването на меки съединители е, че разтопеният метал става възможно най-течен и течен.
Преди да закупите флюс за медни изделия, обърнете внимание на неговите специални характеристики. На първо място, за да се избегне образуването на филм от оксиди, е необходимо да се предприемат някои мерки:
- Постоянно държете под контрол границите на температурните индикатори на мекия съединител и спойка, необходимо е да се гарантира тяхната еднородност. Когато избирате флюс, фокусирайте се върху неговите характеристики, в зависимост от вида на спойката.
- В случай, че се постигне идеално съвпадение на температурните индикатори, става възможно да се използва като устройство за измерване на температурни промени по време на процеса на запояване. Следователно прегряването на елементите по време на запояване е невъзможно.
Днес се продават сухи, пастообразни и течни потоци. В повечето случаи съединителите в течно състояние намират приложение в процеса на течно спояване. Сухият поток е неудобен за използване. Пастообразният поток за медни продукти е доста удобен, тъй като не изисква забавяне на приложението му. Особено внимание трябва да се обърне на качеството на потока, за да се получи висококачествен резултат от извършената работа.

Качеството може да се определи от следните характеристики:
- повърхността след запояване е напълно покрита с него;
- има вискозна основа и висока плътност, което гарантира наличието на спойка до местоназначението;
- предпазва от образуването на филм, качествено го почиства от него;
- има хомогенен състав на химикали;
- с негова помощ всички шевове са видими по време на процеса на запояване;
- използвайки го, отпада възможността за работа в изправено положение;
- добре отстранима мръсотия.
За да се постигне висококачествен продукт, е необходимо да се отървете от него след процеса на запояване с помощта на разтворителите, предназначени за това.
Различия в нивото на термична обработка
Припоите за спояване на медни тръби се различават по точка на топене за консумативи с ниска, средна и висока температура.

Мека спойка за медни тръби
Компонентите, които се топят при ниски температури, не са в състояние да променят първоначалните параметри на медни елементи, тъй като те се нагряват само до 150-450 ° C. Нискотемпературните спойки ви позволяват да създадете чиста и не много здрава връзка.
Такъв консуматив се използва за инсталиране на водопроводни и отоплителни системи, които не са подложени на големи натоварвания. С помощта на нискотемпературни тръби се свързват тръбопроводи с диаметър 100 mm, ако водата се движи по тях, загрята до не по-висока от 130 ° C.
Консумативите, които се топят при средни до високи температури, позволяват надеждно свързване на медни части. Те започват да омекват при 450 ° C. Горният праг за точката на топене е 1110 и 1850 ° C, в зависимост от вида на консумативите.
С тяхна помощ се създават здрави шевове, които са устойчиви на механични повреди и издържат на високи температури. Поради това те се използват по време на инсталирането на газови системи, частни и централизирани отоплителни мрежи.
Пасти за меко запояване на медни тръби в Москва
„Онлайн консултантът“ е достъпен на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
Поръчка с едно кликване е достъпна на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
„Онлайн консултантът“ е достъпен на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
Поръчка с едно кликване е достъпна на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
Безплатен номер 8-800 е достъпен на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
„Онлайн консултантът“ е достъпен на уебсайта на продавача.За да отидете на сайта, щракнете върху „В магазина“
Какъв вид спойка за спояване на медни тръби е по-добре да се използва, видове и характеристики на материалите
Медните тръбни продукти се използват в най-различни индустрии. Газ, петролни продукти, вода и други среди се транспортират по тръбопроводи, направени от него. За монтажа на линиите се използва спойка за заваряване на медни тръби.

Условията, при които се експлоатират такива тръбопроводи, могат да бъдат различни - те влияят върху избора на типа спойка за свързване на конструктивни елементи.
Какво е запояване и запояване?
Припоят е сплав или метал, който се използва за свързване на отделни метални части с цел оборудване на една система. Технологията за съединяване на две части в една цялостна структура обикновено се нарича запояване.
Тъй като спойките се използват в много индустрии, те се произвеждат в най-различни форми - това могат да бъдат тел, пръти, фолио и т.н. Химичният състав на спойката за спояване на медни тръби директно зависи от температурата на топене, от вида на използваните елементи, от техните параметри и други нюанси.

Основата на спойката е следните химични елементи:
За спойка, температурата на топене трябва да бъде по-ниска, отколкото за металите, от които са направени частите, които са с чело, които са леко нагрети по време на процеса на запояване и не могат да се деформират. Запояването се счита за по-изгоден метод за свързване в сравнение със заваряването.

Припоите в съответствие с точката на топене са няколко вида:
- Топим - от 150 до 450 градуса.
- Средно топене - не по-високо от 1100 градуса.
- Висока точка на топене - до 1850 градуса.
Първият вид спойки се използва за меко запояване, а вторият и третият - за твърдо запояване.
Какво ви е необходимо за запояване на медни тръби? При присъединяване на продукти освен спойка се изисква и поток. Необходимо е да се защитят залепените повърхности от окисляване. За да направите връзката силна, трябва да изберете правилната спойка и поток. Целта на използването на спойки е да се получи надежден шев. Често е невъзможно да се направи без него, когато се свързват тръби за различни цели, включително медни продукти.
Оборудване и материали, необходими за запояване
Както при всеки технологичен процес, запояването изисква използването на специални устройства и инструменти. На първо място, за припояване на медни тръби са необходими следните инструменти.
Горелка. Тя може да бъде с различни дизайни. Когато избирате, струва си да помислите с каква спойка ще работите, защото всеки от тях се нуждае от определена температура.

Припой за горене за медни тръби
Конструктивно горелките могат да работят:
- от еднократни касети със запалим газ (по-компактна версия),
- от стандартни бутилки за многократно зареждане.

Фреза за медни тръби
За рязане на детайли е най-добре да използвате специални фрези за тръби. По принцип можете да правите с обикновен ножовка, но е много проблематично да подстригвате с него на някои труднодостъпни места и чистотата на среза ще бъде ниска. Цената на инструмента директно зависи от диаметъра на тръбите, които те могат да режат.
Свързването на медни тръби без скъпи фитинги, чрез метода на телескопично свързване (една тръба влиза в друга, имаща малко по-голям диаметър), последвано от капилярна спойка, може да бъде изпълнено изцяло за битови водоснабдителни и отоплителни мрежи, температурата на водата в която не надвишава 110 градуса. Това изисква специален разширител.
Необходимо е устройство за скосяване, за да се елиминират рани и надрасквания по ръба на детайла; те се предлагат и в различни модификации.
За спояване на тръбопроводи за различни цели и дори повече елементи, които ще работят в особено критични условия, са необходими специални спойки.
- Стандартен.Използва се най-често, но не се препоръчва за използване в системи за водоснабдяване с питейна вода.
- Мека спойка. Консумативът, използван за спояване на фитинги и изделия от червен бронз, се използва широко за свързване на медни тръби чрез месингови фитинги.
- Припойни сплави. Най-търсените спойки при свързване на медни тръби.
Използването му при капилярна спойка на почти всякакви комуникации, дори газопроводи, осигурява надеждна връзка. Такива спойки, които са класифицирани като медно-фосфорни сребърни консумативи за спояване, не изискват допълнително използване на флюс. Не се препоръчва обаче при съединяване на продукти от алуминиев бронз и сплави, съдържащи повече от 10% никел, това се дължи на известна крехкост на спойката. - Сребърните спойки са най-скъпите, но могат да се използват за свързване на различни цветни материали.
За да се предотврати образуването на оксиди в точката на запояване, когато се използват стандартни и меки спойки, обработката с поток е задължителна.
Запояване на медни тръби
Поради факта, че медта е слабо податлива на корозивни процеси, тя е лесна за запояване. Калай, сребро, други сплави и метали са най-добрите в контакт с него по време на докинг процеса.
Капилярното запояване се използва за свързване на медни продукти. Тя се основава на способността на течността, поради адхезията, да се движи по тесни канали, включително срещу посоката на гравитацията. Поради феномена на капилярност, спойката е в състояние да запълни равномерно празнините, независимо от това как са разположени тръбите.
В този случай процесът на запояване може да се осъществи, като се използват леки, средно и високо топящи се сплави. Поради първия тип се извършва нискотемпературно спояване, а другите два - високотемпературно. Изборът на спойка се основава на условията, при които ще се използва готовият тръбопровод.
Типът с ниско топене, наричан още мека спойка за спояване на медни тръби, включва калай и неговите сплави: калай-мед, калай-сребро, калай-мед-сребро. Припоите, чийто основен компонент е оловото, принадлежат към същия тип, но те са токсични и поради тази причина не могат да се използват при полагане на тръбопроводи за подаване на питейна вода.
Какво е спойка
За да извършите висококачествено запояване, трябва да знаете какво е медна спойка? Винаги се използва за херметично свързване на тръбопроводи, изработени от същия метал. За да се направи медна спойка за спояване на медни тръби, може да се използва сплав, състояща се от няколко елемента наведнъж. Чистият метал също често се използва за създаване на консуматив.

Тел за запояване на макари
Когато е изложен на високи температури, консумативът лесно се топи и разпространява върху третираната зона на свързаните части на инженерната система. Тя ви позволява да създадете равномерен шев. Надеждна връзка се образува веднага след охлаждането на разтопения консуматив. Този процес на свързване на елементи на тръбопровода се нарича спояване.
Методът за свързване на фрагменти от инженерната мрежа с спойка, предимства:
- няма деформация по време на свързването на медните части на тръбопровода;
- обработените елементи, дори когато са изложени на високи температури, запазват първоначалната си форма;
- залепената зона е напълно запечатана и е изключително издръжлива;
- изключен е вътрешният стрес;
- създаденият шев е устойчив на различни температури, целостта му не се нарушава дори при интензивно нагряване;
- свързаният участък може лесно да бъде изключен чрез претопляне, ако комуналната мрежа трябва да бъде преконфигурирана.
Ако връзката е създадена съгласно всички правила, ще бъде възможно да се осигури плътността на системата.Следователно няма да има изтичане на транспортираното вещество. В противен случай могат да възникнат голям брой проблеми, включително замърсяване на околната среда.
Как да изберем спойка
Въпреки факта, че меките спойки се считат за недостатъчно здрави, при използване на капилярно заваряване може да се получи висококачествена санитарна конструкция. Ниско топящите се спойки се използват за свързване на продукти от медни тръби с диаметър 6-180 милиметра. Предпочитат се, защото работят при ниски температури. Факт е, че медта при високи температури е способна да загуби якост.
Всички спойки, принадлежащи към средно и силно топене, са от твърд тип. За високотемпературно спояване на медни изделия се използват спойки на база мед, сребро и други метали. Благодарение на тяхното използване се получава шев, който е издръжлив и устойчив на високо налягане и високи температури.

Сред тях най-търсените:
- медно-фосфорен;
- медно-сребърно-фосфорен;
- сребро.
В последния случай се изисква не само спойка, но и флюсова паста за спояване на медни тръби.
Консумативи

Процедурата за запояване на медни тръби.
Какво е необходимо за запояване:
- Поток на основата на салицилова киселина. Химичният състав на потоците за спояване на медни тръби е доста сложен: съдържа алкохол, вазелин и дори малко злато. Използването му води до отлично качество на шевовете.
- Група разтворители на фосфорна основа. Те перфектно почистват частите от оксиди и допълнително изместват ненужната вода от мястото на запояване.
- Колофон. На практика не се използва в чист вид. В смеси той е идеално комбиниран с натриеви соли: ако разтопеният колофон покрива повърхността на запояване с филм, тогава натриевата сол играе ролята на антиоксидант. Има и недостатък: сместа не обича отоплението.
- Домашен микс с аспирин. Можете да направите сместа сами: ние приемаме вазелин, алкохол, таблетки аспирин са в основата. Такава смес не е особено ефективна. С него можете да работите само по електрически задачи.
- Пайка за медни тръби. Тази флюсова паста за запояване на мед е по-скъпа, но играта си заслужава. Използва се при важни задачи. Пастата прилепва идеално към работната повърхност, разстила се на тънък слой при нагряване - чудесен вариант.
- Припой за спояване на медни тръби. Изборът на типа спойка зависи от това какво точно ще запоявате. Ако основните критерии са здравина и устойчивост на високи температури, трябва да изберете спойка, изработена от медна тел с пропорция на фосфор. Най-популярна и достъпна е меката спойка - калай. Подходящ е за всички водопроводни системи. Това включва и фитинги за медни тръби за запояване.
Плюсове и минуси на различни видове спойки
Важно предимство, което имат спойките за спояване, е пряко свързано с якостта на получените шевове и тяхната устойчивост на високи температури. Използвайки спойка с висока температура, се свързват медни тръби с диаметър от 6 до 159 милиметра. При полагане на водопроводни линии напречното сечение на тръбните продукти, свързани с този вид запояване, не може да бъде по-малко от 28 милиметра.

Както показва практиката, от меките спойки за свързване на медни тръби калай-медта е най-популярна, а сред твърдите спойки често се използва медно-фосфорна. Различните фирми имат различна технология на производство и процента на компонентите.
Преди да започнете да създавате меден тръбопровод, трябва да се уверите, че на повърхността няма дефекти, които често могат да бъдат намерени при рязане на тръби. Надеждността на шевовете до голяма степен зависи от чистотата на продуктите, които се използват в работния процес. За продукти с диаметър 6-108 милиметра ширината на фугата може да бъде 7-50 милиметра.
Поток за медно запояване
Медта е призната за най-надеждния метален продукт и се използва в много индустрии. В същото време има очевидни недостатъци в работата на медта, въпреки високите механични и технически характеристики и потокът за спояване на мед ще помогне да се премахнат проблемите с неизправността на същата медна водопроводна система. Основната задача на използването на паста за запояване на мед е образуването на защитен филм срещу влиянието на околната среда, по-специално кислорода.

Запояване
Най-разпространеният метод за домашно запояване е спояване на мед. Това се дължи на свойствата на медта, която лесно се топи при ниски температури. Поялник или газова горелка е добре като инструмент.

Запаяването на медта е малко подобно на процеса на заваряване, но все пак има някои малки разлики:
- При запояване на части се използва допълнително спояващо вещество, което свързва тези елементи. Това е възможно благодарение на свойствата на спойката, която има ниска точка на топене.
- Най-често срещаните материали за запояване на части са никел и калай. Това са достъпни и прости компоненти, които се използват в повечето случаи. Що се отнася до промишлената употреба, за тези цели се използват други видове спойки, но за домашна употреба те са доста скъпи и следователно нерентабилни.
- За да запоявате медни продукти, първо трябва да разтопите спойката, докато достигне желаната консистенция, за да я приложите на мястото, където елементите са запоени. След това трябва да изчакате, докато връзката изстине напълно.
Ако всички нюанси на процеса се изпълняват точно, тогава такава връзка ще се окаже здрава и трайна.
Характеристики на запояване на мед с флюс
В много западноевропейски страни медните тръби отдавна се използват като основни компоненти на водоснабдителните и отоплителните системи. Повредата на медна тръба е неприятно малко нещо, но потокът за запояване на медни проводници ще помогне да се отървете от първопричината за неизправността. Нека се опитаме да разберем какви видове потоци се предлагат на практика:
- Първата и основна категория на групата медни запояващи потоци включва тези компоненти, които перфектно се справят с проявата на корозия. Тази група включва всички компоненти, които се разтварят в течност, както и във фосфор. В резултат се образува цяло вещество, което в крайна сметка предвижда изключение от правилата за почистване на повърхността на продукта след процеса на запояване. В повечето случаи този поток за запояване на мед е най-евтиният и най-изгоден вариант.
- Втората група флюсови компоненти за спояване на медни тръби е представена като вещество, при което в състава се използва салицилова киселина, която е разтворена в органични съединения. В допълнение, тази група включва вещества и материали, които са компоненти или производни на вазелин, алкохол и дори златен материал. Използвайки този тип флюс за запояване на мед със собствените си ръце, можем да постигнем идеален индикатор за състоянието на шевовете, както и за чистотата и спретнатия външен вид на обработената повърхност.
- Третата и може би най-популярната група съдържа колофон или натриева борна киселина. Последният химичен компонент започва да се топи, започвайки от температура от +70 С. В този случай както колофонът, така и борната киселина не представляват конкретна заплаха за живота и здравето на хората.
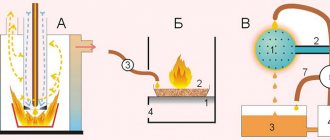
Методи за запояване на медни тръби
Появането на медни тръби със собствените си ръце може да се извърши по два начина:
Инструкции за запояване на пластмасови тръби
- Метод с ниска температура. Най-често се използва у дома. Тук запояването се извършва с помощта на мека спойка от калай, олово или техни сплави с добавяне на сребро. Температурата на запояване може да достигне максимум 450 градуса по време на работа.
- Метод с висока температура.Нарича се още спояване на медни тръби. В този случай, за да се стопи спойката и да се постигне свързването на линейните елементи, е необходимо да се достигне температурата на нагряване на горелката в диапазона 600-900 градуса.
Как трябва да изглежда потокът за запояване на медна тръба?
Както можете да видите от горното, за да изберете поток за спояване на мед, е необходимо да се проучи подробно спецификацията на всеки компонент и в същото време ще е необходимо да се спазват някои предпазни мерки и общи правила за приложение :
- Флюсова паста за запояване на мед трябва да гарантира равномерността на площта на обработваната повърхност на продукта.
- Индексът на вискозитет на всеки компонент на потока трябва да бъде много по-нисък от този на спойката, т.е. препаратът трябва да се стопи по-рано от спойката и да осигури равномерно запълване на цялото пространство на детайла. Пълната заменяемост е основният критерий за показателя за взаимодействието на потока и спойката.
- Оксидният филм трябва напълно да се разтвори и да предпази метала от процеса на вторично окисление.
- Шевът, обработен с припойна паста за мед, трябва да има представителен външен вид и да не създава неудобства за по-нататъшна работа.
- Химична стабилност на веществото. По време на процеса на нагряване потокът не трябва да се разлага по никакъв начин.
- В края на технологичната работа утайките трябва да бъдат отстранени.
- Разрешено е използването на паста за запояване на медни тръби във вертикално положение.
Опции за флюс за медни материали
Днес индустрията произвежда няколко опции за потоци, които се използват за специфични промишлени операции. Като правило това са 3 основни групи:
- Категория течност. Използва се в специални тръби, те вървят заедно с меки спойки.
- Категория на прах. Те се съхраняват в специални контейнери, използвани заедно със средни и подсилени групови спойки.
- Gumboil под формата на пастообразно вещество. Това е готов вариант на флюса, който се използва като спойка и като средство за обработка и нанасяне на спойка върху повърхността.

След това вземаме предвид предназначението на компонента за определена категория производствена работа, по-специално:
- Препарати с антикорозионни свойства. Компонентът на лекарството включва разтворители, както и съставът на фосфора. По време на процедурата за нагряване възниква един вид връзка, където се образуват органични компоненти. В края на технологичната работа е необходимо да се отстрани утайката, без да се използват специални технологии, т.е. по обичайния начин.
- Лекарства с високочестотни характеристики. Като компонент се използват злато или други материали от благородната група - етанол, вазелин и салицилова киселина. В резултат се формира гладък и перфектен шев, който не изисква допълнителна обработка.
- Активирани групови потоци. Тази категория включва вещества от най-популярните групи - боракс, както и колофон. Бораксът вече при температура от +70 С започва да се топи, без да отделя опасни секрети.
За последната група той прави прости изисквания, по-специално се препоръчва да се приготвят препарати директно на мястото на технологичните операции. Така че колофонът трябва да се смесва на порции със салицилова киселина или анхидрид (разрешено е използването на диетиламид и анилин).
Процес на запояване това, което трябва да знаете
В процеса на запояване трябва да запомните следното.
Доставеният ток ще се движи само при заминаването, това ще позволи поне 5 пъти да увеличи производителността на труда в сравнение с ръчното дъгово заваряване. "
Използването на заваръчни токове в този случай, които имат висока плътност, няма да доведе до така нареченото отлепване на покритието и, следователно, прегряване на работещите електроди в крайния процес на заминаване.Ако използваме дебели метални заготовки, тогава няма да е необходимо да извършваме участъка на съществуващите ръбове, тъй като проникването ще се извърши изцяло до дълбочината.
За медни тръби по време на процеса на спояване трябва да се спазват следните изисквания:
- Желателно е потокът първоначално да е производно на спойката. В този случай ще бъде възможно да се постигне максимална еднородност на топенето на всички компоненти на потока и спойката. Този фактор позволява на специалиста да контролира изцяло работния процес на отоплението и по този начин да регулира производствения цикъл на заваряване.
- Ако използвате спойка и поток, които съвпадат по отношение на температурата на топене, тогава последният параметър се използва за контрол на температурата на процеса на запояване. Тук ще можем да сведем до минимум загубата на процеса на спояване, както и възможните повреди на обработваните детайли и други компоненти.
Най-оптималният вариант, макар и скъп, ще бъде използването на флюсова паста, която е едновременно спойка и материал за обработка на предварителното запояване на повърхността на продукта.
Има още един важен момент, образуването на шлака, който съпътства този процес. В този случай повърхността на заваръчния шев ще увеличи кристализацията, което от своя страна значително ще намали броя на видимите кухини, както и появата на отложени частици в отложеното вещество. Недостатъкът на този процес е повишената течливост. Но въпреки това, скоростта и качеството на повърхностната обработка ще покрият всички възможни недостатъци на запояване на медни заготовки.
Използвани инструменти и материали
Появането на медни тръби се извършва със следните инструменти и материали:
- Консумативи.
- Газов котлон.
- Спойка.
- Поток.
- Аксесоари.
Консумативи
Тръбите и фитингите се използват като консумативи за спояване.
В зависимост от технологията на производство се различават медни тръби:
- изгорена;
- необятен.
Отгрявани тръби след производството те се гасят при температура 600–700ᵒC. Допълнителната термична обработка увеличава еластичността на медта. Отгрятите тръби имат повишена пластичност и се огъват добре. Недостатъкът е относително високата цена и намалената якост.
Спецификации на отопена медна тръба
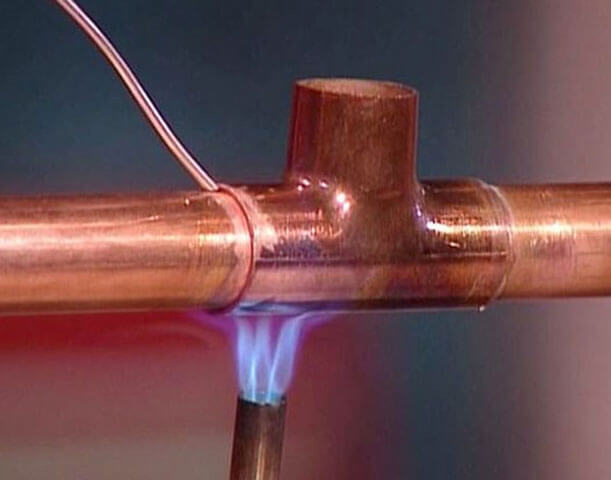
За ваша информация. Пламъкът на горелката в момента на нагряване на фугата трябва да има ярко син цвят. Бледосиният цвят на пламъка показва прекомерно насищане на газово-въздушната смес с кислород.
Медна неотгряна тръба
Неотгърнати тръби имат висока якост и относително ниска цена. При полагане на комуникации те са свързани чрез отделни връзки. Фиксирането на такива медни тръби се извършва с помощта на специални свързващи елементи - фитинги.
За спояване се използват медни тръби с различни диаметри и дебелини на стените. Най-популярни са диаметрите от 10 до 42 мм и дебелината на стената 1,0–3,0 мм.
Фитингът е свързващ елемент за свързване на връзки. В зависимост от предназначението фитингите могат да имат различни форми и дизайн.
Най-често срещаните са следните видове фитинги:
- съединители - при свързване на две тръби;
- ъгли - при завъртането им;
- тройници - при създаване на клони.
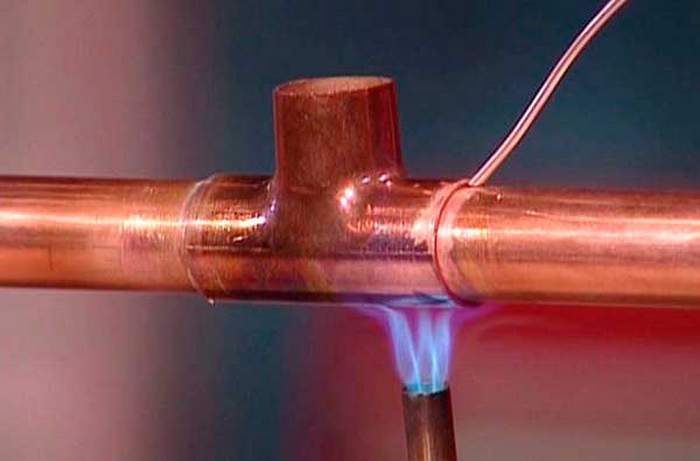
Специални фитинги за медни запоявани тръби се наричат капилярни фитинги. Вътрешната повърхност на тези фитинги е покрита с калай. По време на високотемпературно спояване калайът се топи и разпространява по повърхността на допиращите се елементи. Втвърдената стопилка свързва краищата на тръбите сигурно.
Газов котлон
Газовата горелка е ръчен инструмент, използван за нагряване на материали с открит пламък. Газовата горелка се състои от работна част и цилиндър за съхранение на газ.Работната част е предназначена за запалване и изгаряне на газово-въздушната смес. Пропанът се използва като работен газ. Налягането и дебитът на газа се регулират от газов редуктор.
Съвременните модели газови горелки са оборудвани с пиезоелектрично запалване. Подаването и спирането на газ се контролира от специален клапан. При липса на пламък възвратният клапан автоматично спира подаването на газ.
Температурата на пламъка достига 1300ᵒC.

Устройство за газова горелка
Спойка
Спойка (бърза спойка) е метал или сплав от метали с ниска точка на топене и висока течливост в течно кристално състояние.
В зависимост от точката на топене, споените сплави са:
- ниско топене (температура на топене под 450 ° C);
- твърда сплав (температура на топене 450ᵒC и повече).
Леко топящи се (меки) спойки използва се за запояване на елементи, които не изпитват значителни натоварвания. Тези материали се използват широко в радиоелектронната индустрия. С тяхна помощ се свързват елементите на радиооборудването и електронните схеми. Съставът на меките материали включва метали с ниска точка на топене (мед, олово, калай, бисмут, антимон, кадмий, цинк).
За ваша информация. Необходимата дължина на споявания проводник се приема равна на диаметъра на тръбите, които трябва да се спояват.
Твърди (огнеупорни) спойки използва се за съединяване на метали с висока точка на топене (чугун, стомана, бронз и др.). Използва се в масови промишлени продукти. Най-широко разпространени са медно-цинковите спойки с марките PMTs-42 и PMTs-53.
Появането на медни тръби се извършва с помощта на калай-оловна спойка от различни марки. Класът се определя от процента на спомагателните метали. Запаяването на медни тръби в местната индустрия се извършва със спояващи сплави от типа POS. Такива сплави съдържат антимон, калай и олово.
Поток
Потокът е химичен състав за подобряване на адхезията на елементите, които трябва да се съединят.
В индустрията се използват два вида потоци:
- химически активен;
- химически пасивен.
Химически активни потоци съдържат компоненти, съдържащи киселина (солна и ортофосфорна киселини, цинк и амониев хлорид). Отлично премахва мастните натрупвания и окислените слоеве. Те са силно токсични. В процеса на продължителна употреба те причиняват разрушаване на свързаните елементи.
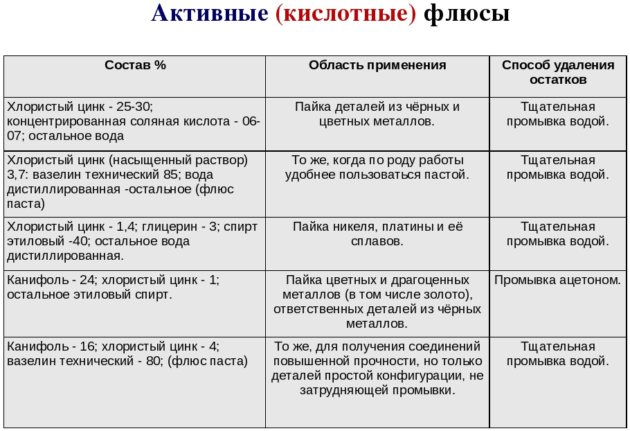
Химически пасивни потоци неутрален в агресивна среда и по-малко токсичен. Те включват различни формулировки и пасти на базата на колофон. След като запояването приключи, те се нуждаят от отстраняване с промивна смес или разтворител.
Спомагателни материали
Допълнителните материали включват:
- метална четка;
- абразивна хартия на плат;
- заточен нож.



За почистване на фитингите и вътрешната повърхност на тръбите се използва телена четка.
Шкурка се използва за почистване на външната повърхност на допиращите се елементи.
Ножът е необходим за отстраняване на вътрешните фаски на фугите в точките на изрязване.